

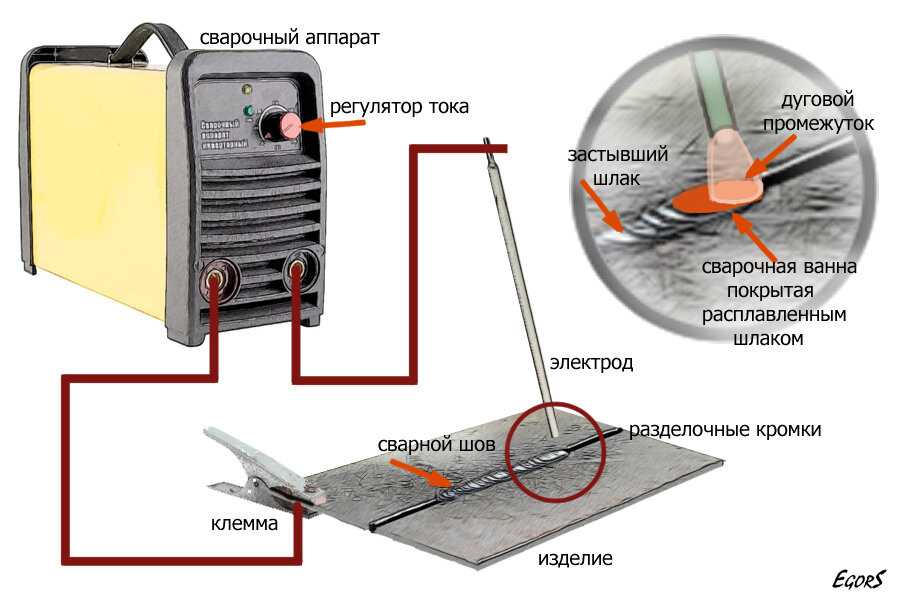
Особенности
Процедура сварки вполне определена даже в домашних условиях, однако физические и химические свойства сплава становятся причиной возникновения некоторых специфических особенностей, сопровождающих процесс. Об этих особенностях должен знать каждый, кому предстоит такая работа, как сварка по чугуну.
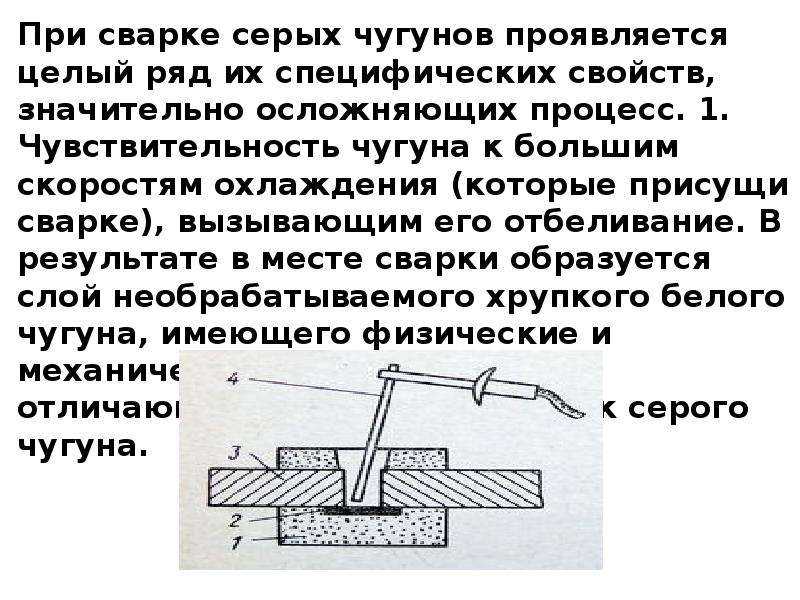
- Низкая удельная теплоемкость сплава обуславливает высокую скорость остывания после сварки. Наблюдается такой эффект, как «отбеливание». Это появление на поверхности шва тонкого слоя белого чугуна. Он, как уже известно, тяжело обрабатывается и обладает повышенной хрупкостью.
- Необходимо с большой точностью выбирать температурный режим. В противном случае наступит перекалка сплава, что чревато образованием трещин.
- В сварочной ванне при плавлении металла образуются газы. После кристаллизации сплава в зоне формирования шва могут возникнуть множественные поры.
- Высокая текучесть – основное физическое свойство чугуна, усложняющее работу мастера и ограничивающее выбор направления ведения сварки.
- Неравномерное охлаждение сварочной ванны часто приводит к образованию трещин.
- Некоторые соединения, вступая в реакцию с кислородом, образуют на поверхности сплава оксидную пленку, в результате чего появляются непроваренные зоны.

И все же, несмотря на представленные нюансы, существует несколько распространенных способов сварки чугуна, применяемых в ремонтных работах, при изготовлении чугунных изделий или при исправлении дефектов литья. Качество выполненных работ напрямую зависит от теоретических знаний сварщика. Он должен определить, чем можно варить тот или иной сплав.
Почему чугун может не свариться, как надо
Чугун относится к трудносвариваемым металлам, а потому качество сварки зависит от многих факторов. При несоблюдении режимов и неправильном выборе расходных материалов процесс может пойти не так, как задумано. Это, прежде всего, низкая прочность соединения, неоднородность сварного шва, наличие непроваренных участков, некачественный внешний вид.
Причины дефектов
Выделяются такие основные причины некачественной сварки:
- Образование пластинчатого графита в сером чугуне, который при растягивающих напряжениях вызывает появление холодных трещин.
- Нарушение температурных режимов (перегрев и слишком быстрое охлаждение) ведет к образованию горячих трещин.
- Быстрая кристаллизация приводит к образованию пор в сварном шве за счет выделения водорода, азота, водяного пара, оксида углерода.
- Чрезмерная скорость формирования сварного шва способны привести к появлению непроваренных участков.
- Чрезмерный нагрев металла, чаще всего, приводит к появлению дефектов. Расплав просто вытекает из сварочной ванны при слишком длительном процессе. Своевременные остановки позволяют избежать перегрева.
Важно! Основная причина дефектов — несоблюдение режима сварки и неправильный выбор электродов
Исправление ошибок
Если при визуальном осмотре или с помощью специальных методик контроля качества выявлены существенные дефекты, то ошибку надо исправить. Основной способ — заполнение дефектов путем наплавления. Некачественный шов надо максимально обработать болгаркой и металлической щеткой. Особо обрабатываются трещины. Для наплавления используются электроды МНЧ-2, ОЗЖН, ОЗЧ-2, ЦЧ-4, Т-590. Перед процедурой желательно предварительно прогреть сваренное место до максимально возможно температуры для повышения пластичности металла.
Интересное: Сварные швы — дефекты и их устранение
Можно использовать простой и дешевый способ. Стальная проволока марки Св-08 (Сс-08А) обматывается тонкой медной проволокой и погружается в жидкое стекло. Ею можно обмотать место некачественного стыка, после чего осуществить заваривание путем ее расплавления электродом.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего
Его делают перпендикулярно первому – так достигается прочность соединения.
После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно
При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться
Технология сварки
Специалисты выделяют 3 технологии электросварки:
- холодная;
- полугорячая;
- горячая.
При наплавке шва мастер должен учитывать следующие моменты.
- Не стоит быстро охлаждать поверхность детали. При выполнении мастером стыковки совместно со сталью продлевается интервал охлаждения последней. Для этого посыпают поверхность детали углем или сухим песком. Быстрое уменьшение температуры чревато возникновением трещин.
- Жидкому состоянию чугуна свойственна текучесть. Это следует учитывать во время работы.
- При сварке TIG необходимо обеспечивать плотный шов. Сложным считается электросварка двух неоднородных металлов. При проведении действий стоит учитывать свойства всех задействованных материалов.
Профессиональные сварщики строго выполняют технологию сварки чугуна электродами. Они ознакомлены со всеми документами, в которых описан процесс и алгоритм работы с чугуном и другими металлами. Перед ними не стоит вопрос о том, как заварить чугун.
Для инвертора (источник тока) используются электроды. Их можно приобрести или создать самостоятельно.


![Сварка чугуна электродом и аргоном [в домашних условиях]](https://esrbb.ru/wp-content/uploads/c/4/5/c45cce1e89b6b340e6aaa20c1287ae3a.jpeg)




Характерные свойства реконструкции чугунных деталей электросваркой состоят из следующих моментов:
Подготовка поверхности – удаление недостатков. Это делается вручную или механически. Если повреждения находятся на расстоянии больше 20 мм друг от друга, их удаляют отдельно
При нахождении ближе их стоит удалить вместе.
Важно правильно определить состав металла, от этого зависит спектр всех работ. Опытный сварщик выявляет, насколько материал устойчив к тепловому воздействию
Серый чугун поддается к обработке лучше, дополнительные меры предпринимаются при потемнении металла. Черный хуже всех поддается электросварке. Если материал промаслен, то вопрос «как сваривать чугун» отпадает. Это становится невозможным. Ковкий чугун разогревается перед произведением действий над ним, другие варианты не приведут к желаемому результату.
Для поддержания качественной сцепки шва в некоторых случаях применяются стальные шпильки: в обрабатываемую поверхность вставляется их необходимое количество. Они помогают усилить сварной шов, снизить долю углерода в материале шва. Объем графита в электроде стоит контролировать самостоятельно.
При проведении сварочных манипуляций необходимо, чтобы немного расплавленного материала находилось в сварной ванне. При осуществлении задачи его равномерно перемешивают.
Для сварки могут пригодиться присадочные прутки из чугуна.
При завершении деталь покрывается слоем песка или измельченного угля, чтобы предотвратить быстрое остывание. Качество проверяется визуально. На шве не должно остаться непровареных мест. Если выявлены неточности, прожоги и трещины, поверхность зачищается, действия выполняются повторно. При соединении чугуна с другими металлами накладывается двойной шов.
Допускается использование детали после охлаждения.
Электроды для сварки чугуна
Вне зависимости от вида применяемых электродов, как описывалось выше сваривание чугуна может производится, как в горячем, так и холодном режимах. Весь вопрос в том, что некоторые виды электродов позволяют сделать сваривание на холодную с более менее удовлетворительным результатом, другие дают хорошие результаты исключительно при сваривании с предварительным нагревом и последующим постепенным охлаждением.
Специальные электроды для холодной сварки
Такие электроды отличаются содержанием в своём составе цветного металла — никеля или меди. Никель отличается свойством хорошей растворяемости в железе при этом он не образует соединений с углеродом в виде карбидов. В результате использования никелевых электродов шов имеет малую твердость хорошо подаётся обработке и не имеет трещин. Кроме этого в зоне сварки практически отсутствует эффект отбеливания, а сам метал имеет повышенную вязкость.
Медь также не вступает в соединение с углеродом, но в отличии от никеля не растворяется в железе. Шов при использовании медесодержащих электродов получается неоднородным с включением твердого углеродистого железа.
Среди массы марок специальных электродов можно выделить три основных типа:
- Никелевые и железно-никелевые, содержащие до 90% никеля марок ОЗЖН-1, ОЗЖ-3, ОЗЖ-4
- Медно-железные, в виде медных прутков с обмазкой в составе с железным порошком марок ОЗЧ-6, ОЗЧ-2
- Железно-медно-никелевые марок МНЧ-2
На рынке также присутствуют импортные аналоги специальных электродов для сварки чугуна.
Используя данный тип электродов нужно иметь виду, что работают сваркой в режиме обратной полярности. Сваривание нужно осуществлять короткими швами без глубокой проплавки металла. В промежутке между укладкой коротких швов нужно делать перерывы для остывания зоны сваривания до температуры 50°С. Укладку шва можно проводить как в нижнем, так и в вертикальном положениях.
Самодельные электроды для сварки чугуна
В случаях отсутствия фабричных специальных электродов можно изготовить самостоятельно аналог. Для этого используют медную проволоку марок М2, М3 с диаметром сечения 3-5 мм. Обмазку для самодельного электрода проще изготовить из готового покрытия фабричного стального электрода.
Так для работы на постоянном токе подойдёт покрытие с электродов марки УОНИ 13/55 или ОЗС-2, для работы на переменном токе подойдёт покрытие электродов АНО-4, АНО-5. Измельчённое покрытие электродов смешивают в пропорции 1:1 с железной стружкой или порошком. Полученный состав замешивают на жидком стекле и после предварительной зачистки и обезжиривании медной проволоки, полученную обмазку наносят погружением заготовок в приготовленный раствор. Толщина слоя покрытия должна быть в пределах 1.5-2 мм. В заключении после вертикальной сушки на воздухе изготовленные электроды прокаливают в сушильном шкафе, плите или духовке при температуре 200-250°С. Порядок применения таких электродов не отличается от фабричных специальных электродов.
Чугунные электроды
Данный вид материала используется для устранения дефектов в чугунном литье. Электроды выполнены в виде литых чугунных прутков покрытых специальной обмазкой. В состав покрытия ОЧМ-1 входит: мел-25%, графит — 41%, полевой шпат – 25%, ферромарганец – 9%. В дополнение в состав может входить термит обеспечивающий замедление остывания шва. Лучше производить сваривание на постоянном токе, в крайнем случае допускается использование переменного тока, силу которого подбирают из расчета 50-60А на 1мм чугунного электрода.
Больше данный метод сварки распространён в технологических процессах литейного производства чугуна. При сваривании на холодную чугунными электродами шов получает неоднородную структуру и в результате быстрого охлаждения зона нагрева подвержена отбеливанию. Лучшие результаты в качестве шва можно получить при нагреве детали до полугорячего значения 300-400°С.
Неплавящиеся электроды
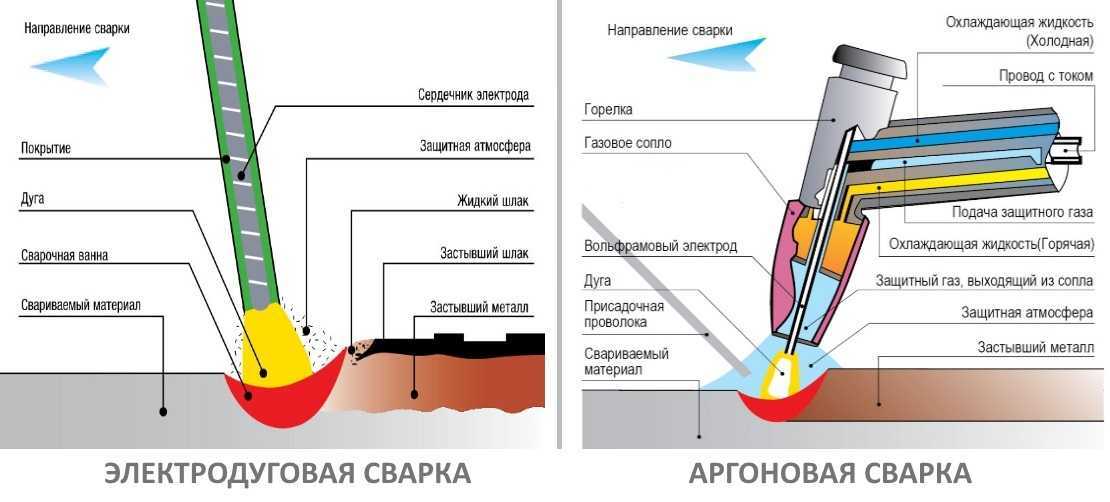
Для сваривания чугуна могут использоваться вольфрамовые, угольные или графитные электроды, используемые для наплавки. В качестве припоя используют чугунные прутки или специальные присадочные материалы, содержащие никель, медь, алюминий. При сваривании зона формирования шва защищается флюсом – бурой или инертным газом аргоном. Наиболее часты в применении вольфрамовые электроды с никелевым припоем на переменном токе с защитной зоной из аргона.
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими
Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
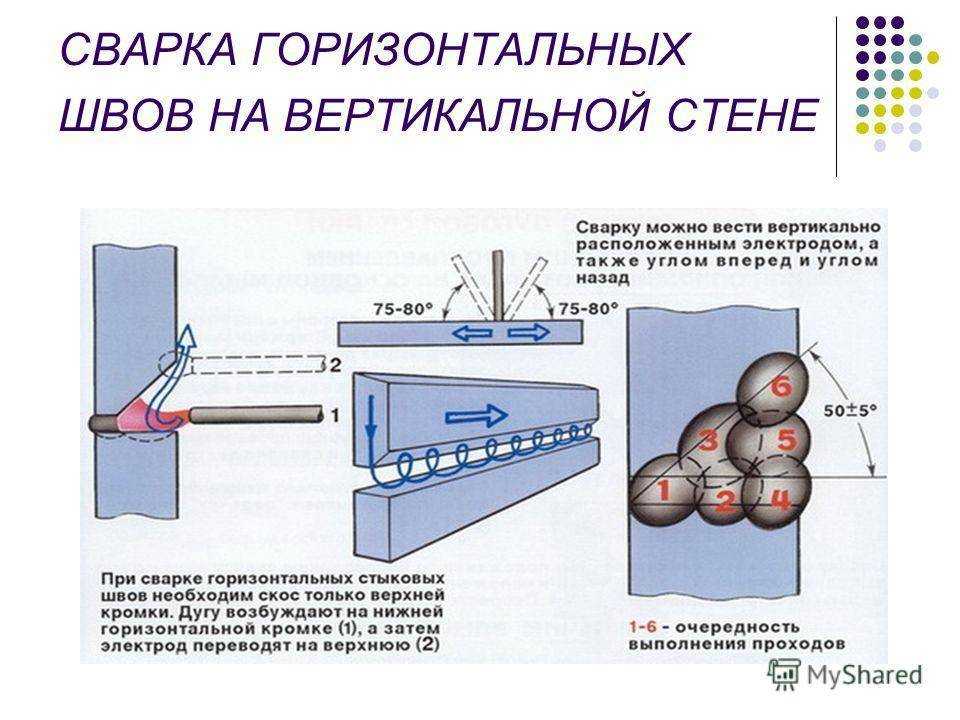
- металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
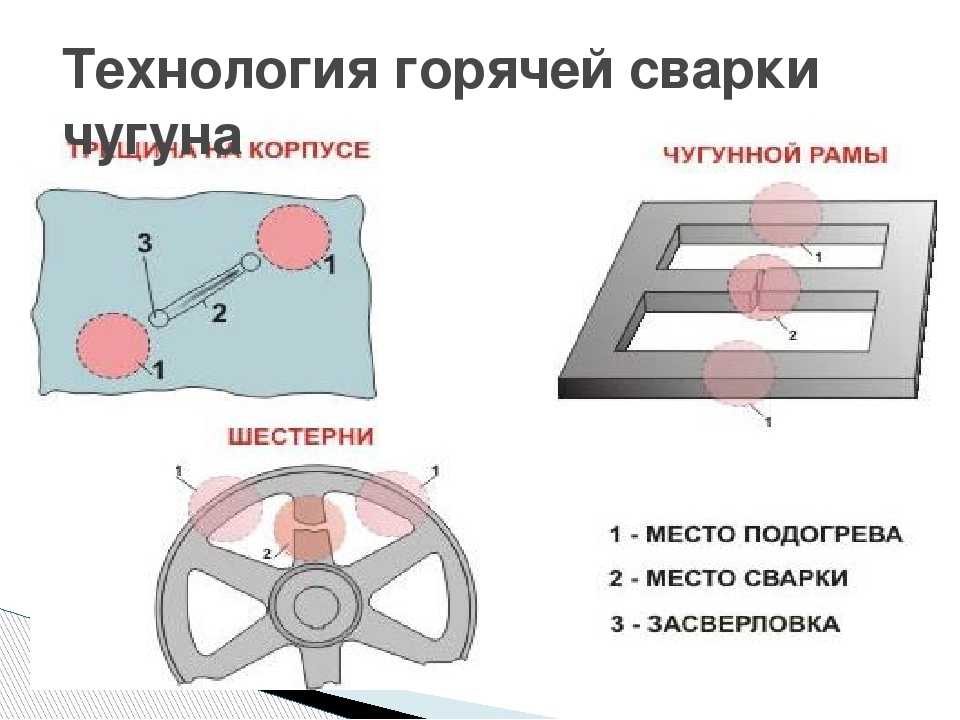
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
- Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
- Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
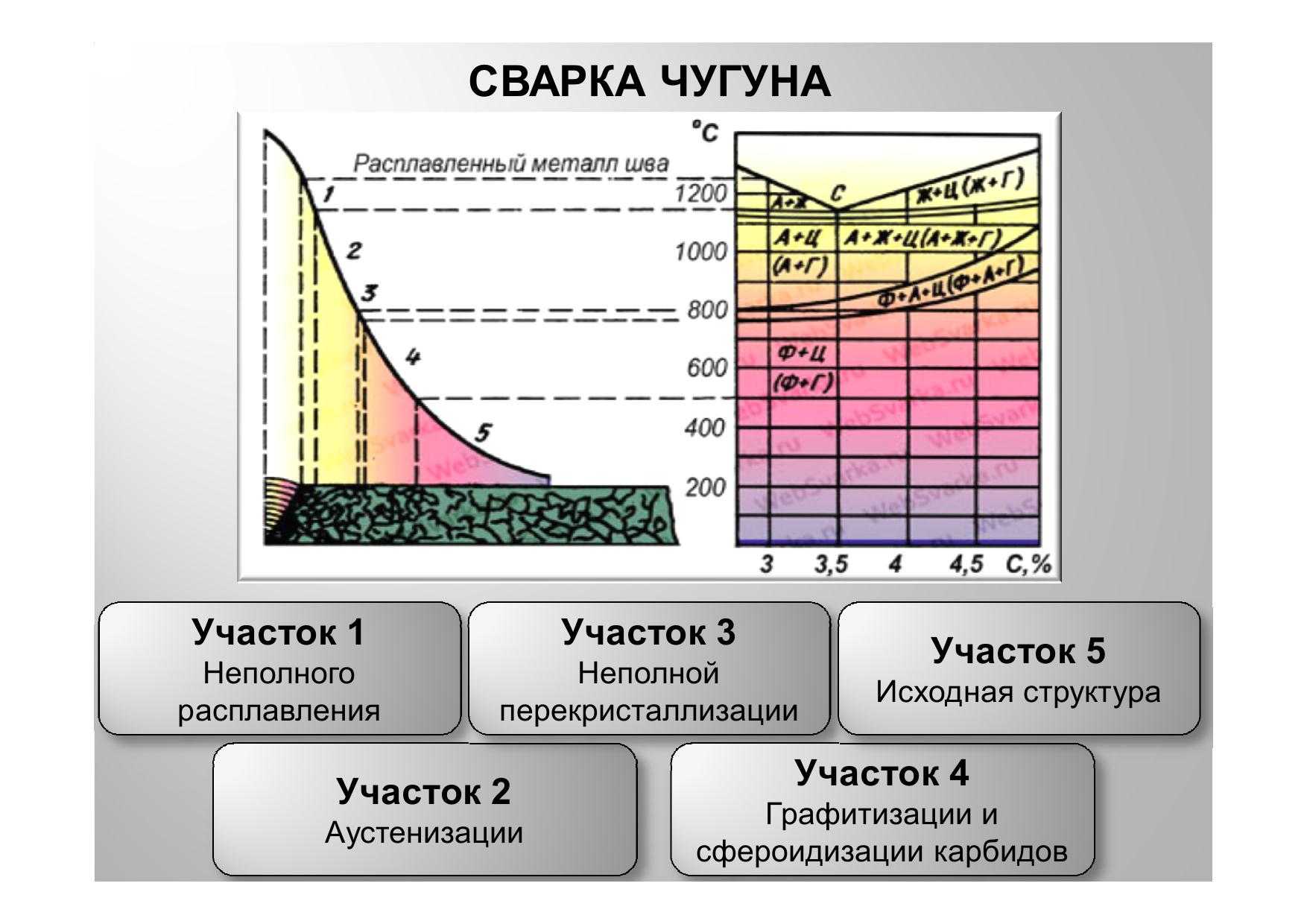
Особенности сварки чугуна
Сразу необходимо оговориться, что не любой чугун можно заварить. Дело в том, что этот металл состоит из сплава железа с углеродом. А последнего содержится аж целых 2,14%. Именно это обстоятельство и мешает качественному соединению.






Весь чугун делят на белый и серый. У первого на изломе виден белый цвет. А углерод в нем метастабилен и проявляется в виде цементита. Это обстоятельство выступает решающим в отношении обработки этого металла. Сварка совершенно невозможна. А из-за повышенной хрупкости, разрешается только шлифовка.
На изломе у серого чугуна проступает серебристый оттенок. Углерод в нем перешел в стабильную фазу и проявляется в виде графита. И это состояние позволяет проводить сварочные работы. Остается определиться, чем варить чугун и как.
Железо с большим количеством стабильного углерода в виде графита сваривать можно и даже нужно. Ведь необходимо же проводить ремонт деталей из чугуна, на которых образовались дефекты. Но характеристики у металла настолько специфические, что при работе с ним не избежать серьезных трудностей.
![]()
Сварочный процесс Источник svarkaspec.ru
Вот список того, с чем можно столкнуться при сварке чугуна:
- Если при работе чугун слишком быстро охлаждается, то его поверхность из серой превращается в белую. Со всеми вытекающими последствиями.
- При неправильном выборе режима температур в районе шва появляются трещины из-за перекалки сплава.
- Если не бороться с активным выделением газа, то шов покроется порами.
- Формированию шва мешает высокая текучесть чугуна.
- Если в зоне сварки позволить окисляться кремнию, то это приведет к появлению непроваренных участков.
Но учитывая все трудности, были разработаны технологии, позволяющие получать предельно качественные швы на поверхности чугуна. Необходимо только правильно подобрать метод воздействия на металл. А также провести предварительную подготовку и придерживаться всех нюансов методики.
Основные виды сварки
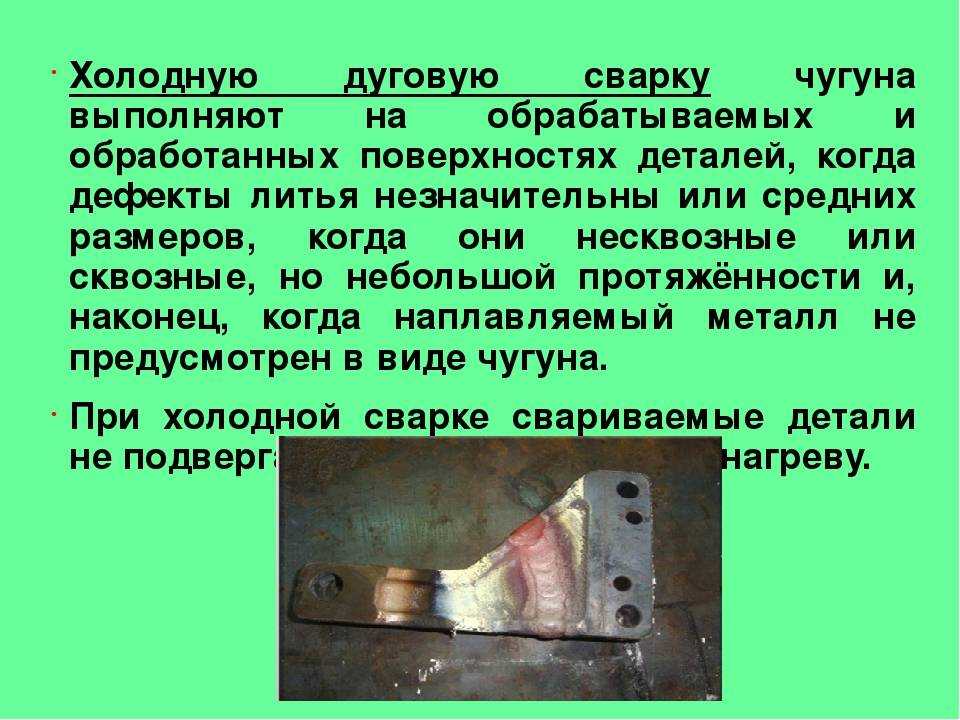
Специалисты используют 2 вида сварки чугуна – холодный способ и горячий. При холодной сварке необходимо применение электродов, специально предназначенных для сварки чугуна.
Можно сваривать чугунные изделия в холодном состоянии (без подогрева) с применением стальных электродов, изготовленных из низкоуглеродистой стали, но это требует больших усилий от сварщика и понимания им процессов, которые происходят в зоне сварки. Обусловлено этой свойствами чугуна. Металл после окончания сварки быстро охлаждается и это приводит к его хрупкости, что может вызвать появление трещин.
| Состав низколегированных прутков | |||||
| Марка | С | Si | Ni | Sn | Cu |
| I | 3.2-3.6 | 3.4-4.0 | 0.1-0.2 | 0,3-0,5 | — |
| II | 3.0-3.4 | 3.0-3.6 | 0.4-0.6 | — | 2.0-3.5 |
| III | 3.0-3.4 | 3.0-3.6 | 0.2-0.5 | 0,1-0,3 | 1.0-2.0 |
Кроме того, между швом и основным металлом образуется отбеленный чугун, а за ним следует закаленный, что может вызвать появление пор, которые являются недопустимыми дефектами.
При сварке холодным способом еще используют электроды, изготовленные из аустенитного чугуна и из цветных металлов.
Электроды изготовляют из прутков круглой формы, выполненных методом литья, марка применяемого чугуна при этом А или Б. Их диаметр лежит в пределах 4 ÷ 12 мм, при этом прутки Ø 4 мм имеют длину 250 мм, Ø 6 мм – 350, остальные имеют длину 450 мм. Прутки из чугуна марки А применяются при проведении газосварочных работ и являются материалом для изготовления стержней электродов, применяемых при сварке чугунных изделий горячим способом. Прутки марки Б помимо сварки чугуна в горячем состоянии, могут применяться для изготовления стержней электродов, которые используются при проведении сварки полугорячим и холодным способами.
| Состав чугунных стержней для сварки чугуна | ||||||||
| Марка | С | Si | Мn | Р | S | Сr | Ni | Назначение |
| А | 3.0-3.5 | 3.0-3.4 | 0.5-0.8 | 0.2-0.4 | До 0.08 | До 0.05 | До 0.3 | Для горячей сварки |
| Б | 3.5-4.0 | 0.3-0.5 | Для горячей и полугорячей сварки |
Сваривать такими электродами можно только в одном положении — нижнем. Сила тока зависит от Ø электрода и находится в пределах 270 ÷ 650 А. Из электродов, изготовленных из цветных металлов, при сварке чугуна используют медные электроды, изготовленные из монель-металла и из никелевого чугуна, имеющего аустенитную структуру.
Медные электроды рекомендуется применять для сварки изделий, которые должны иметь плотные швы и работающих при незначительных статических нагрузках. Их изготавливают из стержней меди Ø 3 ÷ 6 мм, обернутых стальной проволокой или лентой, имеющих низкое содержание углерода. На стержень наносят специальное покрытие — меловое или состоящее из сложного состава.
Такого же диаметра и длины изготавливают стержни из монель-металла (медно-никелевые) и никелевого аустенитного чугуна.Сварка может выполняться как на постоянном токе, так и на переменном.
Отбеливание чугуна и появление закалочных структур можно избежать, применив более продуктивный вид сварки – горячую. В зависимости от температуры предварительного подогрева изделия перед сваркой, различают следующие виды горячей сварки:
- теплую (не более 200 0С);
- полугорячую (нагрев в районе 300 ÷ 400 0С);
- горячую (500 ÷ 600 0С).
В любом случае температура предварительного подогрева не должна превышать 650 0С, чтобы избежать структурных превращений в самой структуре чугуна.
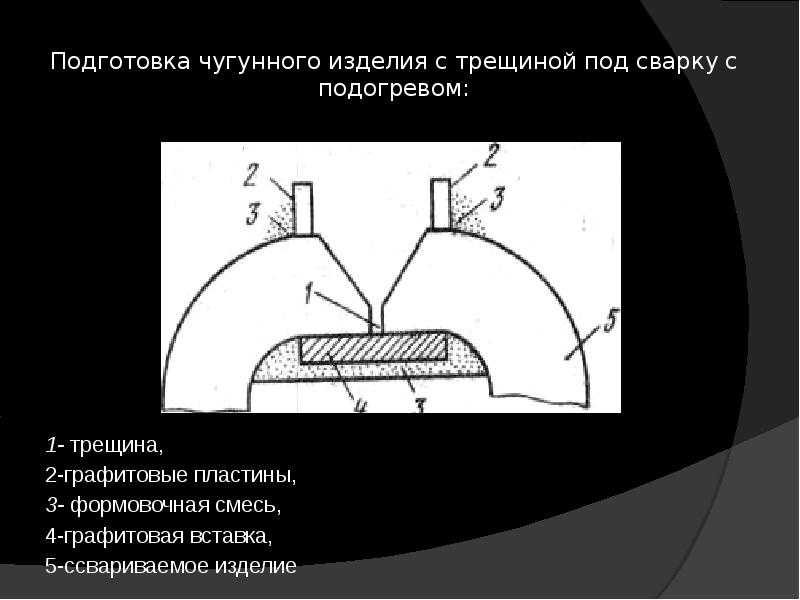
Формовка места сварки (1-деталь, 2-формовка, 3-графитовые пластины) A — несквозной раковины B — облицовка графитовыми пластинами C — недолива кромки
Этапы процесса проведения горячей сварки следующие:
- подготовка изделия к сварке;
- прогрев до необходимой температуры (в горне, муфельной печи, нагревательном колодце и т.д.);
- сборку (с применением струбцин или прихваток) и установку изделия под сварку;
- собственно сам процесс сваривания;
- охлаждение (медленное).
Все виды горячих способов сварки требуют медленного охлаждения изделия или конструкции после проведения сварочных работ. Это позволит избежать нежелательного отбеливания чугуна, что делает его хрупким. Чаще всего изделие сразу после сварки отправляют в печь и там охлаждают, выключив печь. Иногда такое охлаждение может происходить сутками — зависит от габаритов изделия. В домашних условиях пользуются специальными средствами, которые защитят изделие от быстрого остывания (теплосберегающий материал, например, асбест, шлак, сухой кварцевый песок, древесный уголь).
Сварку осуществляют на постоянном токе обратной полярности. Иногда сварку проводят переменным током, но только в том случае, если длина кабелей от сварочного трансформатора не большая, а напряжение холостого хода более 70 В.
Сварка чугуна стальными электродами
Наплавка валика на чугунную деталь стальным электродом дает в первом слое половинчатые сплавы чугуна и высокоуглеродистой стали с содержанием углерода 1,6…1,8 %. Такие сплавы легко образуют твердые закаленные зоны и обладают большой хрупкостью. Технологические приемы сварки чугуна направлены на снижение твердости, хрупкости и трещинообразования в переходных зонах и в первых слоях наплавки.
Такими приемами являются:
- выполнение сварки первых слоев на режимах с малой погонной энергией;
- применение электродов малого диаметра 3…4 мм;
- уменьшение силы тока до 90…150 А;
- обеспечение минимальной глубины проплавления (1,5…2 мм);
- использование обратного слоя (после наплавки первого валика длиной 50…60 мм сварщик сейчас же накладывает на этот валик второй слой). Такой прием является местной термообработкой, что улучшает структуру сварного соединения.
Применение этих мероприятий улучшает структуру переходных зон и увеличивает пластичность первого слоя наплавки, но полностью закалку и возникновение трещин не устраняет.
Широкая производственная проверка стальных электродов показала, что они в ряде случаев вполне обеспечивают надежное сварное соединение чугуна. Из числа качественных электродов хорошо зарекомендовали себя электроды марки УОНИ 13/55, дающие надежное сплавление с чугуном. Наплавленный металл обладает некоторой вязкостью, а во 2-м и 3-м слоях обрабатываемостью. Металл, наплавленный электродами марки ЦЧ-4, удовлетворительно обрабатывается режущим инструментом. В состав электродов ЦЧ-4 введен сильный карбидообразователь – ванадий.
При ремонте крупных дефектов массивных чугунных деталей стальным электродом применяется способ сварки с «шурупами». Для увеличения прочности сварного соединения, когда к нему не предъявляется других требований (например, при ремонте станин, рам, кронштейнов и других несущих элементов толстостенных конструкций), применяют стальные шпильки, которые частично разгружают наиболее слабую часть сварного соединения – линию сплавления.
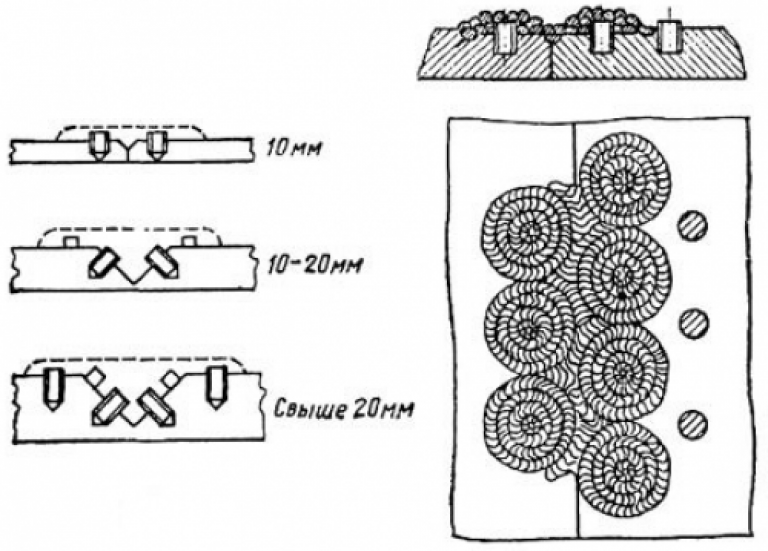
Шпильки имеют резьбу, их ввертывают в тело свариваемой детали. Размеры шпилек обычно зависят от толщины свариваемых деталей. Практикой установлены следующие рекомендации: диаметр шпилек 0,3…0,4 толщины детали, но не более 12 мм; глубина ввертывания шпилек 1,5 диаметра их, но не более половины толщины свариваемых деталей; высота выступающей части 0,75…1,2 диаметра шпильки. Шпильки располагают в шахматном порядке на скошенных кромках деталей и в один ряд на поверхности детали с каждой стороны стыка, причем расстояние между ними должно быть равно 4…6 диаметров шпильки.
Сварку выполняют в следующем порядке. Сначала обваривают каждую шпильку и облицовывают поверхности кромок электродами диаметром 3 мм на малых токах. Затем на облицованные кромки

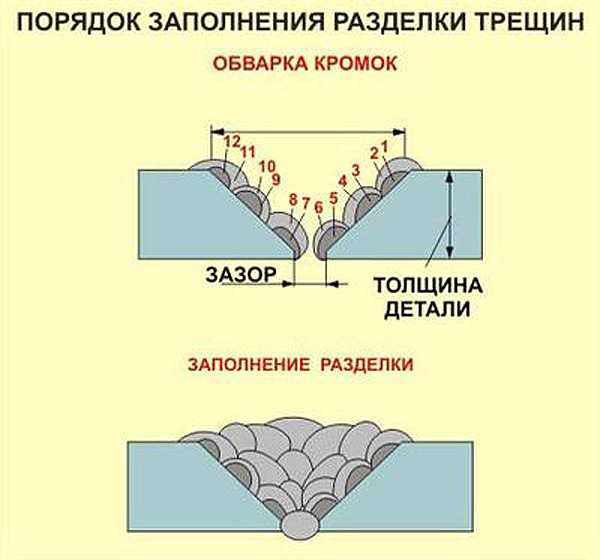


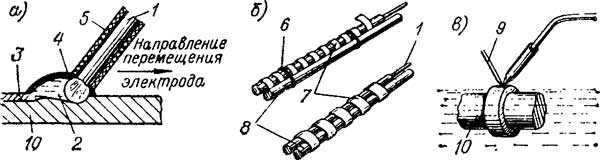

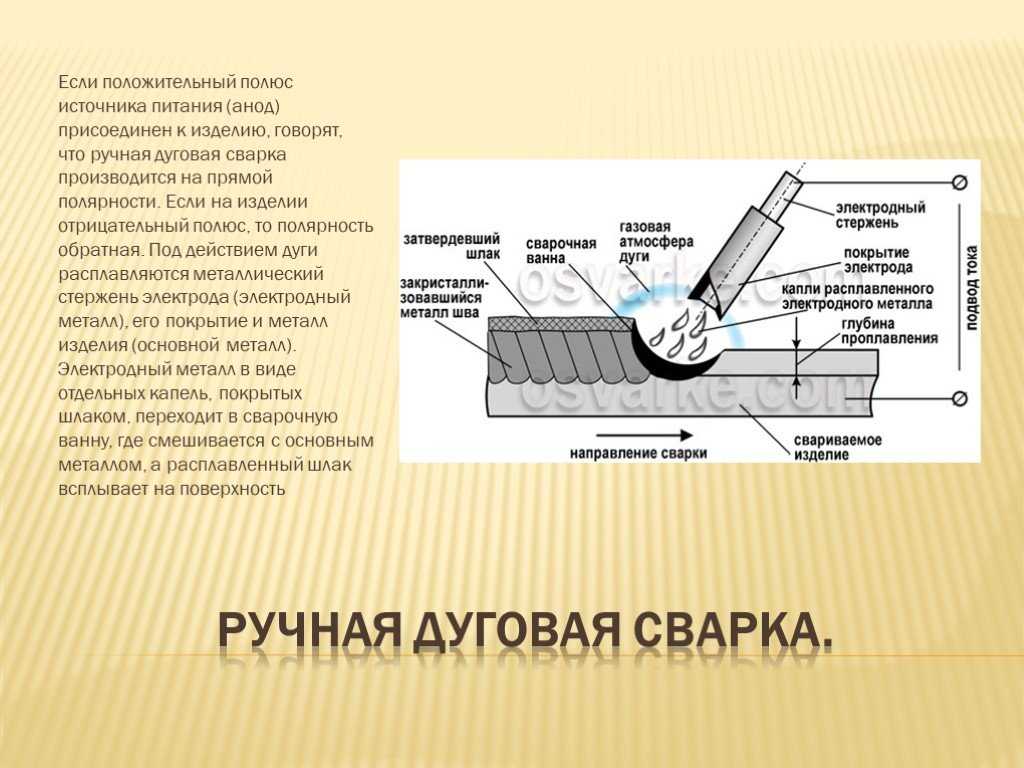

и шпильки наплавляют валики и окончательно заполняют разделку. При сварке деталей с толстыми стенками для уменьшения количества наплавленного металла рекомендуется в шов вваривать связи из круглой или полосовой стали (рис. 2). Для удержания расплавленного металла шва рекомендуется заформовать дефектный участок. При сварке нужно давать перерывы до охлаждения детали. На расстоянии 50…100 мм от шва температура основного металла не должна превышать 50…60 °С (терпит рука).
Рис. 2. Ремонтная сварка чугунного изделия стальным электродом с применением шпилек
Крайние ряды шпилек должны обвариваться после того, как заварен весь исправляемый участок. При многослойной сварке валики должны пересекаться под углом.
Варианты сварки чугуна и их краткие характеристики
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячая сварка
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.
Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
При полугорячей сварке меньше степень “отбеливания” чугуна по сравнению с горячим способом, что способствует и меньшей опасности возникновения трещин. Кроме того, требуется меньше энергии на подогрев деталей.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Холодная сварка
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
https://youtube.com/watch?v=6BAu6lTSLLs