
Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012* Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
__________
* На территории Российской Федерации действует ГОСТ Р 57997-2017 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Способы сварки арматуры
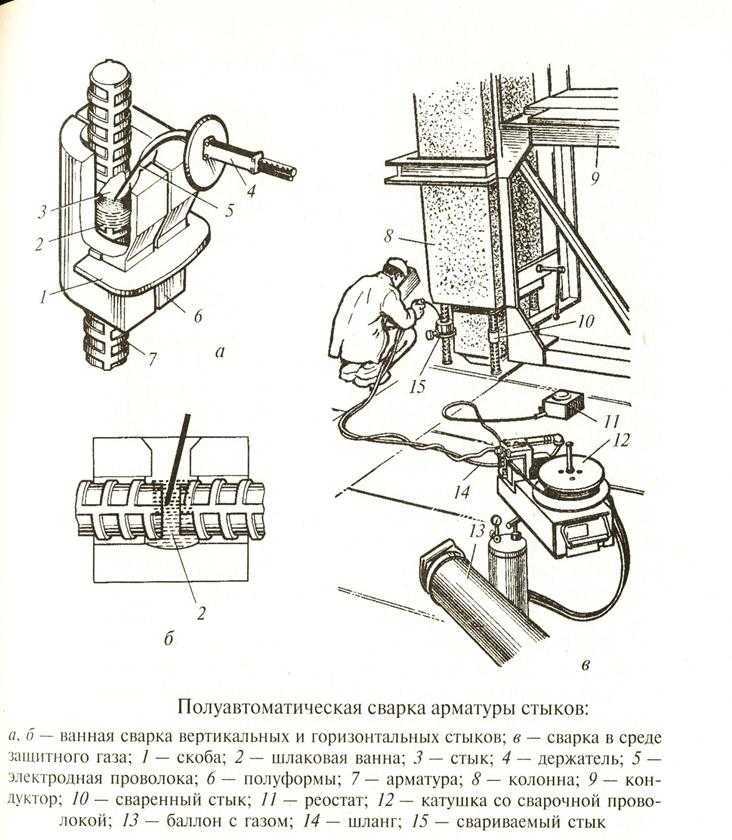
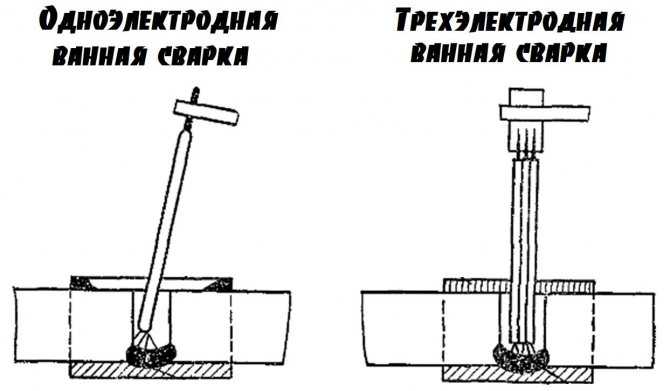
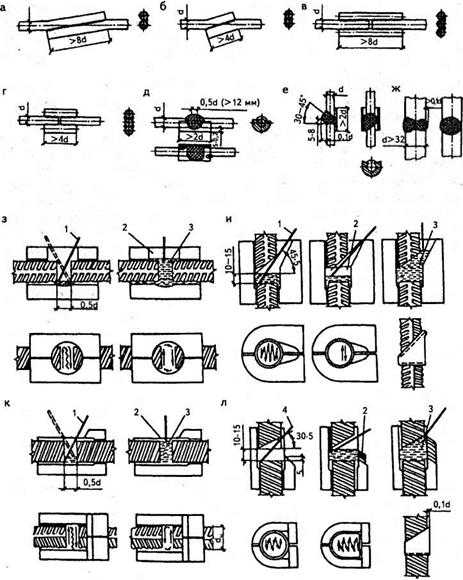
Все представленные выше сварные соединения арматуры выполняются тремя способами: контактной, дуговой либо ванной сваркой. В первом случае используется аппарат полуавтомат инвертор и плавящийся электрод. Во втором варианте применяются специальные клещи. Ванная сварка выполняется одним или несколькими электродами.
В нормативах по охране труда указано, каким образом следует осуществлять сварку арматуры на высоте от 1,5 метров. Там же указано, с применением каких устройств допускается производить сварку арматуры на высоте. И это компактные инверторы для дуговой сварки.
Термомеханическим (контактным) способом изготавливают сетки монолитных фундаментов. Это же устройство применяют для изготовления закладных изделий.
Контактная
Внутри своей категории сварка контактная арматуры подразделяется на три категории:
- рельефная;
- стыковая;
- точечная.
На вопрос, как следует осуществлять сварку арматуры на высоте ответ содержится в КЗОТ.
Для рельефной сварки на пластине закладного изделия методом штамповки изготавливается локальное возвышение – рельеф. Во время точечного нагрева выпуклость оплавляется. В зоне контакта с ней арматура внедряется в металл пластины.
Во время стыковой сварки зона контакта резко увеличивается. По все плоскости контакта образуется сварочный стык. Точечной сваркой обычно сваривают перекрестья арматурных сеток. Один стержень в этом варианте осаждается под давлением клещей в тело другого прутка.
Ванная
Из-за достаточно узкой области применения многие сварщики не владеют данной технологией. На вопрос сварка арматуры ванным способом что это могут ответить специалисты строительной отрасли.
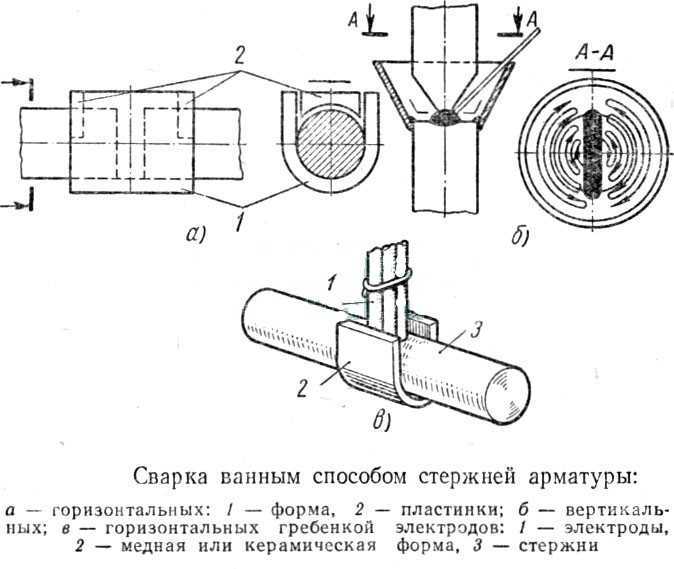
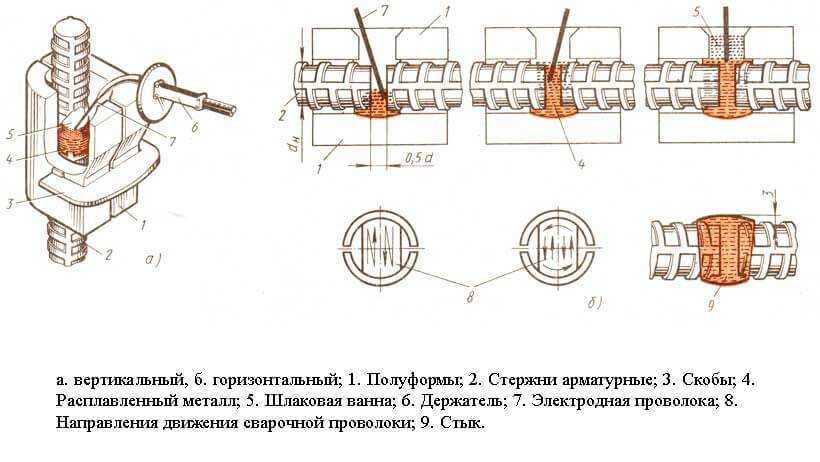
Производится сварка арматуры ванным способом внутри специальной формы. Это подвид дуговой сварки плавящимся электродом. Но, расплавленный металл здесь полностью остается внутри шва. Для этого концы стержней разделываются специальным образом. Укладываются внутри ванночки для сварки арматуры с регламентированным зазором.
Ванночка может быть съемной инвентарной из графита, керамики, меди. Или несъемной из стальной U-образной скобы. По умолчанию ванная сварка арматуры колонн производится в вертикальном положении. Наращивание прутков по длине балок, ригелей осуществляется в горизонтальном положении, соответственно.
Применяется ванная сварка арматуры технология для обеспечения высокого качества шва. Которое невозможно получить другими методами непосредственно на строительной площадке.
Керамические съемные и стальные несъемные ванночки для арматуры одноразовые. Графитные и медные накладки многоразовые.
Дуговая
Благодаря компактным размерам оборудования дуговая электродная сварка считается универсальным методом неразъемных соединений. В том числе, на строительной площадке. Внутри своей категории имеется классификация по нескольким признакам:
- степень непрерывности процесса – прихватками, непрерывным швом;
- защита жидкой ванны – среда инертного газа, флюс, шлаковая корка, без защиты;
- степень механизации процесса – ручная, механизированная.
Выбор метода, как правильно варить арматуру электросваркой в конкретных условиях, выбирает проектировщик. Обычно используется плавящийся электрод.
Ванночка расплавленного металла может защищаться шлаком, флюсом, инертным газом. Используется переменный, постоянный сварочный ток. Применяется соединение арматуры сваркой дугового типа для всех видов стыков.

Использование ванночек
При подготовке к работе необходимо уметь правильно подобрать ванночку. Это можно сделать, основываясь на визуальных особенностях соединения. Такие ванночки нетрудно найти в продаже в специализированных магазинах. Их могут производить литым или штампованным способом, но при этом особой разницы в эксплуатационных свойствах не будет.
Ванночки могут применяться однажды или многократно. Первую разновидность делают из стали. В процессе выполнения ванной сварки арматуры — это приспособление приваривают к пруткам, что увеличивает прочность соединения. Недостатком этого варианта является необходимость для каждого раза покупать новую деталь.

Устройство сварочной ванныИсточник burforum.ru
Многоразовые делают из меди или графита. При их применении приваривают только концы прутов друг к другу. Ванночка служит барьером, ограничивающим растекание расплавленных веществ. После окончания использования и остывания её отсоединяют для того, чтобы применить впоследствии. Такое приспособление стоит существенно дороже по сравнению с одноразовым, однако его можно применять до 150 раз.
Многоразовые детали при сварке арматуры ванным способом могут быть сделаны в виде расширяющего раструба или в форме двух симметричных половинок. В этом случае необходимо загерметизировать промежутки между ванночкой и прутками для того, чтобы во время работы расплав не вытекал.

Стыковка арматуры с помощью ванночекИсточник uep.dn.ua
Для ванной сварки арматуры и колонн приспособление из листового металла можно изготовить самостоятельно. Для этого достаточно вырезать кусок нужного размера и согнуть его в U-образную форму.
Также могут применяться элементы с резьбовыми соединениями. В этих случаях на стержнях нарезают избу. У ванночки поверхность составляет примерно три четверти круговой. У неё внутри также имеется резьба. В этом случает детали можно надёжно зафиксировать. Такая ванночка является одноразовой.

Медные многоразовые формы для сваркиИсточник partia-service.ru
Преимуществом такого варианта является простота соединения деталей. В качестве недостатка можно рассматривать необходимость наличия резьбы. Если её нет, то потребуется произвести её нарезку.

Графитовые ванночки для сваркиИсточник rynokdoma.ru
Аппарат точечной сварки: описание
Аппараты, применяемые при контактной точечной сварке, различны, разнообразна и их схема. К примеру, при относительно небольших объемах работ широко используются машины одно- и двухэлектродные. При необходимости сварки тяжелой арматуры, а также в целях приварки отдельных стержней применяют иные аппараты: подвесные контактные машины со сварочными клещами.
Все выпускаемые машины имеют либо односторонний подвод тока, либо двусторонний. Во втором случае ток подводится к нижнему и верхнему стержням.
Когда же подвод тока односторонний, то осуществляется это от вторичного витка трансформатора (снизу). Аппараты с односторонним подводом характеризуются меньшей длиной протекания, что оказывает существенное воздействие на сопротивление (в сторону его снижения). В результате наблюдается повышение производительности за счет появления возможности одновременной сварки нескольких пересечений.
Все сварочные аппараты для одно- и многоточечной контактной сварки разделяются на стационарные и подвесные. При этом подвесные еще бывают со встроенным трансформатором либо выносным.
Относительно невысокой производительностью и малым вылетом хобота электродержателя характеризуются одноточечные стационарные аппараты, оснащенные гидравлическим приводом, и некоторые подвесные, имеющие пневмопривод (типа МТП-75 и МТПП-75 соответственно). Подобные аппараты применяются в целях выполнения работ небольшого объема.
Одноточечные подвесные машины, имеющие номинальную мощность до 75 кВт, позволяют осуществлять соединение арматуры, где меньший стержень будет иметь минимальный диаметр до 16 мм. Аналогичные стационарные аппараты позволяют сваривать стержни с диаметром до 22 мм.
При необходимости сварки арматуры большего диаметра применяются иные аппараты, обладающие значительно большей мощностью. Также прибегают к многоточечной контактной сварке.
Какова схема сварочного аппарата?
Для начала ознакомимся с одноточечной стационарной машиной. Итак, такая установка состоит из следующих элементов:
- Корпус;
- Пневмопривод;
- Система подвода тока;
- Система охлаждения.
Схема предполагает, что корпус вмещает в себя трансформатор, контактор, переключатель ступеней и панель зажимов.
Сжатый воздух в пневмоцилиндре обеспечивает вертикальное перемещение верхнего электрода, а также сжатие свариваемых стержней. Охлаждение производится при помощи воды.
Разумеется, схема иных аппаратов выглядит несколько иначе. Необходимо также отметить, что допустима и самостоятельная сборка и установка аппарата для контактной точечной сварки арматуры. Различных вариантов довольно много, но, как правило, в основе лежит определенная схема контактной точечной сварки, требующая минимально возможного количества деталей. Впрочем, любая подобная схема позволит собрать относительно маломощный аппарат для сварки арматуры.
Краткие сведения
Сварка арматуры является основным методом соединения арматурных прутков. С помощью сваривания можно соединить прутки любой длины и формы. Сварка может вестись встык, нахлестом и крестообразным способом. В фабричном производстве также применяется точечная контактная сварка. Для проведения работ применяется стандартное сварочное оборудование с автоматической или полуавтоматической подачей электрода в активную зону. Сварение прутков рекомендуется проводить при подаче в активную зону инертных газов — это улучшает качество сварного шва, препятствует появлению коррозии в активной зоне.
Сварка помогает создать конструкцию любой формы — сетку, квадраты, треугольники, многоугольники. Сварка арматуры ГОСТ проводится в защитной одежде (костюм, маска, рукавицы), которая будет защищать человека от воздействия высоких температур. Сварочные работы рекомендуется проводить в сухом проветриваемом помещении, хотя при необходимости сварку можно проводить в любое время при отсутствии сильного ветра и/или осадков (дождь, туман, снег). Сварочные работы регулируются отечественными и международными нормами
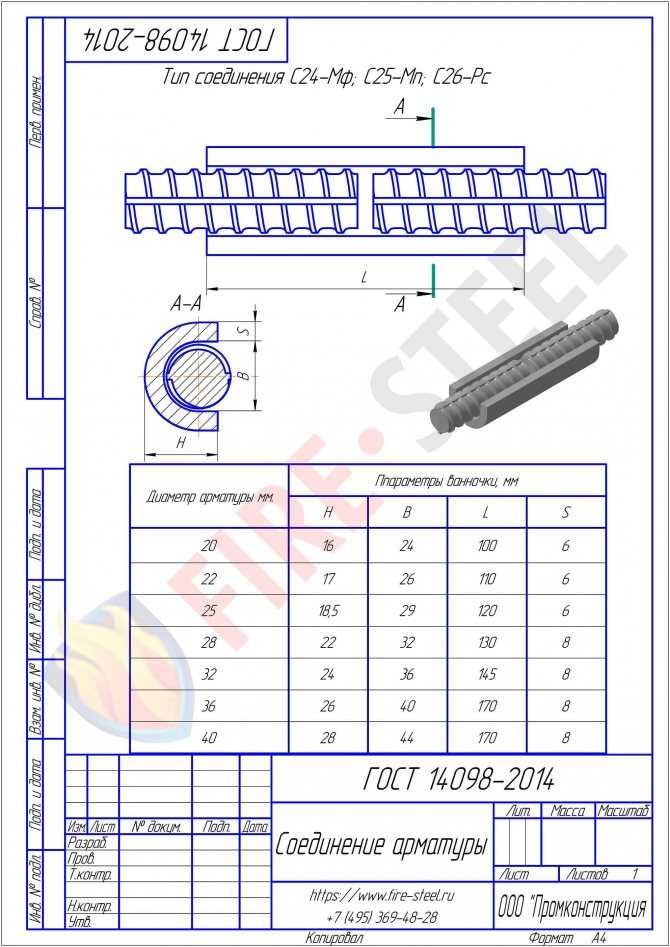
Основной регулирующий закон — ГОСТ 14098-2014 (обратите внимание, что старый ГОСТ 14098-91 действовал до 2014 года)
Процесс ванной сварки
Для сварочного процесса потребуется:
- однофазный или трехфазный аппарат на 220 вольт;
- ванночка или форма для образования шва;
- баллон с инертным газом для создания защитной среды в случае соединения легко окисляемых сплавов;
- от 1 до 4 двухмиллиметровых электродов на одну ванну в зависимости от толщины прутка;
- щиток и другие средства индивидуальной защиты сварщика.
Основные этапы технологического процесса:
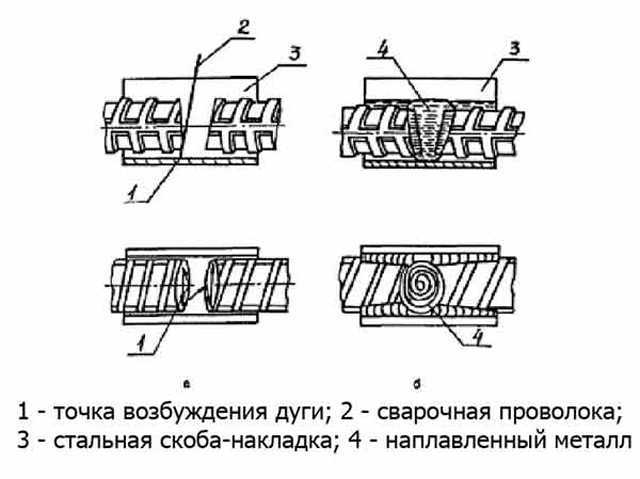
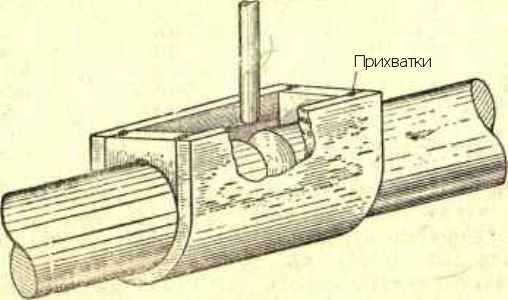
- к пруткам в зоне соединения прихватывается стальная скоба;
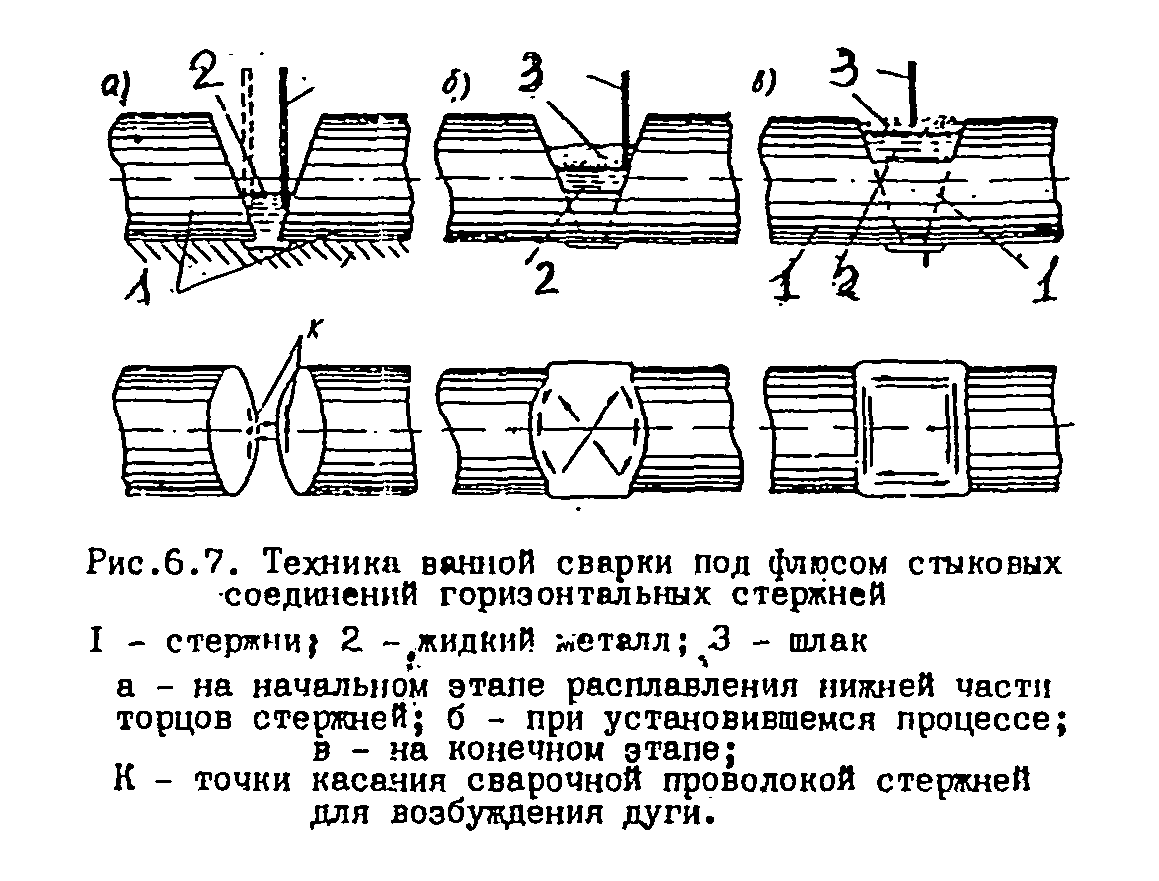
- под воздействием дуговой волны в сварочной ванне электрод формирует зону расплава;
- концы прутка расплавляются, образуется однородная жидкая структура;
- при охлаждении идет процесс кристаллизации сварочной ванны, получается шов.
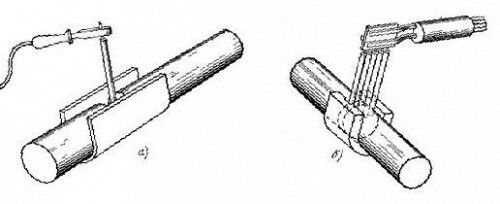
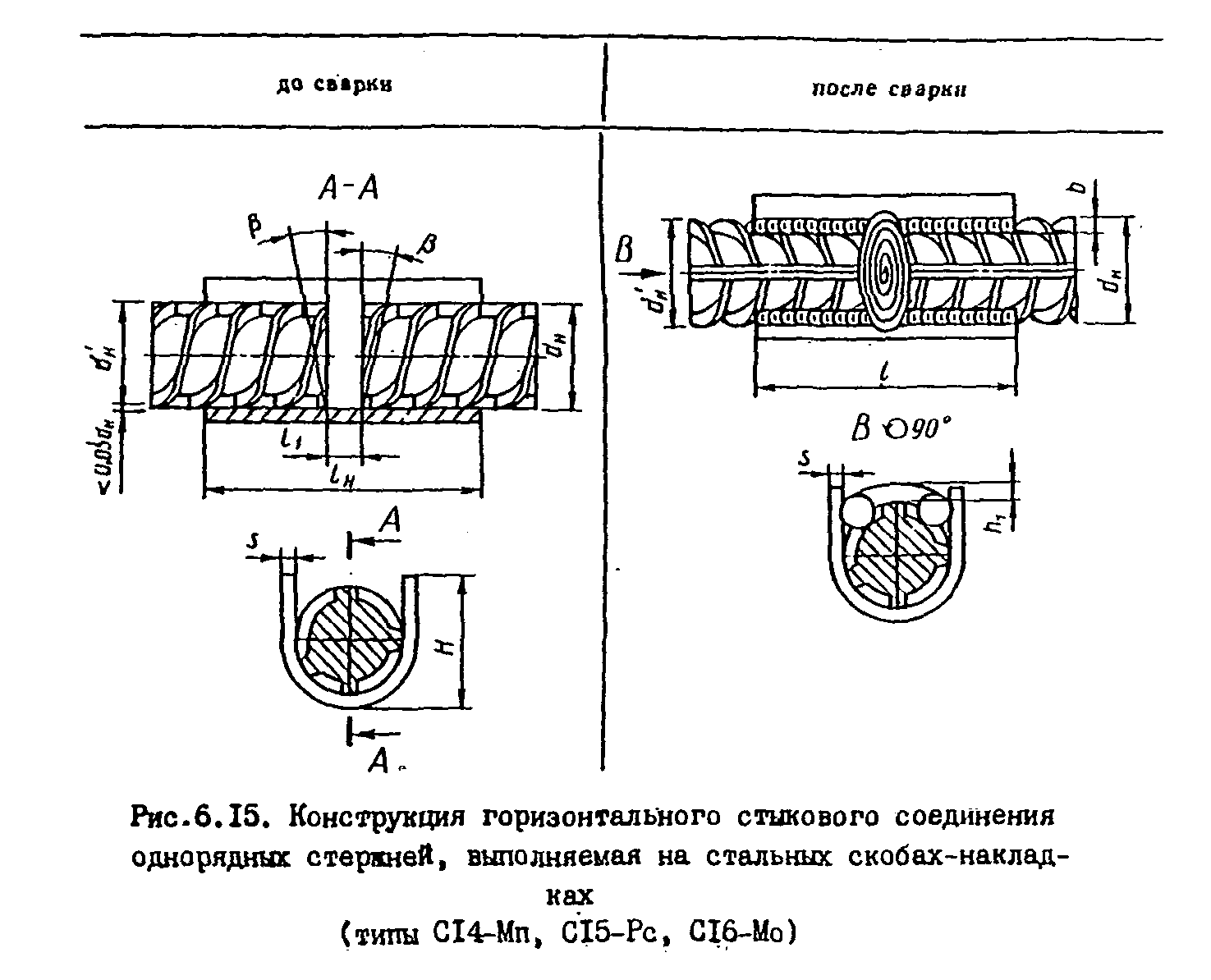
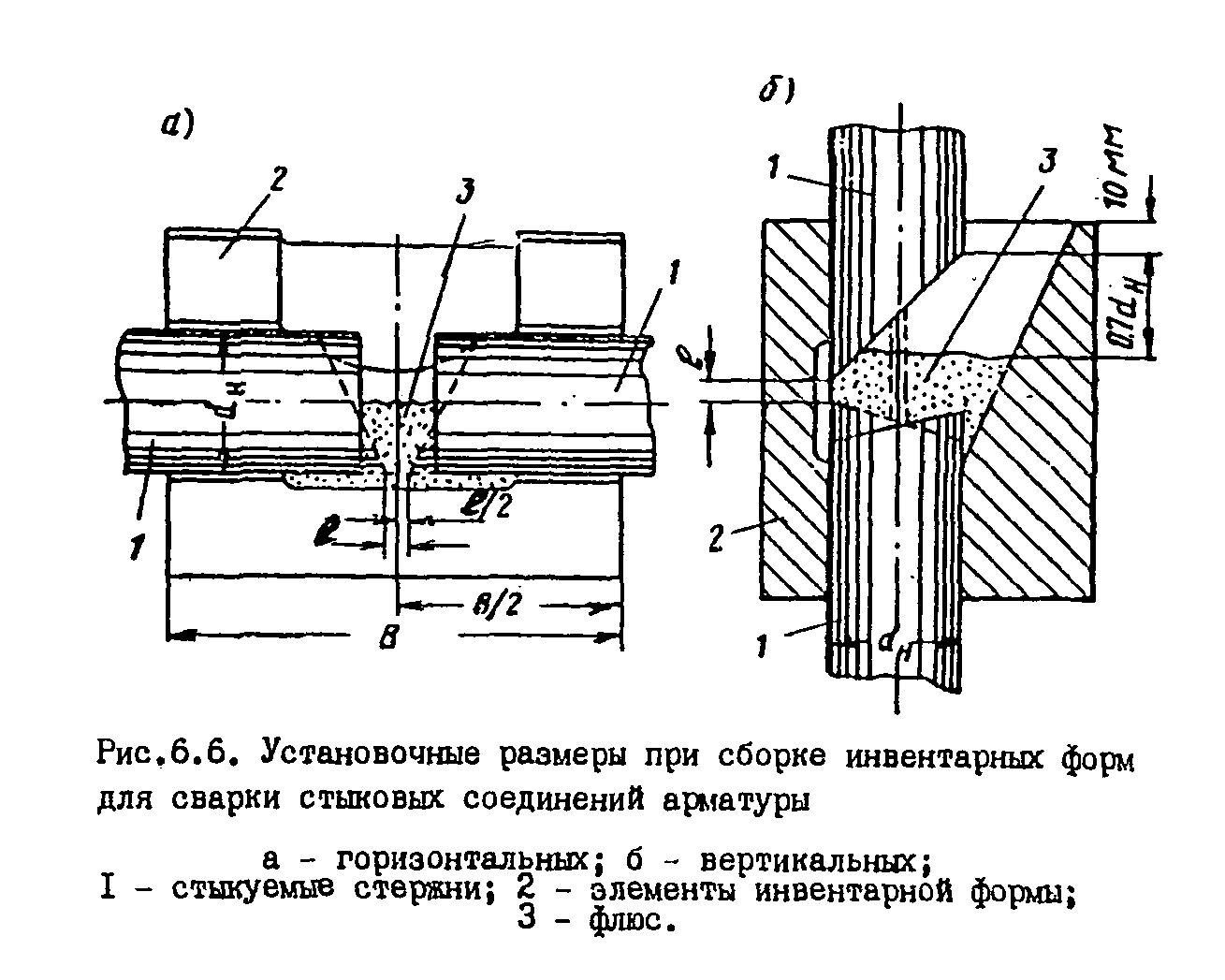
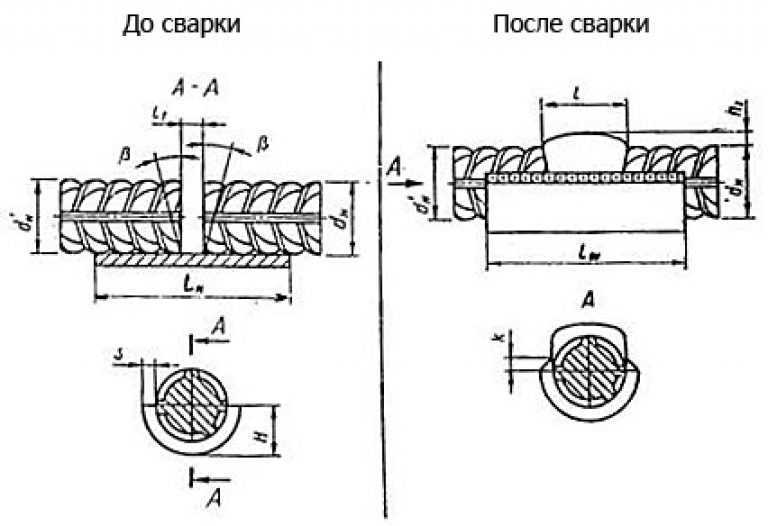
Сварочная ванна формируется в любом положении стержней арматуры. Для горизонтальных соединений в качестве скобы используются металлические накладки. Вертикальные стыки свариваются с применением штампованной формы. Её крепят на нижний стержень. Электродом, совершая вертикальные движения, заполняют зазор, наполняют расплавом ванну. Для выпуска шлака форму прожигают, затем отверстие заваривают. Наплыв должен закрывать концы стальных стержней.
Технология сварки предполагает предварительную подготовку поверхностей. Железными щетками концы стальной арматуры следует очищать от ржавчины, грязи и пыли. От чистоты поверхности зависит прочность сварного соединения.
Минимальная длина выпуска стержней – 30 мм. В этой зоне формируется соединение. Максимальный размер зазора кратен толщине электрода. Он не должен превышать 1,5 диаметра. Стержни в сварной ванночке или форме располагаются соосно.
Технология ванной сварки
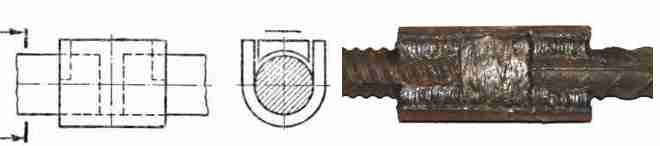
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
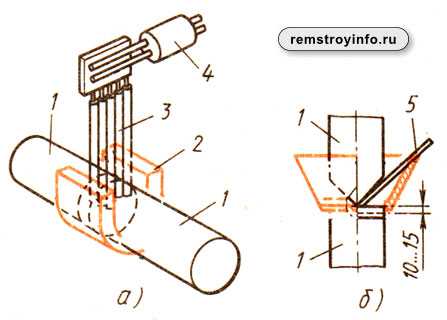
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
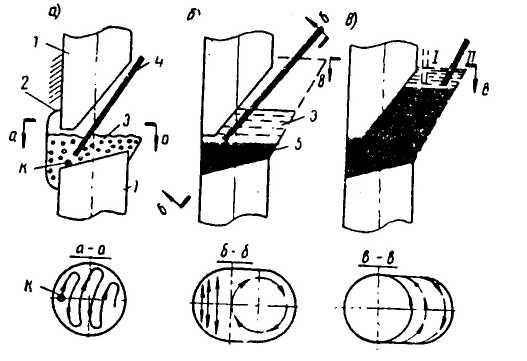
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием
Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Особенности подбора электродов
Профессионалы в большинстве случаев используют электроды УОНИ-13/55 Э50. Они имеют основное покрытие с деионизирующими элементами (фосфорными производными), затрудняющими горение дуги. Поэтому новичкам сложно варить такими расходниками: рекомендуют применять электроды марок АНО, МР-3, ВСЦ-4 или СМ-11.
Соотношение электродных и арматурных стержней по толщине
Нахлесточные и крестообразные соединения варят такими расходниками (толщина арматуры/электрода в мм):
- (5-8) / 3;
- (8-10) / 4;
- (Более 10) / 5.
Рекомендуем к прочтению Правила проведения сварочных работ
Параметры для ванного метода приведены в таблице:
| Толщина стыкуемых арматурных стержней d н, мм | Диаметр электрода d э, мм | Сварочный ток, А, для стержней, расположенных | |
| горизонтально | вертикально | ||
| 20-28 32-40 | 5 6 | 220-250 260-300 | 200-220 220-240 |
Особенности сварки ванным способом
Еще нередко он применяется при строительстве домов, железобетонных объектов и арматурных каркасов. Ванная сварка позволяет по всему предмету получать цельный силовой каркас. Причем использование ванного способа сварки позволяет работать со стыковой арматурой в любом удобном положении.
Рисунок 1. Схема сварки ванным способом.
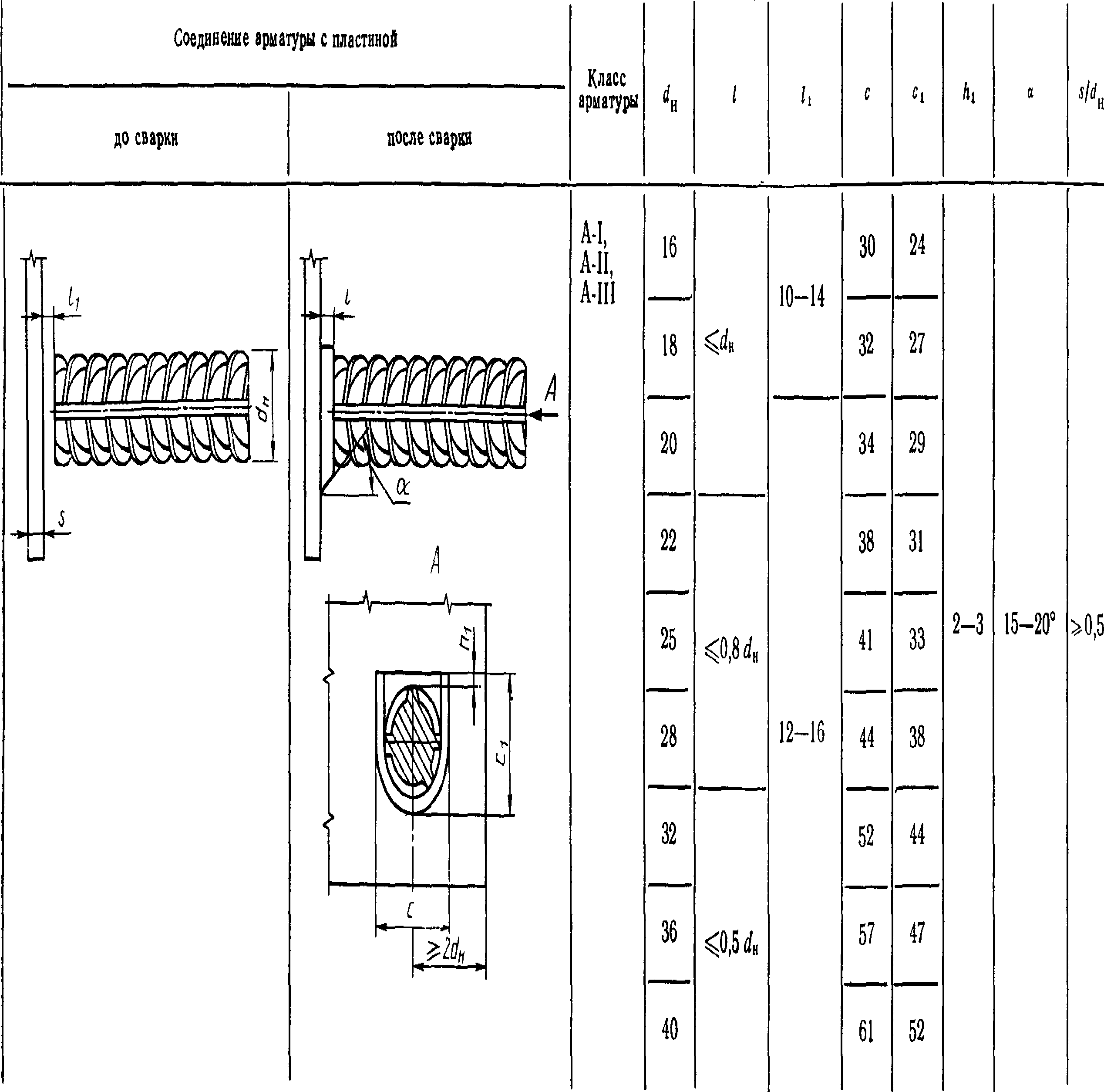
Для получения качественного результата необходимо четко соблюдать совмещение выпусков, где показатель смещения осей соединяемых стержней должен составлять не более 0,05 диаметра. Чтобы добиться этого, с совмещением выпускной арматуры в установочных соединениях части сборного предмета и его арматурным каркасом следует работать в специализированных кондукторах, где предусмотрена фиксация больших размеров и положения стержней арматуры. Как правило, при приеме подобных частей проверке подвергается размер и взаимное положение арматурных выпусков.
К основным преимуществам данного вида соединения относят:
- Возможность использования обычного сварочного оборудования, которое применяют для дугового соединения колонн.
- Нет необходимости постоянно поворачивать конструкцию в процессе сварки, поскольку не нужна кантовка.
- Возможность проверять качество шва.
В настоящее время технологически различают 2 разновидности ванной сварки:
- ручная в скобе с 3-фазной и 1-фазной дугой;
- полуавтоматическое соединение;
- автосварка ванно-шлаковая.
Более экономичным вариантом считаются соединения стержней железобетонных колонн без использования накладок. Так, поскольку не всегда удобно размещать в сечениях накладки, ванный способ позволяет затрачивать значительно меньше сил, исключая дополнительно и затраты материала на изготовления накладок.
Процедура ванной сварки
Схема устройства сварочного полуавтомата.
Ванная сварка заключается в том, что стержни арматуры в точке стыка соединяются с формой из стали, где теплотой дуги создается ванна расплавленного металла, которая постоянно подогревается.
От температуры ванночки для сварки арматуры плавят торцы стержней, образуя таким образом единую форму, а после остывания – необходимое соединение. Именно ванночки для сварки арматуры в форме подковы, позволяют сохранять жесткость по всему периметру, создавая цельные силовые каркасы. Различают ванночки для сварки вертикального и горизонтального сечения.
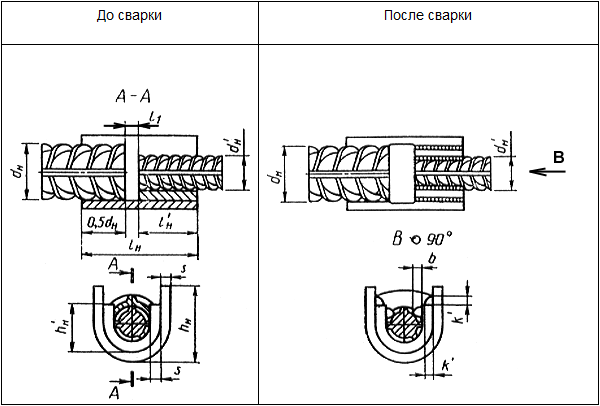


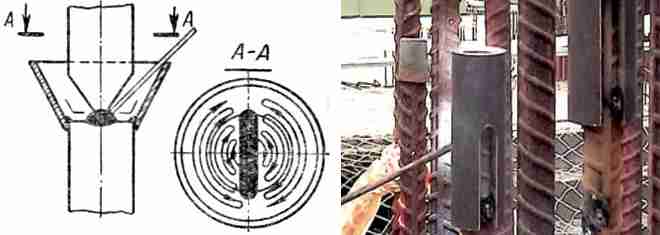
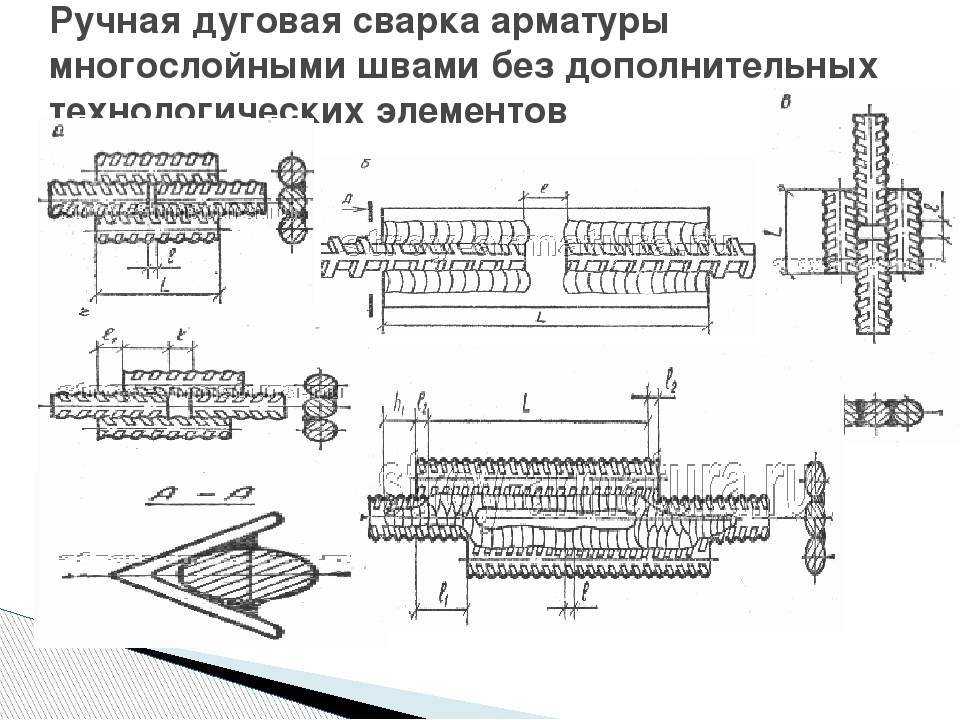

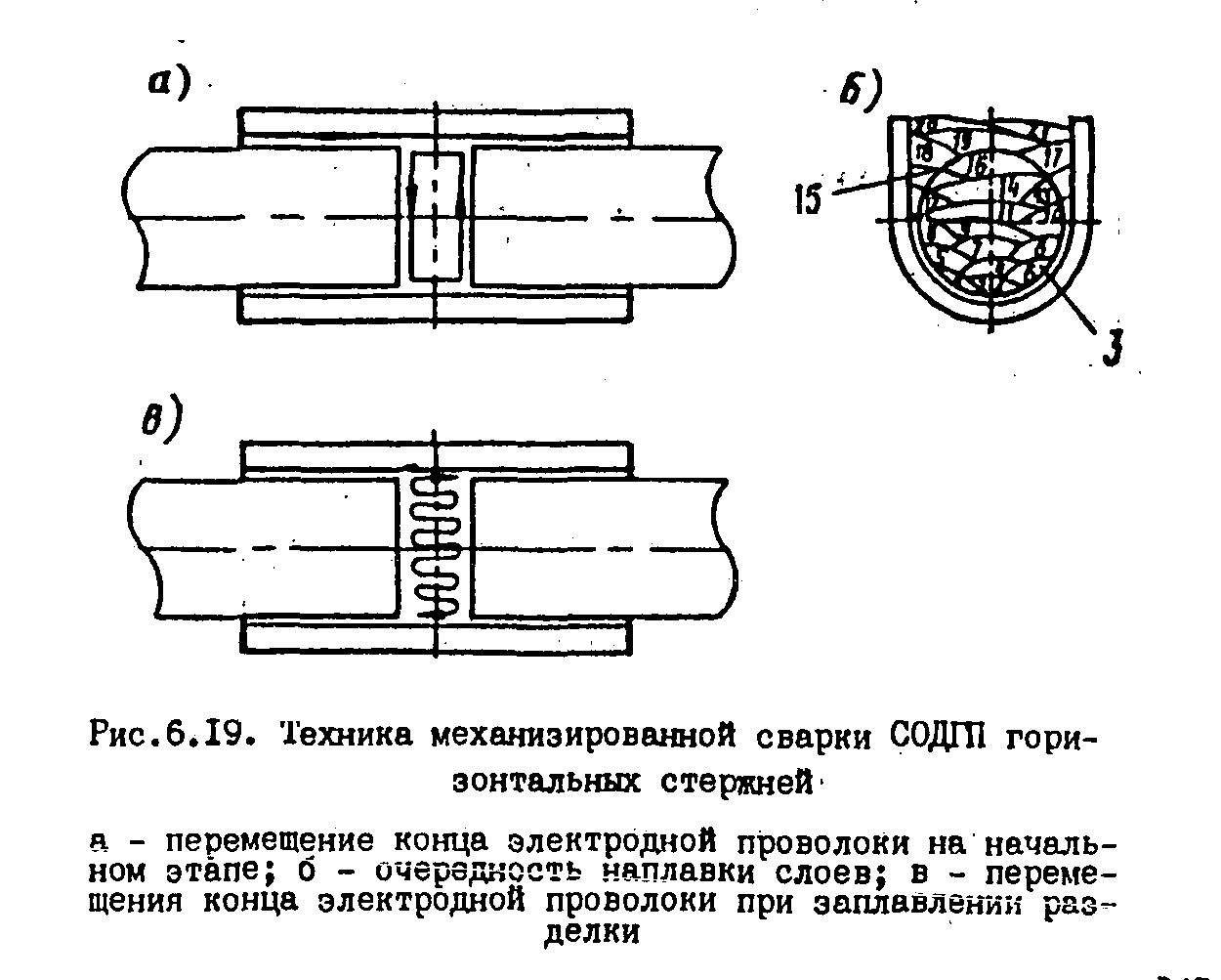
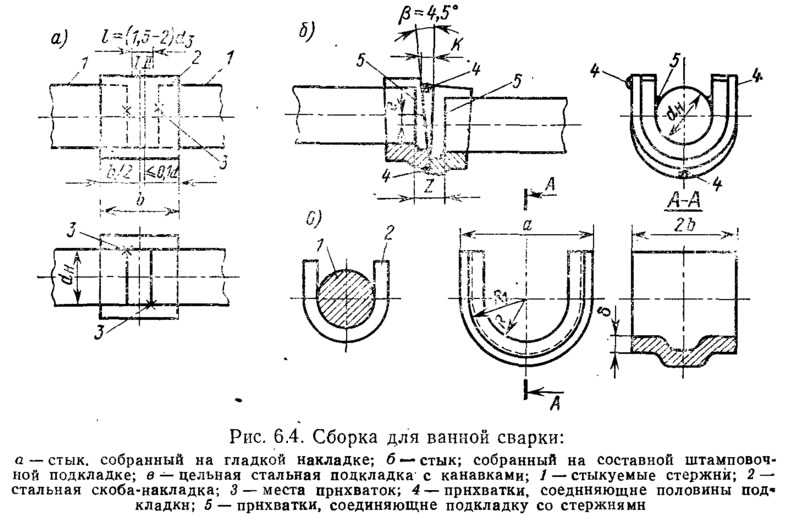
Вертикальные швы должны соединяться только с помощью использования штампованной детали из листовой формы, которая представлена на рисунке 1 б, где также имеется общая схема ванного способа сварки стыков арматуры. Штампованная форма присоединяется к нижнему стержню, после чего к нему прихватывается верхний. Дальше осуществляется заполнение ванночки для сварки арматуры наплавляемым металлом.
Обеспечить шлаку путь выхода можно, прожигая для этого в стенке формы отверстия, но после их снова нужно будет заварить. Для этого используют электрод. Соединение осуществляется при больших токах, например, используя электроды диаметром 0,5 см, ток может составлять примерно 430 А. При невысоких температурах процедуру можно выполнять только при токе, который будет превышать в среднем на 12% установленный показатель. В процессе необходимо оставлять зазор между торцами стержней в 2 раза больше, чем диаметр электрода. К тому же выполнять процедуру можно как одним, так и несколькими электродами. Специалисты рекомендуют использовать электроды марки УОНИ-13/55.
Применение ванного способа сварки позволить не только уменьшить расход электроэнергии и электродов, но и сократить стоимость работы.
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра. Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности
Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии
Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения
Формы для сварки ванным способом
Ванночки (скобы-накладки) для сварки арматуры используются для создания стержней, длина их больше длины стандартной выпускаемой арматуры. Инвентарные формы наиболее долговечны, если они изготовлены из меди. Разъемные формы для ванной сварки обычно изготавливают из любых марок меди с помощью литья, штамповки или из графита, а также механической обработкой. Формы запрещается изготавливать из сплавов латуни, бронзы и меди.
При очень стесненных рабочих условиях для сварки горизонтальных стыков используют неразъемные медные желобчатые подкладки. Оборачиваемость, то есть количество стыков, которые сварены в одной форме без проведения ее ремонта, в зависимости от самого способа изготовления достигает 100-150 стыков.
Приблизительно в 2-2,5 раза оборачиваемость графитовых форм меньше, чем медных. А также графитовые формы гигроскопичны и нуждаются в прокалке перед сваркой. Практически любая инвентарная форма при сварке первого стыка может быть испорчена при условии не соблюдения техники сварки.
Теперь вы знаете, когда принято использовать технологию ванной сварки стальных прутьев. Самый главный довод в пользу этой методики – экономия, так как уменьшается расход металла, который используется на производство накладок. К тому же стыки выглядят аккуратно и компактно. Осталось только просмотреть видео о ванной сварке арматуры и можно смело соединять прутья между собой.