

Составные части самодельного станка
Станок для производства вагонки можно изготовить самостоятельно, но надо учитывать, что он имеет сложную конструкцию. Браться за такую работу можно только в том случае, если имеется опыт и соответствующие знания.
Чертежи простого станка для домашней мастерской несложно найти на просторах интернета. Конструктивно же он состоит из нескольких основных устройств, собранных на общей раме.

Требования к конструкции станка для производства вагонки
- Стандартная высота рабочей поверхности стола – 800 мм. Хозяин мастерской может изменить этот размер в соответствии со своим ростом.
- Поверхность стола делают из полированного материала. Это обеспечит лёгкое и беспрепятственное перемещение деревянной заготовки. Обычно столешницу делают из стального или алюминиевого шлифованного листа. Иногда, для покрытия стола берутся использовать листы МДФ, но в этом случае столешница при интенсивной эксплуатации быстро изнашивается. Станок можно покрывать текстолитом.
- Силовое устройство состоит из электродвигателя, оснащённого лифтовым подъёмником. Часто устанавливают ручной фрезер, который уже снабжён лифтом. Головка оси фрезера должна быть приспособлена под смену фрез разного размера.
- В рабочей зоне нужно обязательно установить сопло для отсоса древесной пыли. Соответственно сопло присоединяют шлангом к пылесосу.
- Снизу стола фрезер крепят к монтажной пластине, установленной с нижней стороны столешницы. От толщины пластины во много зависит максимальный вынос фрезы над поверхностью рабочего стола.
- Прижимные устройства (параллельный, поперечный упор и толкатель) должны обезопасить руки оператора во время работы от случайного соприкосновения с режущей поверхностью фрезы.
Рекомендуем: Особенности и виды компрессорного оборудования
Станина
Остов станка являет собой массивную стальную конструкцию, которая обеспечивает устойчивость и надежность крепления всех узлов и агрегатов. Станина должна быть неподвижной, для этого ее центр тяжести располагают как можно ниже. Составные части остова соединяют между собой с помощью сварки.

Столешница
Лучшим материалом для стола самодельного станка является шлифованная стальная плита. В ней делаются технологические отверстия для выхода режущего инструмента, на ней устанавливаются упоры. Столешницу делают узкой и вытянутой в длину, ее задача – поддерживать заготовку во время обработки.

Для небольшого станка столешницу можно изготовить и из листовых материалов на основе дерева. Подойдут ламинированные плиты или толстая фанера. Лучше всего подобную конструкцию оббить металлом или оклеить прочным пластиком.
Двигатель
Все вращающиеся устройства приводятся в действие электродвигателем. Даже для небольшого станка его мощность должна превышать 2 кВт. Передача вращения осуществляется с помощью ремней. Для эффективной работы различных режущих устройств нужна разная скорость вращения, этого добиваются использованием шкивов разных диаметров.

Прижимной механизм
Задача данного механизма – точно ориентировать заготовку и удерживать ее во время обработки. Реализуется набором роликов, закрепленных на столешнице. Их делают съемными, что позволяет использовать станок для изготовления дощечек различной ширины.

Режущий инструмент
Дисковые пилы и фрезы формируют профиль изделия на выходе. Качество получаемой вагонки зависит прежде всего от качества этого узла. Меняя режущий инструмент и его параметры, можно настраивать станок для производства различной продукции.
Создавая самодельный станок, важно обеспечить безопасность его эксплуатации. Все вращающиеся части должны быть закрыты металлическими кожухами
Блок включения-отключения должен располагаться в непосредственной близости от оператора. Кнопка выключения должна быть красного цвета, легко нажиматься и ни в коем случае не быть утопленной в корпус выключателя.
Выбираем вагонку для обшивки

Вагонка
Вагонка из дерева может быть обычной или евро. Первая на своей поверхности имеет шероховатость и ворс, вторая идеально гладкая. На тыльной стороне евровагонки есть вентиляционные каналы, которые предупреждают скопление влаги (конденсата) и снимают напряжения в материале. Согласно ГОСТ 8242-88, влажность деревянных изделий допускается в пределах 12±3%, однако обычная вагонка может изготавливаться из древесины влажностью до 25%, что может привести к деформации в процессе эксплуатации бани. Исходя из этого, будем выбирать для обшивки бани подходящую деревянную евровагонку.
Маркировка и технические требования
Вагонку производят из древесины хвойных пород и лиственных. Лучшие варианты для парной – осина, липа, кедр, ель, ольха, дуб, сосна.
| Древесина | Цвет | Свойства | Фото |
|---|---|---|---|
| Осина | Белый, приобретает серебристый отлив. Едва заметны желтые годичные кольца. | Легкая, хорошо выдерживает высокую влажность и температуру. Со временем твердеет настолько, что в осиновую панель трудно забить даже гвоздь. Не выделяет смолы, не раскаляется. |

Вагонка из осины, Экстра |
| Липа | Светлая, коричневого, реже красноватого оттенков. Присутствует матовый блеск. | Волокна однородные, поверхность мало нагревается, в парной выделяет полезные для здоровья аромакомпоненты. При контакте с липовой древесиной во влажной среде железо окисляется и ржавеет, появляются потеки. |

Евровагонка из липы |
| Липа Кедр канадский или сибирский |
Коричневая с розовым оттенком. | Одна из самых дорогих и полезных для здоровья пород дерева. Не гниет, хорошо выдерживает механические нагрузки, не трескается. |

Вагонка из канадского красного кедра |
| Сосна | Бежевый, коричневый с красными оттенками. Темнеет со временем. Выраженный рисунок годичных колец и смоляных каналов. | Хорошие механические свойства, вязкость, коробление умеренное. Не вызывает трудности при обработке. Выделяет смолу при нагреве, поэтому не обходит для обшивки тех поверхностей в парной, с которыми возможен тактильный контакт. Не подходит для обшивки потолка парной либо требуется неоднократная протопка парилки с последующим удалением выступившей смолы (процедуру повторять, пока из вагонки не выйдет вся смола). Для бани сосновую вагонку лучше выбирать Экстра-класса. |

Сосна |
В следующей таблице представлены классы и их описание. Стоит знать, что древесина с большим количеством сучков быстрее нагревается, может обжечь. Маркировка одинакова для всех типов деревянной вагонки.
| Класс или сорт | Описание |
|---|---|
| Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
| А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см).Могут быть трещины : волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м.п. |
| В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м.п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м.п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
| С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |

Маркировка

Маркировка вагонки
Нормы пороков по ГОСТ указаны в таблице ниже.
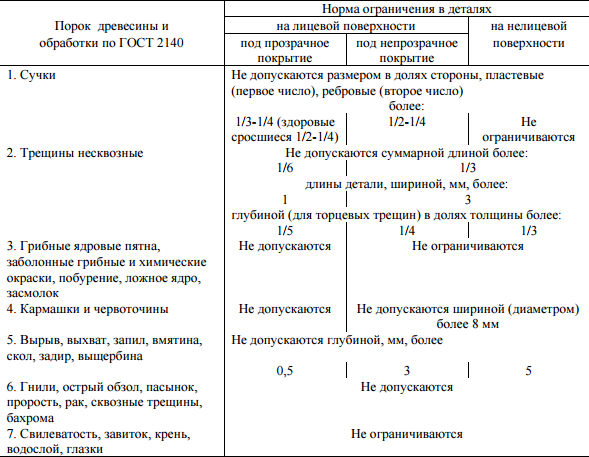
Нормы пороков по ГОСТ
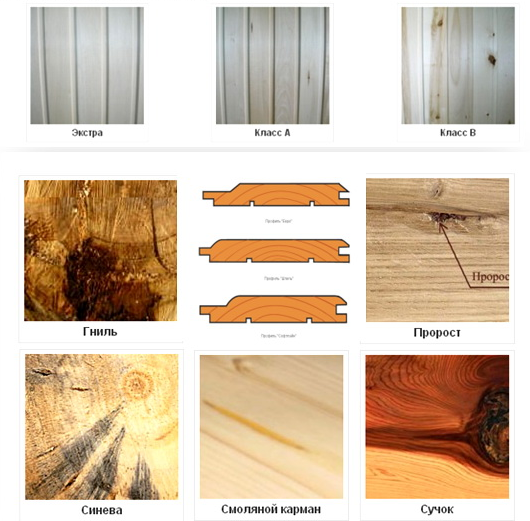
Дефекты вагонки
Остается только выбрать профиль вагонки, т.к. каждый имеет свои нюансы монтажа.
| Профиль | Описание | Схема |
|---|---|---|
| Стандарт | Похожа на классическую вагонку «в четверть доски». Имеет соединение шип-паз, причем шип короче паза для предотвращения деформации. |
Вагонка Стандарт |
| Штиль или Колхозница | От предыдущей отличается скругленным краями и наличием на обратной стороне каналов для предотвращения скопления конденсата. |
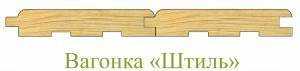
Штиль |
| Евро | Производится по стандарту DIN 68126. Имеет удлиненный шип. После монтажа вагонки поверхность стены ребристая. |
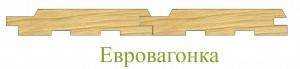
Евро |
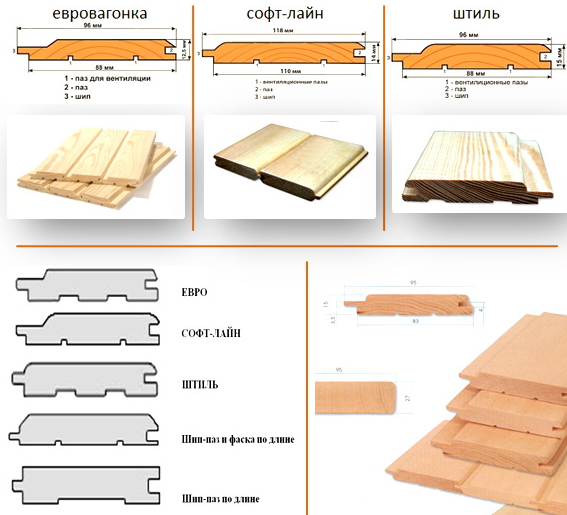
| Софт-лайн | Софт-лайн или мягкая линия – это симбиоз вагонки Евро и Штиль. Мягкие скругленные углы, удлиненный шип, рельефная фактура стены после сборки панелей. |

Софт-лайн |
| Блок-хаус | Применяется для отделки внешних стен и помещений. Стилизована под оцилиндрованное бревно. Есть соединение шип-паз, лицевая сторона обычно скругленная, а изнаночная ровная или с каналами для вентиляции. |
Блок-хаус |
Профили вагонки
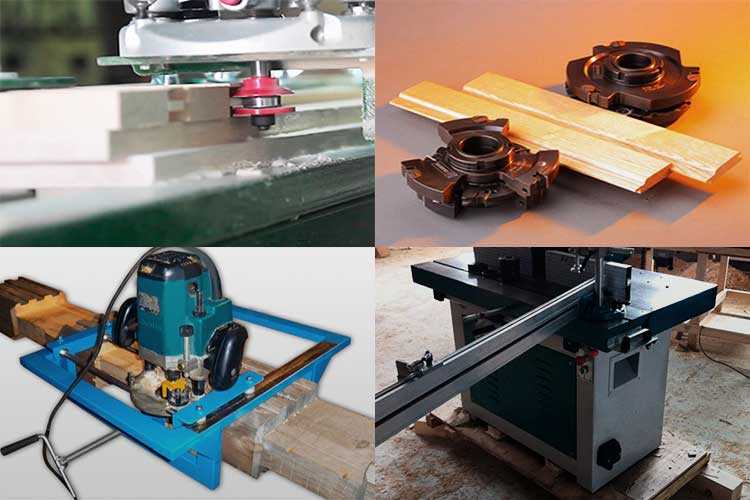
Необходимое оборудование
Для начала требуется выбрать и подготовить для работы большой и мощный станок. Практичным приобретением будет второй станок. Вследствие того, что даже самый мощный станок через какой-то промежуток времени начнет перегреваться, дать возможность ему передохнуть и остыть будет обязательным рабочим моментом. Необходимой характеристикой станка является мощность не ниже, чем один киловатт. От него требуется выполнение двух основных функций – это распил и фугование, то есть выравнивание деревянной поверхности.









Отдавая предпочтение какой-либо модели, заострите внимание на наличие люфта – зазора, в местах, где регулируются детали. Качественный деревообрабатывающий станок, например, американка, не превышает ширины в пятнадцать – двадцать сантиметров. Но также качественными должны быть линейки и система охлаждения
Но также качественными должны быть линейки и система охлаждения.
Алюминий имеет склонность оставлять на древесине черные отметки. Есть вероятность нанести полосы на готовое изделие лобзиковой пилой. В итоге дефекты неблагоприятно влияют на внешний вид материала после обработки, и готовую вагонку необходимо покрасить, когда можно было обойтись бесцветным лаком. Для работы пилы предназначен специализированный кожух, надевающийся на основание пилы для того, чтобы не запачкать древесину, когда как стол и линейка не имеет защитных приспособлений.
Изготовить вагонку из ольхи ручным способом можно, например, фрезером или на циркулярке. Фрезерный способ более качественный.

2 Станок для создания вагонки
Если для небольшого производства (с малыми объемами) необходимо оборудование, идеально подойдет четырехсторонний станок модели «Старт 160». Его основная функция – плоскостная и фасонная обработка пиломатериалов. Скорость подачи – 20 м/мин, ширина – 160 см.
2.1 Конструкция станка
Достичь фигурного профиля вагонки можно лишь с помощью специальных фрез. Для образования профиля вагонки можно использовать обычное фрезерное оборудование, но такой станок может обрабатывать лишь по одной грани за один проход. Поэтому шлифовку и обработку нужно будет проводить другими инструментами.

Трехсторонний фрезерный станок для производства вагонки
Этот вариант не подходит для большого производства, так как производительность будет небольшая.
Более удобно применять четырехсторонний станок для изготовления евровагонки. Он позволяет обрабатывать сырье одновременно с четырех сторон.
Технические особенности:
- Сложная конфигурация. Станки выполняют большое количество операций. Станину оснащают шпинделями (до восьми штук). Это нужно для изготовления стандартных размеров евровагонки и по индивидуальным заказам.
- Высокая скорость производства изделий. Это возможно благодаря мощным механизмам захвата и подачи заготовок из дерева.
- Основание под станок – стол высокой прочности. На столе располагается рабочий механизм станка, который имеет внушительный вес.
- Машина оснащена кожухами. Они защищают внутреннюю часть устройства от мусора и пыли.
- Минимальная погрешность в производстве. Точная подача деревянных брусьев.
2.2 Выбор станка для изготовления евровагонки
Для начала необходимо определиться с моделью машины и проверить качество оборудования.

Четырехсторонний станок по производству вагонки с малой степенью автоматизации
При покупке нужно учесть следующее:
- Производительность станка. Оптимальным вариантом для производства изделий является четырехсторонний станок со средней скоростью подачи заготовок.
- Масштабное производство предполагает использование оборудования с высокой скоростью подачи материала.
- Стоимость станка прямо пропорциональна стоимости фрез.
- Машина с высокой мощностью будет обеспечивать процесс изготовления с минимальной погрешностью.
- Основание станка должно быть прочным. Не допустимы вибрационные помехи во время производства.
2.3 Станок в домашних условиях своими руками
Для изготовления евровагонки необходимо устройство, которое будет обрабатывать заготовку с четырех сторон. Поэтому создание конструкции своими руками будет отличаться сложностью.
Основным параметром в характеристики станка является сечение готового материала.
Для начала нужно собрать каркас своими руками (стол и рама)
В домашних условиях важно качественно сварить все детали. Для изготовления станка используют листовое прочное железо, так как рабочая поверхность должна быть узкой, длинной и устойчивой
В центре листа нужно сделать отверстие. В процессе сборки туда устанавливаются валики. Электромотор контролирует их движения. Размер листа позволяет создавать вагонку с большим сечением и лучшими эксплуатационными свойствами.

Самодельный станок для изготовления вагонки
Самодельный аппарат должен быть как можно тяжелее. Чем больше вес, тем меньше вибрация. Вибрация устройства может сильно повлиять на качество вагонки.
Далее, необходимо сделать ножевой вал своими руками. Основную режущую деталь лучше приобрести фабричного выпуска. Сделать ее самостоятельно практически невозможно. Для крепления ножей и валов лучше применять прочные болтовые крепления и туго их затягивать.
Большая мощность не позволит добиться аккуратной обработки, меньшая – не разрежет древесину. В качестве бюджетного варианта можно взять старый двигатель из другого устройства. В последнюю очередь занимаются установкой прижимных роликов. С их помощью материал фиксируется на рабочем столе. Ролики можно приобрести в специализированном магазине или использовать старые.
Самостоятельно собрать станок возможно при наличии опыта работы с фабричным оборудованием. Новичку заниматься сборкой небезопасно. Во время эксплуатации режущего оборудования важен правильный уход и исправность инструментов. Нужно вовремя производить заточку и проверять наличие сколов.
Этапы изготовления вагонки
Теперь переходим непосредственно к самому производству. Стоит сразу отметить, что процесс изготовления вагонки своими руками – это довольно кропотливая работа. Чтобы все получилось правильно и впоследствии радовала вас (или ваших заказчиков) необходимо запастись терпением. В противном случае готовые изделия получатся разной толщины и ширины, а значит, внешний вид отделанной вагонкой поверхности будет испорчен.
Сам процесс изготовления вагонки своими руками будет складываться из следующих этапов:
- первым делом распиливаем доски на отрезки нужной длины;
- далее, заготовки нужно распилить вдоль, чтобы получились дощечки требуемой ширины;
- следующим этапом будет фугование;
- в заключение делаем пазы.

Первый этап не представляет большой сложности. Достаточно разбить доску по длине на нужные отрезки и распилить ее поперек при помощи циркулярной пилы. Самым важным является второй этап производства
При распиле доски вдоль, важно чтобы все заготовки получились одинаковой ширины. В противном случае отделанная вагонкой поверхность будет выглядеть некрасиво
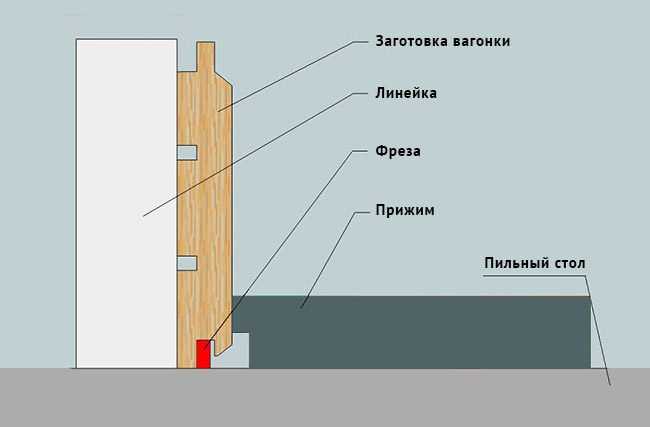
Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края. Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее.
Рекомендуем: Зачем нужна вибротрамбовка?
Следующие действия потребуют от вас внимательности. Необходимо переставить пилу по линейке, чтобы второй отпил, точно отмерил нужную нам ширину. После настройки станка приступаем к отпиливанию второй стороны будущей вагонки.
Далее, приступаем к фугованию. Этот процесс позволит придать заготовке ровную поверхность, а также сделает все изделия одинаковой толщины. Чтобы именно так и получилось, запомните, сколько раз вы пропустили каждую сторону через фуговальное приспособление. Затем все остальные заготовки обрабатываете такое же количество раз.










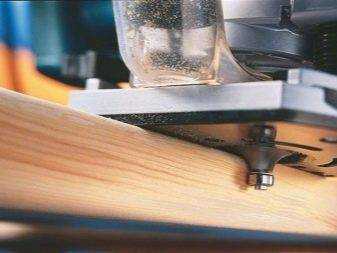
Для проделывания пазов используем специальные фрезы для вагонки. Это приспособление устанавливается на станок вместо циркулярной пилы. При помощи фрезы проделываются пазы с обоих торцов вагонки. При этом следите, чтобы их размеры были одинаковыми.
Фрезерование пазов вагонки
Для такой работы желательно иметь универсальный деревообрабатывающий станок. Такое устройство снабжено всеми необходимыми приспособлениями для обработки деревянных заготовок. Как правило, такой станок оснащается фуговальным устройством и циркулярной пилой. При этом он имеет удобную для обработки древесины рабочую поверхность. С таким станком сделать вагонку своими руками будет несложно.
https://youtube.com/watch?v=aHFd7zUFQD0
Как проводить монтаж
Весь процесс мы разобьем на 3 части:
- Подготовительные работы.
- Сооружение каркаса.
- Крепление вагонки к стене или потолку.
Помните, что важно не только соблюдение технологии, но и использование качественных материалов и инструмента. Гвозди также имеют отличия. Гвозди также имеют отличия

 Гвозди также имеют отличия
Гвозди также имеют отличия
Этап 1 – подготовка
Для начала вам стоит запастись всем необходимым, перечень указан в таблице.
| Материал | Рекомендации по выбору |
| Вагонка | Используйте материал с влажностью не более 14%, иначе после крепления вы рискуете обнаружить деформированные элементы |
| Брусок | Из него будет создаваться каркас, чаще всего используется вариант сечением 30х30 или 40х20 мм. Материал также должен быть сухим |
| Гвозди | Разберемся, какими гвоздями прибивать вагонку. Для работы будет использоваться финишный вариант с уменьшенной шляпкой, длина должна быть не менее 30 мм, если отделочный материал толстый, то и все 40 мм. Отлично подходят оцинкованные гвозди, они и коррозии противостоят хорошо, а цена ниже, чем у других вариантов |

 Финишные гвозди – лучшее решение при креплении вагонки
Финишные гвозди – лучшее решение при креплении вагонки
Технология прибивания вагонки своими руками предполагает наличие определенного набора инструмента:
Для крепления будет использоваться обычный молоток. Использовать нужно небольшие варианты весом от 300 до 500 граммов;

 Молоток есть почти в каждом доме
Молоток есть почти в каждом доме
Чтобы не повреждать вагонку молотком, необходимо использовать специальное приспособление – добойник. С его помощью можно забивать гвозди, не ударяя по дереву;

 Самодельный добойник делается за несколько минут
Самодельный добойник делается за несколько минут
- Резка материала производится с помощью ножовки с мелким размером зуба;
- Крепление каркаса может производиться двумя способами. Для бетонных и кирпичных стен необходим перфоратор и дюбеля. Для деревянных поверхностей – саморезы и шуруповерт.
Этап 2 – сооружение каркаса
Прежде чем прибивать вагонку, необходимо соорудить прочное основание:
Для начала вам нужно проверить основание уровнем, чтобы выяснить, насколько кривые у вас стены. Далее производится разметка линий расположения брусков. Помните простое правило – если вагонка будет крепиться вертикально, то каркас располагается горизонтально и наоборот;
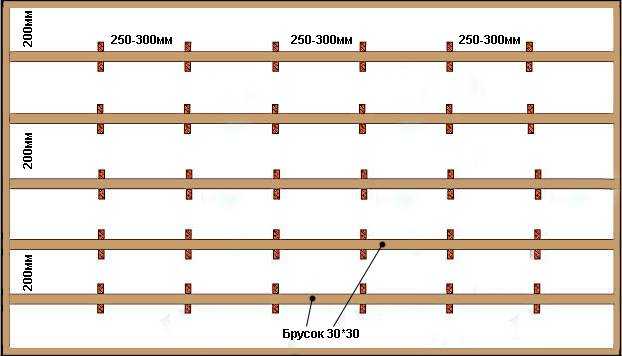
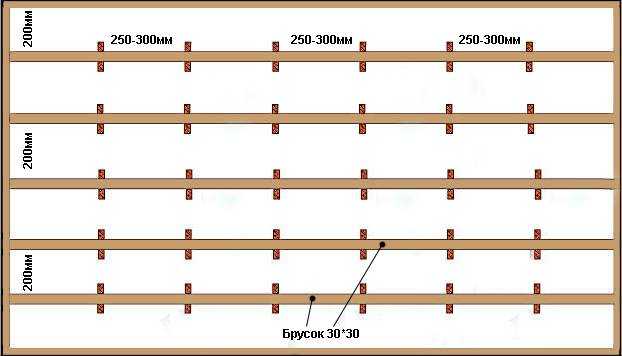 Проще всего заранее набросать схему конструкции, чтобы четко представлять, как она должна выглядеть
Проще всего заранее набросать схему конструкции, чтобы четко представлять, как она должна выглядеть
По линиям крепится брусок, если стены ровные, то можно фиксировать его прямо к стене, а если есть неровности, то лучше закрепить подвесы через каждые 50 см. Затем подвесы загибаются, ставится брусок, выравнивается по уровню и фиксируется в нужном положении. См. также статью отделка кухни вагонкой.

 С помощью подвесов выставить каркас ровно не составит труда
С помощью подвесов выставить каркас ровно не составит труда
Этап 3 – крепление отделки
Мы пришли к главному этапу и рассмотрим, как правильно прибить вагонку. Инструкция состоит из следующих действий:
Для начала разберемся, как прибивать вагонку гвоздями вертикально. Первый элемент ставится шипом в угол и закрепляется гвоздями через паз, они располагаются под углом 45 градусов, чтобы не мешать стыковке следующего элемента.

 Загоняем гвоздь несильными ударами молотка
Загоняем гвоздь несильными ударами молотка
Работа продолжается просто: шип следующего элемента вставляется в паз предыдущего, после чего через деревянный брусок элемент можно подбить поплотнее и закрепить.

 Следующая планка прибивается аналогично
Следующая планка прибивается аналогично
Теперь рассмотрим, как прибивать гвоздями вагонку при горизонтальном расположении. Тут самое главное – правильное расположение, паз всегда должен смотреть вниз, а шип вверх, тогда в выемках не будет скапливаться влага. Работа ведется сверху-вниз, так как нужно забивать гвозди в паз.

 Горизонтальная отделка смотрится отлично
Горизонтальная отделка смотрится отлично
Если мы прибиваем вагонку через верх, то работа будет немного отличаться. В панели заранее забиваются гвозди так, чтобы они не выглядывали с обратной стороны. После этого элемент ставится на место, подбивается через кусок вагонки, и только после этого гвоздики через добойник забиваются вровень с поверхностью отделки.

 Гвозди добиваются после уплотнения стыков
Гвозди добиваются после уплотнения стыков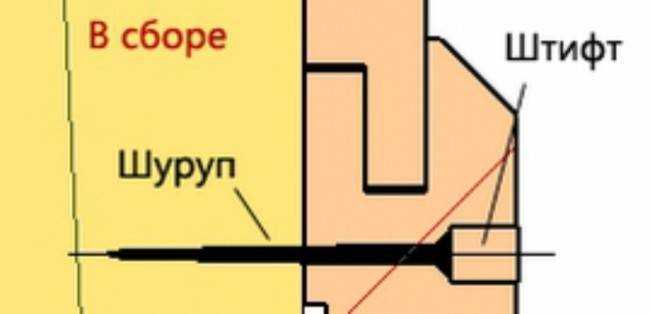
 Этот вариант тоже можно использовать
Этот вариант тоже можно использовать
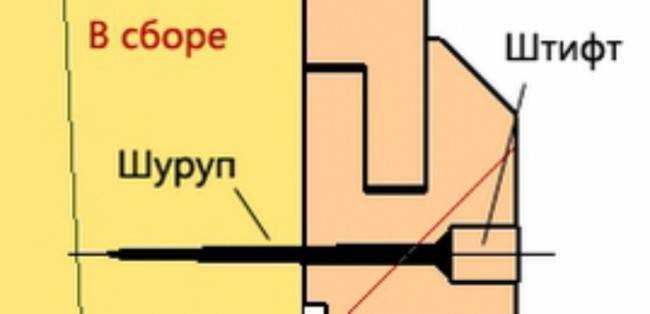
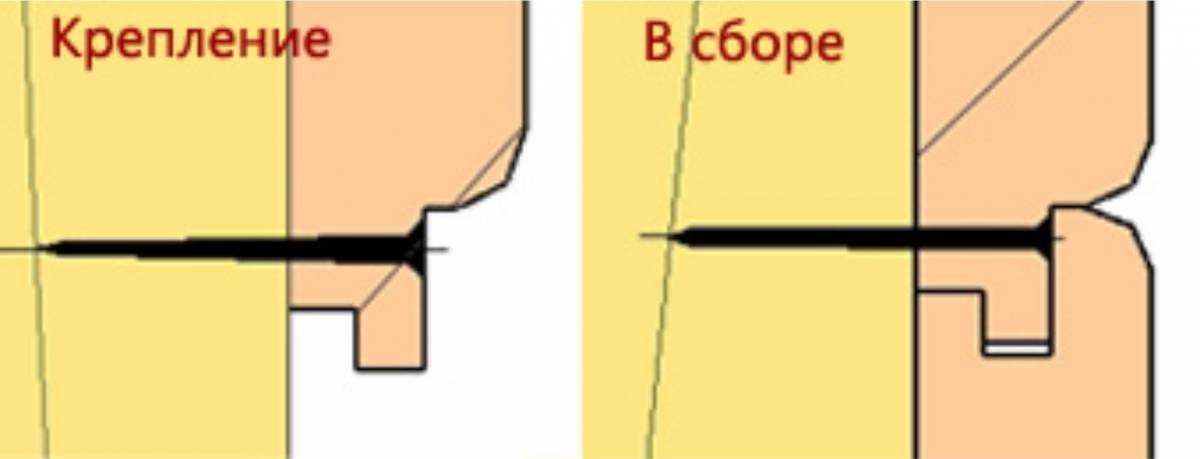
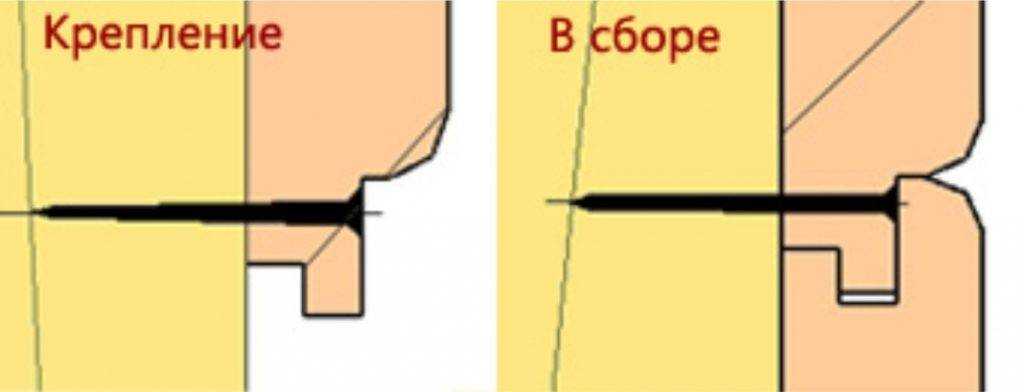
Надеюсь, вы разобрались, чем прибить вагонку и как это сделать правильно. Чтобы было еще понятнее, ниже показана схема, на которой показано правильное положение гвоздя, когда он и держит надежно, и стыковке следующего элемента не мешает.

 Вот так выглядит технология крепления
Вот так выглядит технология крепления
И еще один вариант, как прибивать евровагонку. В ней, как известно, очень широкий шип, поэтому можно фиксировать элементы прямо через него. Место крепления закрывается следующей панелью, и все выглядит отлично.
 Евровагонку можно крепить и так
Евровагонку можно крепить и так
Выбираем станок для изготовления вагонки
Как видите, операций и разных инструментов требуется немало:
- пильный диск для формования ровных краев;
- рейсмус для калибровки;
- фрезерование для формования пазов и гребней.
Если все это оборудование собрать воедино и настроить и получится станок для изготовления вагонки. Он, собственно есть. Это четырехсторонний станок. На этом оборудовании можно делать вагонку (и не только) разного сечения.
Четырехсторонний станок
Называется так из-за наличия не менее четырех шпинделей, которые позволяют за один проход обрабатывать сразу все четыре стороны заготовки. Количество шпинделей — от 4 до 7.
Это четырехсторонний станок с малой степенью автоматизации. Производят такое и подобное оборудование в России в странах СНГ
При наличии четырех шпинделей изготавливать можно любые доски, паркет, брус, вагонку. При наличии пятого добавляется еще возможность дополнительной обработки лицевой или тыльной стороны с формованием рельефа. На таком оборудовании можно сделать евровагонку, изготавливать сложной формы мебельные заготовки.
При отборе доски нужно учесть, что толщина снимаемого слоя составляет 4-8 мм. Это означает, что подавать в станок нужно откалиброванные заготовки. При этом их размеры должны соответствовать с точностью 4-8 мм габаритам вагонки.









Удобное это оборудование? Очень. Если качество станка хорошее, все что нужно — обеспечить равномерную подачу заготовок. Остается только правильно настроить фрезы, чтобы получить соответствующее изделие. И вагонку в том числе. Перенастройка происходит чаще всего с пульта управления. Выставив фрезы, получаем любой требуемый профиль.
Это четырехсторонний станок с полной автоматизацией
Из-за высокой цены приобретение четырехстороннего станка для строительства одного дома или бани — затея неразумная. Стоит он от 600 тыс. рублей. Самые дешевые модели — с четырьмя, самые дорогие — с семью шпинделями. Еще цена очень сильно зависит от производителя. Как обычно, самые дешевые родом из Китая или Кореи, примерно в том же диапазоне есть оборудование Российского производства, а самые дорогие — европейские.
Если изготовлением вагонки или другого погонажа вы собираетесь зарабатывать на жизнь, то четырехсторонний станок, оправданное вложение средств. Если вагонку своими руками собираетесь делать только для отделки дома или бани, рассмотрите другие варианты.
Универсальный деревообрабатывающий станок
Это оборудование не зря называется универсальным или комбинированным. При помощи перенастройки и смены инструмента выполнять на нем можно все необходимые операции: обрезать доски по заданному размеру, поставив фрезы сформовать шип и паз. При желании, можно снять и фаску.
Многофункциональные станки пригодятся тем, кто любит мастерить или собирается обработкой древесины зарабатывать, а средств на приобретение четырехстороннего станка пока нет
Только вот в чем дело: так как для каждой новой операции требуется переналадка оборудования, проделывают одну операцию с большим количеством заготовок. Например, сначала обрезают один край у всех заготовок. Затем устанавливают брусок по требуемой ширине вагонки и обрезают второй край. И тоже на всех заготовках. После — снова перенастраивают для следующего параметра.
Так уходит меньше времени
Но монотонность труда при такой работе действует усыпляюще, так что нужно быть внимательными и работать осторожно
Более скромный универсальный станок по дереву. На нем тоже можно делать вагонку своими руками
Немного о ценах на комбинированные станки: чем больше операций он может делать, тем выше цена. Например, станки, которые могут делать пять операций — пиление, фрезерование, строгание, вырезка пазов и сверление — стоят от 25-35 тыс. рублей. Этих операций более чем достаточно для изготовления вагонки своими руками. Есть, наверное, более дешевые варианты, но качество их очень сомнительно. Поищите в таком случае как можно больше отзывов, чтобы составить представление об оборудовании.
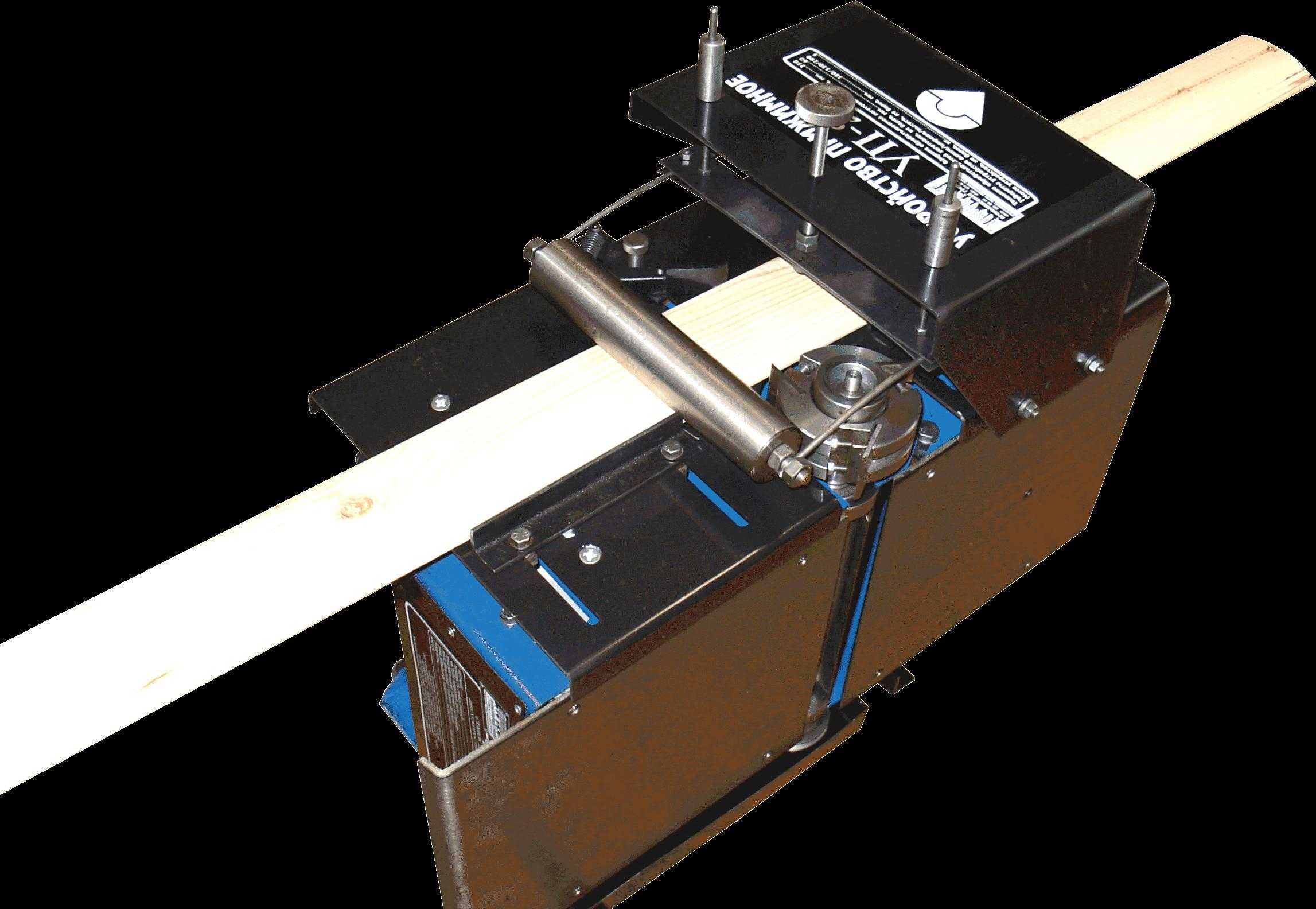
Вагонка с использованием фрезера
Изготовить вагонку своими руками можно имея только фрезер
Важно, чтобы доски у вас были откалиброванными. Их или можно купить, или обработать на соответствующем оборудовании. Далее остается фрезами выбрать шип и паз, при желании снять кромку
Далее остается фрезами выбрать шип и паз, при желании снять кромку.
Еще одна комбинация оборудования, с помощью которого можно изготовить вагонку своими руками: это циркулярная пила с возможностью установки фрез и рейсмус — для калибровки заготовок. Тоже все операции можно будет сделать перенастроив станок.