
Применение стальных уголков
За счет значительных сроков эксплуатации изделий из металла и универсальных характеристик, область применения металлического уголка необычайно обширна. Его используют в частном порядке в быту, строительстве и в профессиональных промышленных масштабах при производстве крупногабаритных металлоконструкций.

Основные направления применения стальных уголков:
- Изготовление металлоконструкций с целью крепления к ним кабелей, труб, техники или аппаратуры;
- Машиностроение, автомобилестроение, кораблестроение;
- Сооружение каркасных объектов и несущих конструкций;
- Усиление элементов перекрытий и стен при строительстве;
- Изготовление и усиление дверных и оконных проемов в кирпичной кладке;
- Изготовление лестниц (внутренних и наружных), перил и опор для крыльца;
- В быту для кладки кирпичных печей;
- На складах и производствах для изготовления каркасов витрин, тележек, производственного оборудования;
- При монтаже прокладки трубопровода;
- Архитектурные работы и работы по декорированию, изготовление мебели.
На что обратить внимание при выборе — основные характеристики
Самый важный параметр стального уголка — это показатель точности изделия. Её узнают по букве, указанной в маркировке изделия. Уголки самой высокой степени точности маркируются буквой А. Уголки обычной точности помечаются буквой В.
Не менее существенным показателем является способ изготовления металла — прокатка под давлением, которая бывает холодной и горячей. Разница между холодным и горячим катанием обусловлена применяемым при производстве температурным режимом. Использование повышенных температур горячей прокатки (60% и более от температуры плавления) снижает прочность стали. Холодная прокатка осуществляется при комнатной температуре, но в качестве заготовки используется горячекатаный лист. Применение стального уголка холодного или горячего катания зависит от функционального назначения изделия. За счет более высокой себестоимости уголки из стали холодной прокатки не так популярны и используется преимущественно в отделочных работах.

Третья характеристика, требующая внимания — размер полок. Изделия, у которых полки имеют одинаковые размеры, называются равнополочные. Изделия, размеры полок у которых разные (одна сторона длиннее другой) называются неравнополочные. Преимущество стального уголка равнополочного заключается в более высокой степени прочности.
Четвертый показатель характеристики металлического уголка основывается на виде стали, из которого изготавливается изделие. Виды и марки стали регламентированы ГОСТ. Чаще используется обычная углеродистая сталь, но при изготовлении ответственных промышленных конструкций, например, в машиностроении, используется уголок из низколегированной стали. Особенности низколегированной стали обусловлены повышенной степенью прочности и широким диапазоном температур, при которых будет эксплуатироваться изделие.
Основные преимущества металлических уголков
- Универсальность.
- Надежность, стойкость и прочность.
- Высокая степень сопротивляемости к воздействию неблагоприятных погодных условий и коррозии.
- Сравнительно небольшой вес, что облегчает работы по монтажу.
- Длительный срок использования.
В нашей компании можно заказать металлический уголок в розницу или оптом, по выгодной цене за метр или тонну. Если вас интересует данная продукция, отправьте запрос через форму ниже, либо позвоните нам!
- Быстрый расчёт стоимости за метр и тонну
- Оплата по факту получения заказа
- Более 45,000 наименований на складе
- Оптимальные цены на весь ассортимент
- Быстрая доставка в любое время суток!
Свойства и химический состав низколегированных сталей
 : 15ГС, 14Г2, 14ХГС
: 15ГС, 14Г2, 14ХГС
Высокие прочностные характеристики обеспечиваются применением других легированных добавок, таких как кремний, никель, хром и другие. Низколегированная сталь хорошо подается сварке, не хрупкая, имеют высокую сопротивляемость ударам. Но такие сплавы плохо выдерживают концентрацию и долгие напряжения, разрушение происходит от долгого действия вибраций.
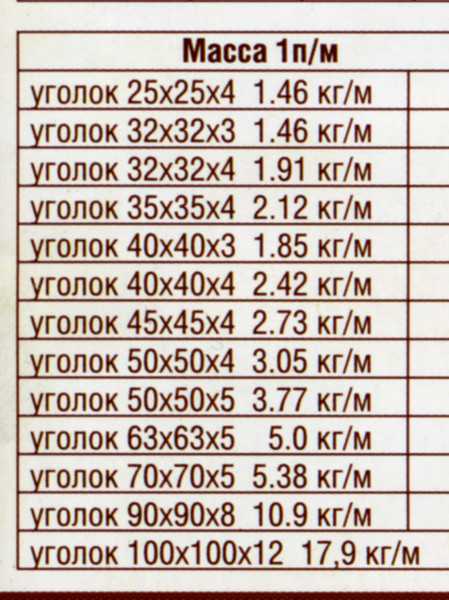
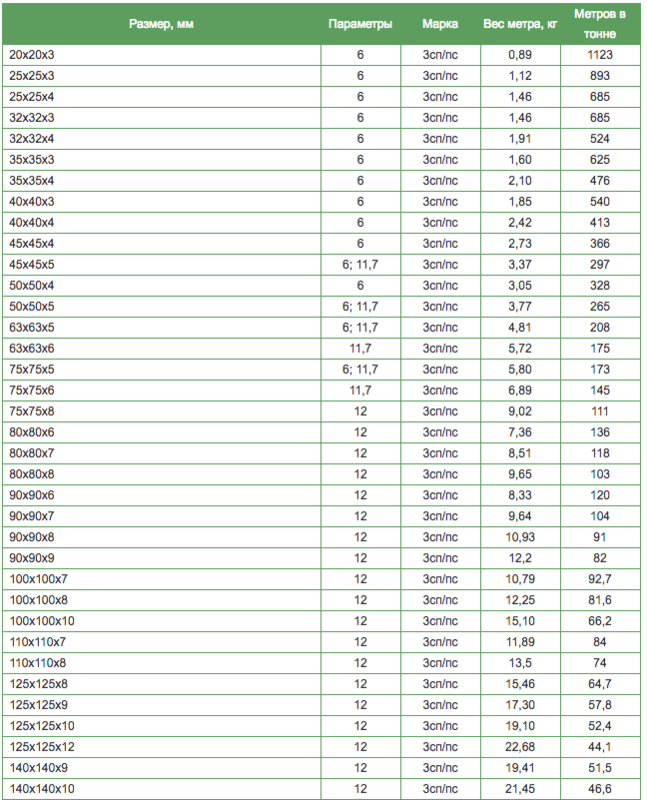
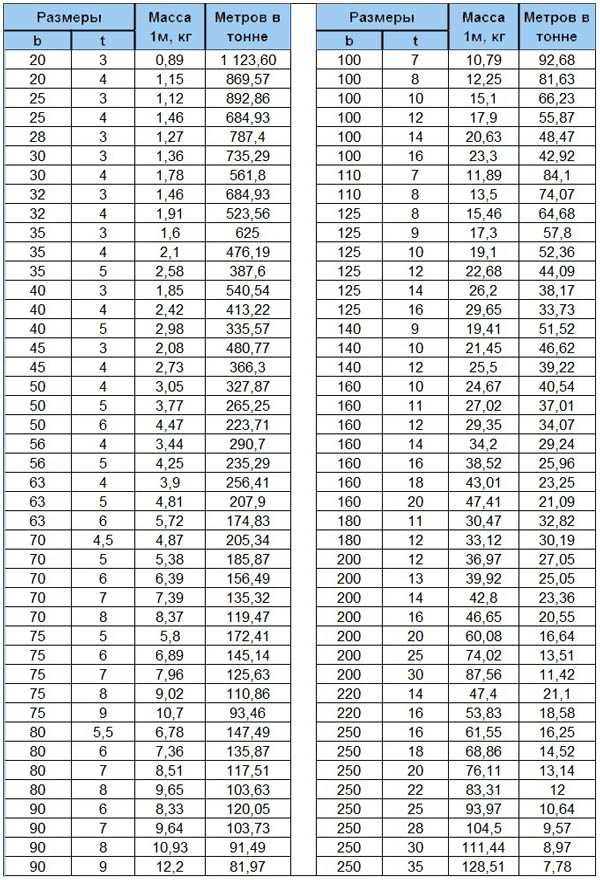
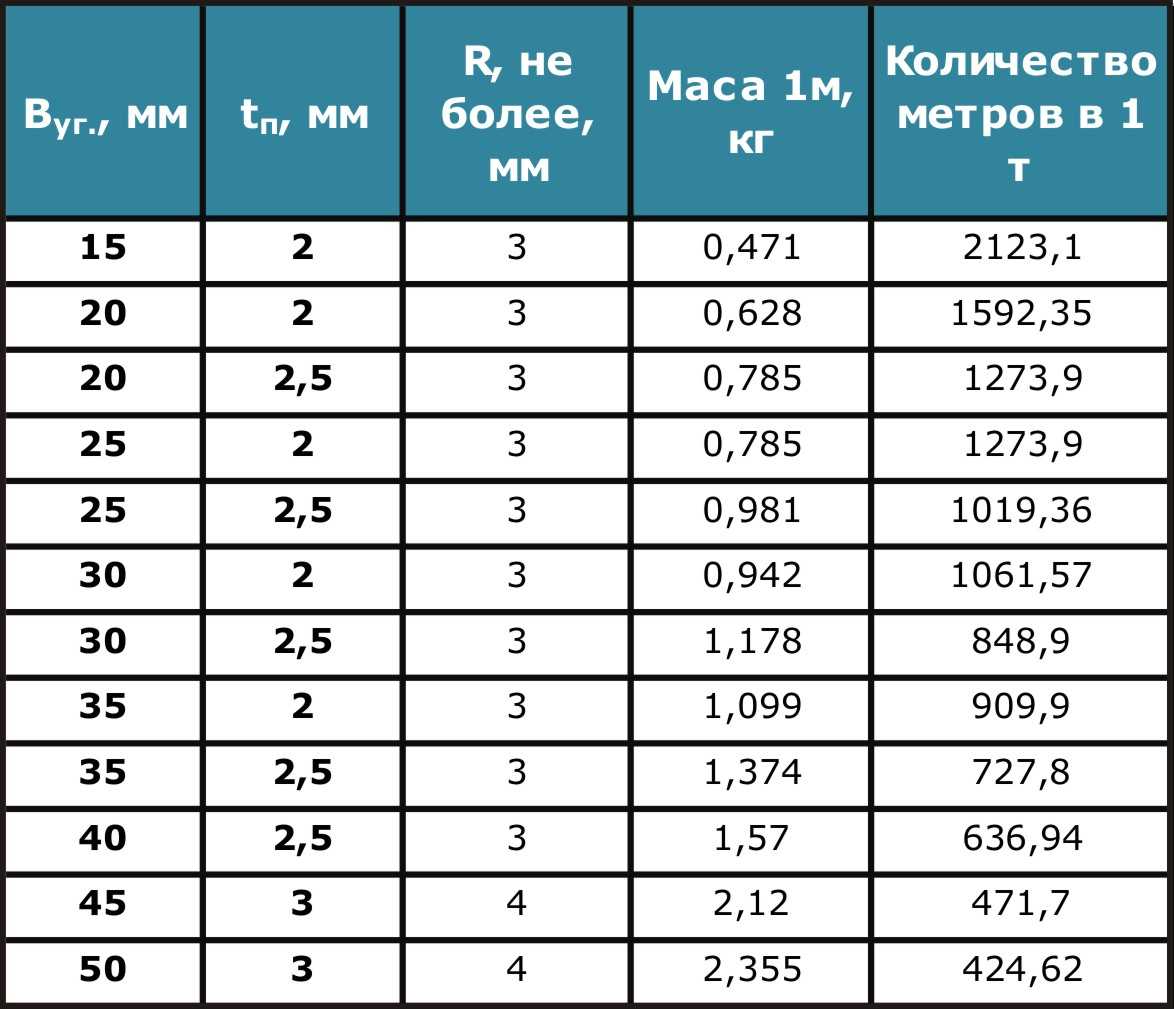
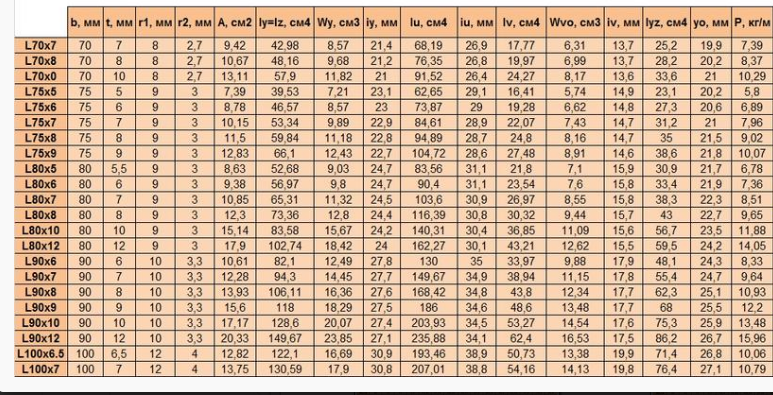
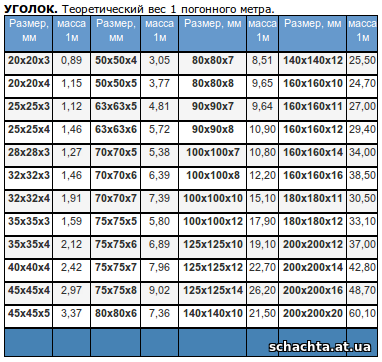
Значение веса погонного метра уголка
Эта характеристика является очень важной для расчета массы конструкций. Величина позволяет перевести метраж нужного количества равнополочного горячекатаного уголка в весовую категорию. Такие данные позволяют выбрать правильный способ отгрузки, рассчитать требуемую производительность транспорта, произвести расчетные сопоставления для выбора конструкций фундаментов и оснований
Такие данные позволяют выбрать правильный способ отгрузки, рассчитать требуемую производительность транспорта, произвести расчетные сопоставления для выбора конструкций фундаментов и оснований.
Чтобы определиться с весом требуемой партии уголка по сортаменту выясняют вес одного погонного метра проката, при этом принимают во внимание ширину полочки и толщину металлической стенки. Теоретическое значение веса умножают на количество метров уголка и получают расчетный вес. Фактический вес расчетной партии немного отличается от полученного значения, что характерно из-за отличия плотности применяемой в конкретном случае марки сплава и класса точности при изготовлении уголка
Для удобства в конце таблицы показано число погонных метров уголка, содержащегося в одной тонне проката
Фактический вес расчетной партии немного отличается от полученного значения, что характерно из-за отличия плотности применяемой в конкретном случае марки сплава и класса точности при изготовлении уголка. Для удобства в конце таблицы показано число погонных метров уголка, содержащегося в одной тонне проката.
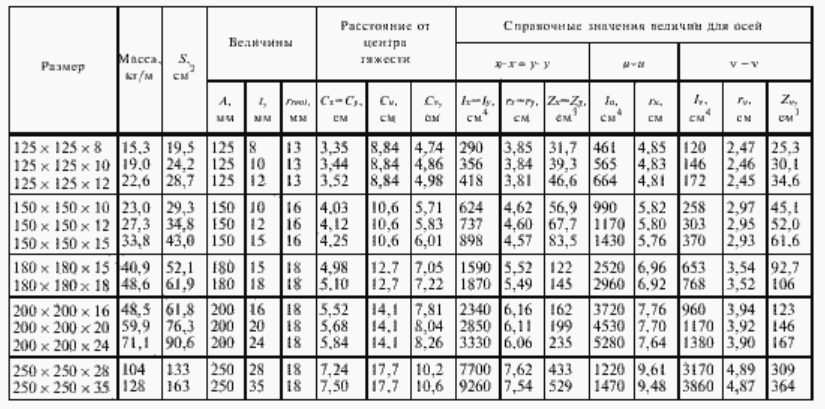
В сортамент заносятся справочные сведения о радиусах закругления, расстояний от края полочки до расчетного центра тяжести, площади сечения уголка на разрезе, указывается значение радиуса инерции и момента центробежной инерции. Все эти параметры используются в различных расчетах, например, при определении полученной прочности конструкции из уголка. Часть справочных показателей нужна для настройки валиков прокатного стана при изготовлении.
Применение горячекатаного уголка определяется техническими характеристиками стали, которая применялась для изготовления сортового проката. Различные виды конструкций требуют определенного вида показателей, что позволяет применять уголки без завышения прочностных показателей, при этом не затрачивая лишних средств. Благодаря такому разнообразию, равнополочный уголок используется при устройстве любых каркасных и других металлических конструкций и для армирования монолитных сооружений.
Недостатком стальных уголков является низкое противостояние коррозии во влажных условиях, поэтому в ответственных сооружениях металлические уголки заменяют изделиями из оцинковки, нержавейки или алюминия.
Листовой металлопрокат: ассортимент и применение
Листовой металлопрокат подразумевает стальные листы, применяемые в самых разных отраслях промышленности. Они бывают нескольких видов:
- гладкие;
- рифленые (гофрированные);
- просечно-вытяжные.
Гладкие листы из стали могут применяться в машиностроении, для изготовления деталей машин и механизмов, в производстве бытовой техники, мебельной отрасли, а также в быту. Основное предназначение рифленых листов – это изготовление профнастила и его последующее использование в строительной отрасли, а главная сфера применения просечно-вытяжных листов – это изготовление напольных покрытий.
9 Сортаменты типоразмеров всех прессованных уголковых профилей
Как отмечалось ранее, номера профилей, их размеры и площадь сечения, а также массу 1 погонного метра и диаметр описанной вокруг поперечного сечения окружности следует смотреть в зависимости от вида изделия в соответствующем ГОСТе сортамента (13737, 13738, 13617, 13618 или Р 50077). В приложениях этих стандартов указано соответствие номеров уголковых профилей ранее использовавшимся обозначениям. Всю остальную информацию обо всей этой продукции следует смотреть в стандартах 8617, 19657 и Р 56855.
Прямоугольные равнополочные профили уголкового сечения ГОСТ 13737 производятся в соответствии с Рис. 5, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина полок, мм;
- S – обозначение толщины одной из полок, мм;
- S1 – обозначение толщины второй полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромках полок с внутренней стороны профиля, мм.
Рисунок 5
Согласно стандарта 13737 эти профили производят с номерами от 410001 до 410231 (то есть всего более 200 типоразмеров) и с размерами в мм от H = 10, S = 1, S1 = 1, R = 1 и R1 = 0,5 до H = 200, S = 43, S1 = 43, R = 20 и R1 = 8. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Прямоугольные неравнополочные профили уголкового сечения ГОСТ 13738 производятся в соответствии с Рис. 6, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины более широкой полки, мм;
- S1 – обозначение толщины менее широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полки с внутренней стороны профиля, мм.
Рисунок 6
Согласно стандарта 13738 эти профили производят с номерами от 410502 до 412017 (то есть всего более 900 типоразмеров) и с размерами в мм от H = 9,5, B = 9, S = 3, S1 = 3, R = 0,5, R1 = 0,5 и R2 = 0,5 до H = 265, B = 130, S = 66, S1 = 113, R = 15, R1 = 10 и R2 = 10. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Бульбообразные профили уголкового сечения ГОСТ 13617 производятся в соответствии с Рис. 7, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S и S1 – одинаковая толщина обоих полок, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления между более широкой полкой и бульбообразным утолщением на ее конце с внутренней стороны профиля, мм;
- d – диаметр бульбообразного утолщения, мм.
Рисунок 7
Согласно стандарта 13617 эти профили производят с номерами от 710002 до 710049 (всего 32 типоразмера) и с размерами в мм от H = 13, B = 12, S и S1 = 1, R = 1,5, R1 = 0,5, R2 = 1 и d = 3 до H = 90, B = 40, S и S1 = 6, R = 6, R1 = 3, R2 = 15 и d = 16. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового фитингового сечения ГОСТ 13618 производятся в соответствии с Рис. 8, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины менее широкой полки, мм;
- S1 – толщина профиля между внутренним закруглением и внешней поверхностью более широкой полки, мм;
- S2 – толщина более широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полкой с внутренней стороны профиля, мм;
- R3 – радиус закругления между полками с внешней стороны профиля, мм;
- R4 – радиус закругления на кромке менее широкой полки с внешней стороны профиля, мм;
- R5 – радиус закругления на кромке более широкой полкой с внешней стороны профиля, мм.
Рисунок 8
Согласно стандарта 13618 эти профили производят с номерами от 511256 до 511343 (всего 83 типоразмера) и с размерами в мм от H = 25,4, B = 19,1, S и S1 = 2,4, S2 = 1, R = 1,6, R1 = 1, R2 = 1, R3 = 0,5, R4 = 1 и R5 = 1,5 до H = 166, B = 125, S = 35, S1 = 23,9, S2 = 15, R = 15, R1 = 5, R2 = 3, R3 = 10, R4 = 6 и R5 = 3. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового сечения ГОСТ Р 50077 производятся 4-х видов и в соответствии с Рис. 9–12.
Рисунок 9
Рисунок 10
Рисунок 11
Рисунок 12
Что такое металлопрокат?

Прежде чем мы будем говорить о металлопрокате, давайте узнаем, что же означает понятие «прокатное производство». Прокатное производство – это процесс прокатки стали либо других каких-либо материалов и получение различных изделий и полуфабрикатов.




Основные виды металлопроката:
1. Заготовка (полупродукт) 2. Катаные трубы 3. Заготовки деталей машин – сверла, колеса, оси и др. Сортамент металлопроката – это перечень прокатываемых изделий с указанием точных размеров, совокупность профилей (форма поперечного сечения прокатного изделия), имеющих разную форму и размеры.
Сортамент металлопроката делится на три основные группы:
1. Сортовой металлопрокат – простой и фасонный. Простой металлопрокат – это квадрат, круг, полоса плоского сечения; фасонный металлопрокат бывает специального назначения (профили нефтяной промышленности, судостроения, рельсы) и общего потребления (швеллеры, угловые профили). 2. Листовой металлопрокат — это рулон, лист, полоса. Листовой металлопрокат в свою очередь подразделяется на: горячекатаные тонкие, горячекатаные толстые и холоднокатаные. 3. Трубы – подразделяются на круглые и другие. Круглые бывают сварные и бесшовные, остальные – профильные и с переменным размером сечения.
Прокатка стали производится двумя способами:
1. В первом случае исходным материалом являются слитки, которые вначале нагревают и прокатывают на специальных отжимных станках. Затем, после того, как удалили с поверхности все дефекты, происходит повторный нагрев и прокатка уже готового изделия. 2. Во втором случае используют непрерывное литье в специально предназначенных машинах. После этого, происходит прокатка готового изделия, как и в первом случае. Этот метод прокатки имеет ряд преимуществ по сравнению с предыдущим, поскольку происходит непрерывное производство проката из жидкого металла
Это очень важно особенно для цветных металлов
Прокатка сортового металла
Прокатка сортового металла включает в себя следующие операции: 1. Нагрев до 1100-1250°С 2. Подача нагретой заготовки к рабочим клетям и проката 3. Резка проката 4. Охлаждение 5. Устранение всех дефектов 6. Проверка и отправка готового изделия Вся эта операция происходит на специальных прокатных станках.
Прокатка листового металла
Прокатка листового металла включает в себя следующие операции: 1. К нагревательным печам подают слябы и нагревают 2. Подача по рольгангу стана к рабочей клети 3. Прокатка 4. Охлаждение 5. Разметка 6. Обрезка продольных кромок и концов 7. Разрезка на необходимые размеры 8. Отправка готового изделия
Прокатка труб
Прокатка труб включает в себя три операции: 1. Прошивка – это формирование отверстия в заготовке. Эта операция происходит на прошивном станке. 2. Раскатка – это удлинение заготовки и уменьшение толщины ее стенки. Осуществляется на прокатном станке. 3. Калибровка или редуцирование осуществляется на калибровочном станке.
Прокатка цветных металлов
Если говорить о прокатке цветных металлов, то больше всего используется прокатка меди, магния, алюминия, цинка, прокатка листов, ленты и проволоки. Так, например, прокатка различных алюминиевых сплавов включает в себя следующие операции: 1. Предварительная прокатка с целью выравнивания поверхности листа 2. Правка на специальных роликовых машинах 3. Фрезеровка 4. Двустороннее накладывание алюминиевых листов 5. Нагрев 6. Горячая прокатка 7. Отжиг и холодная прокатка
Классификация металлических уголков
В обозначении размеров уголков первые две пары цифр указывают на ширину полок, а третья – на их толщину. Отличие горячекатаных изделий от гнутых можно заметить по форме внешнего угла. У гнутых он скругленный. У катаных, наоборот, обозначены резко очерченные грани, образующие 90 градусов. По характеру изготовления стальные уголки делятся на стандартные и высокоточные. Существует и другая градация по следующим техническим характеристикам.
По длине
Различают угловой профиль мерной, немерной или кратной мерной длины, а также ограниченной длины в пределах немерной. Уголки металлические длинные мерные достигают 6, 7, 9, 10, 11, 12 м, но и это не предел. Длина немерного стального проката может быть любая, в основном это 4-12 м. Длина мерного и кратного мерному уголка может отклоняться от фиксированных значений на величину погрешности, установленную нормативами.
Параметры отклонения по длине равнополочных уголков в соответствии с ДСТУ 2251/ГОСТ 8509
|
Длина уголка, м |
Граничные отклонения по длине, мм |
|
До 4 включительно |
+30 |
|
4-6 включительно |
+50 |
|
Свыше 6 |
+70 |
Табличные значения – не догма и могут корректироваться с большей точностью по желанию заказчика. Кривизна уголка не должна быть более 0,4% от его длины.
По типу
Уголковые профили изготавливаются толщиной от 3 до 20 мм и шириной до 200 мм. Особенность, характеризующая уголок металлический – виды его изготовления всегда должны обеспечивать получение Г-подобного поперечного сечения. Различают угловой прокат по таким признакам:
- метод изготовления – гнутые, горяче- и холоднокатаные;
- точность прокатки – А (высокая), В (обычная);
- форма – неравнополочные и равнополочные;
- радиус – наружного и внутреннего закругления, а также кривизны (для гнутого углового профиля).
Еще уголки стальные различаются по марке стали, из которой изготовлены.
Уголок стальной равнополочный
Если обе стороны изделия имеют идентичные параметры (ширину полки), то это уголок равнополочный. Он универсален, широко используется в строительной отрасли и машиностроении. Характеризуется повышенной прочностью в продольном сечении и небольшим весом. Размер полки может варьироваться в пределах 20-250 мм, в то время как толщина не превышает 35 мм. Сортамент равнополочных уголков оговаривается соответствующими национальными и международными стандартами (EN 10056, ДСТУ EN 10056, ДСТУ 2251, ГОСТ 8509).
Уголок стальной равнополочный хорошо поддается обработке – легко сваривается, гнется, сверлится, устанавливается различными способами. Может крепиться болтовым соединением.
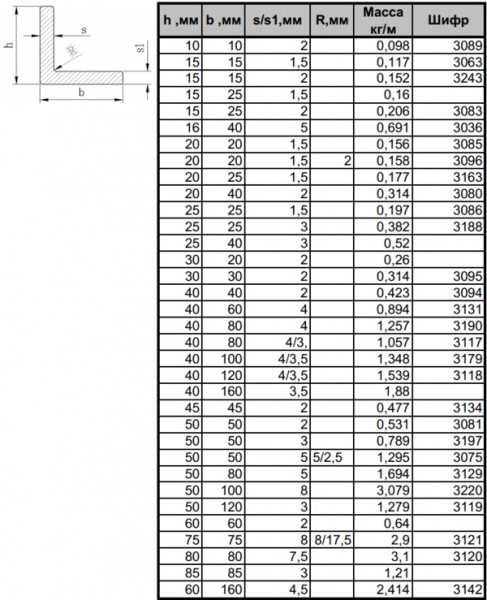
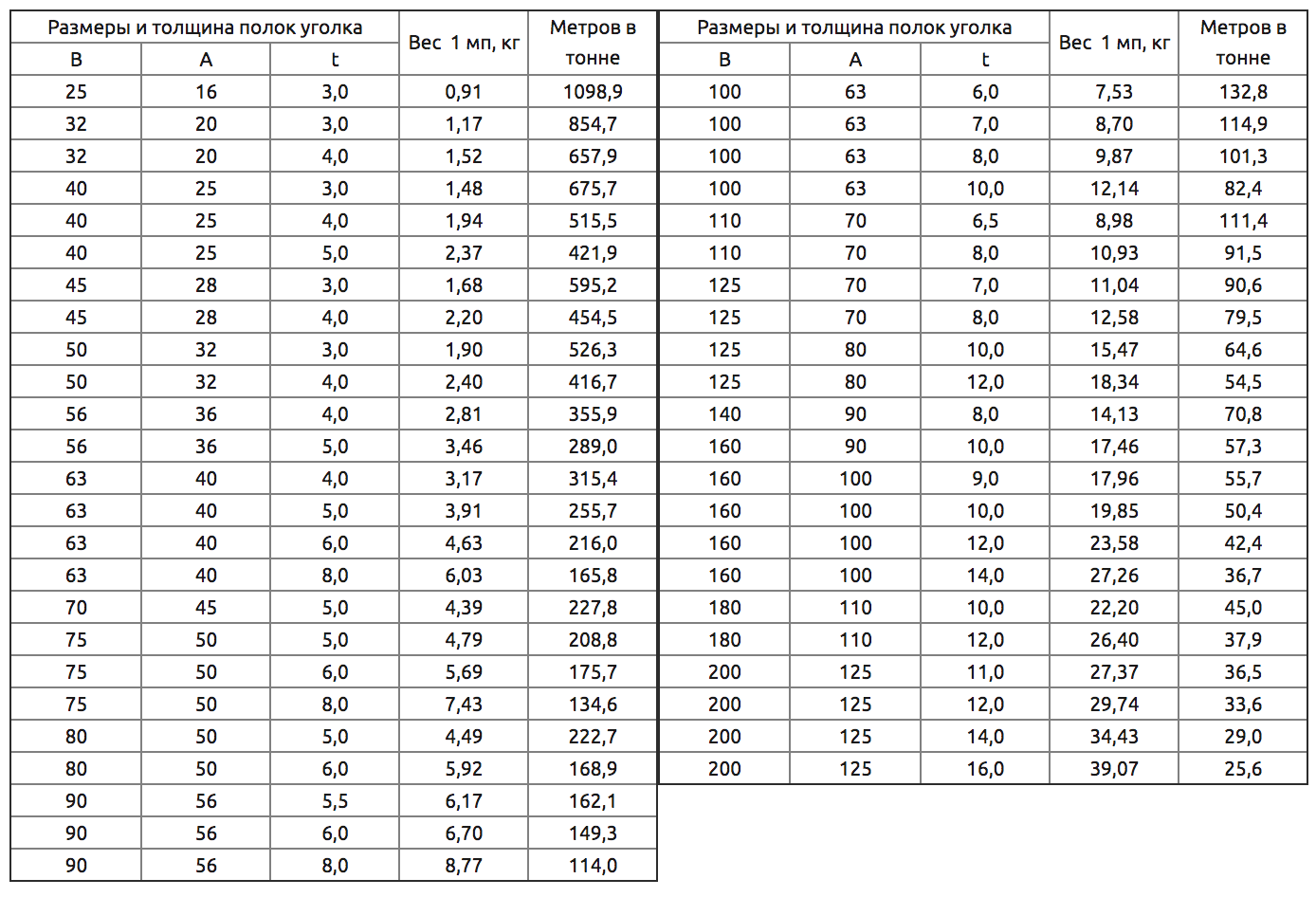
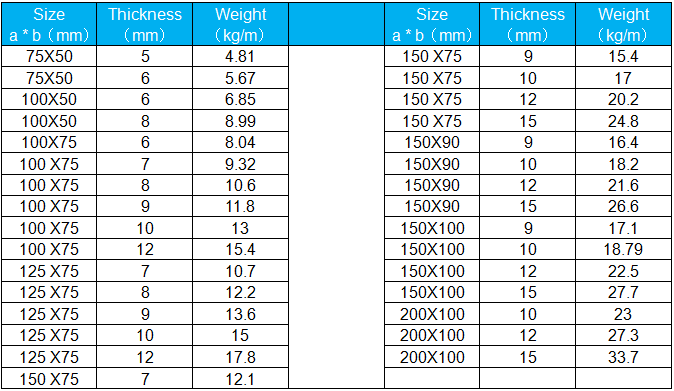
Неравнополочные уголки
У боковых полок такого изделия геометрические параметры разные. При толщине от 2 до 15 мм ширина у большей полки может составлять от 25 до 200 мм, у меньшей — 16-150 мм. Поэтому такой угловой профиль актуален при выполнении специфических работ, где приветствуется асимметрия. Основной учитываемый в процессе изготовления параметр – толщина стенок. С его увеличением возрастает расход металла на прокат и вес изделия. В свою очередь, чем больше становится толщина и ширина полок, тем соразмерно возрастает и граничная допустимая нагрузка на стальной уголок.
.. | Характеристики, производство, сортамент и применение уголка 50 мм.
Характеристики, производство, сортамент и применение уголка 50 мм.
Уголок стальной 50 является равнополочным и имеет одинаковую ширину полок — 50 мм. Уголок 50 различают горячекатаным и гнутым.
Уголок металлический горячекатаный производят по ГОСТ 8509-93 путём проката на прокатных станах из горячей заготовки листа. Такой уголок производят из сталей, соответствующих ГОСТ 380-94. Уголок стальной гнутый равнополочный изготавливают из холоднокатаного или горячекатаного листа на профилегибочном оборудовании по ГОСТ 19771-93. Для его производства используют качественную конструкционную и низколегированную стали и стали обыкновенного качества.
Горячекатаный уголок равнополочный 50 мм отличается от гнутого уголка 50, тем что в первом случае при производстве учитывается соблюдение угла с наружной стороны, при изготовлении холодногнутого уголка — не соблюдается. С внутренней стороны горячекатаного уголка имеется радиус, который выступает в роли ребра жёсткости и повышает прочность данного проката. Таким образом, уголок горячекатаный 50 мм прочнее и надежнее в использовании, чем уголок гнутый . Горячекатаный стальной уголок более устойчив к различным нагрузкам и воздействиям внешней среды, его можно использовать в условиях вибрации и постоянных напряжениях.
В ГОСТах регламентируется уголок стальной сортамент, площадь поперечного сечения, справочные данные для осей и масса 1метра уголка. Длина уголка, точность изготовления, а также другие параметры и характеристики, как правило, у гнутых и горячекатаных уголков 50 мм совпадают. В различных документах встречается обозначение уголка 50 мм как «уголок 5», что прописывается в ГОСТе 8509.
Уголок стальной горячекатаный равнополочный 50*50 выпускают с толщиной стенки 3мм, 4мм, 5мм, 6мм.
Уголок стальной гнутый равнополочный производят двух видов:
уголок 50*50*3 с радиусом закругления угла между полками 4 мм и
50*50*4 с радиусом 6мм.
Уголок металлический 50 с разной толщиной стенки имеет разный вес и соответственно площадь поперечного сечения и прочность. Чем толще стенка уголка, тем он прочнее, надежнее, но и тяжелее, увеличивается вес и всей конструкции. Это нужно учитывать при сборке металлоконструкции, и используя такой уголок, как например 50*50*6, нужно чтобы и другие элементы выдержали данный уголок или также иметь больший вес. Увеличение веса уголка и всего сооружения приводит к увеличению стоимости как на уголок, так и на весь объект. Это нужно обязательно учитывать при расчете стоимости на монтаж конструкции, так как при использовании уголка со стенкой 3мм и со стенкой 6мм, стоимость возведения объекта с последним уголком может возрасти в два раза. Гнутый уголок имеет меньший вес и стоимость,чем горячекатаный.
Нашей компанией поставляется в основном горячекатаный уголок стальной равнополочный ГОСТ 8509 50*50*4 и горячекатаный уголок 50*50*5. Уголок гнутый 50*50 предлагается со стенкой 4мм. Остальные уголка стального размеры поставляются на заказ. Длина хлыстов поставляемого уголка 50 мм — 6м; 11,7м; 12м и немерной длины.
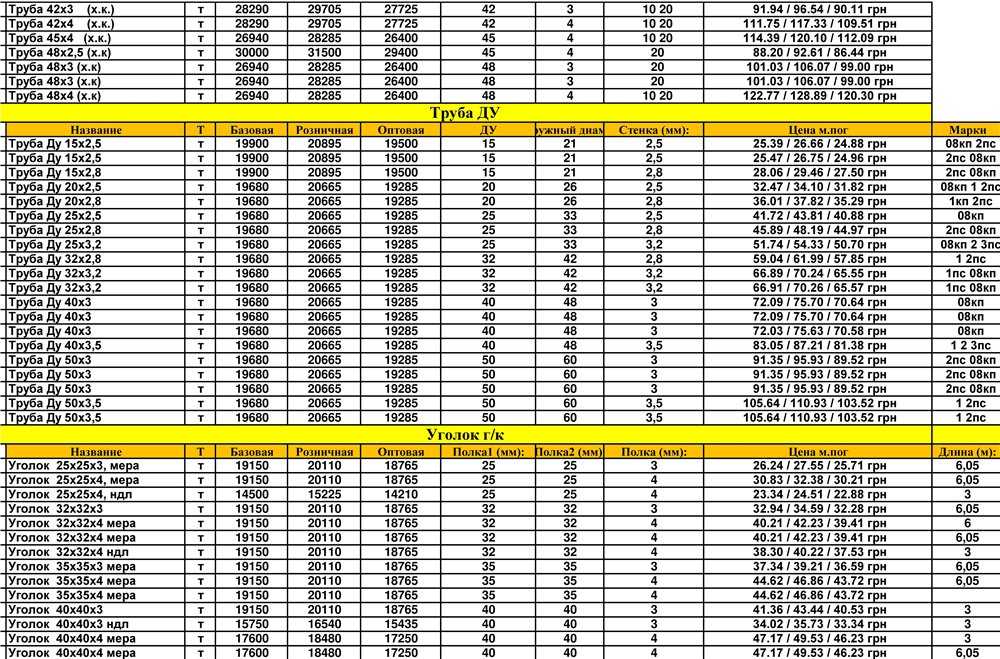
Согласно ГОСТам уголок 50 вес 1 метра:
- 1)вес уголка гнутого 50*50*4 = 2,90 кг;
2)равнополочного:
вес уголка 50*50*3 = 2,32 кг;
уголок 50 50 4 = 3,05 кг;
уголка стального 50х50х5 вес = 3,77 кг;
50*50*6 = 4,47 кг.
Уголок стальной 50х50 используют в промышленном и частном строительстве, в вагоно- и машиностроении, для возведения несущих каркасов, в закладке фундамента, укрепления бетона, в виде укрепляющих распорок. Уголок 50 незаменим при строительстве крыш, опор, перекрытий, при создании дверных и оконных проёмов. Самый универсальный в использовании — горячекатаный уголок 50 50 5. Гнутый уголок 50 мм с основном применяют в изготовлении мебели. Холодногнутые уголки не используют для несущих конструкций.



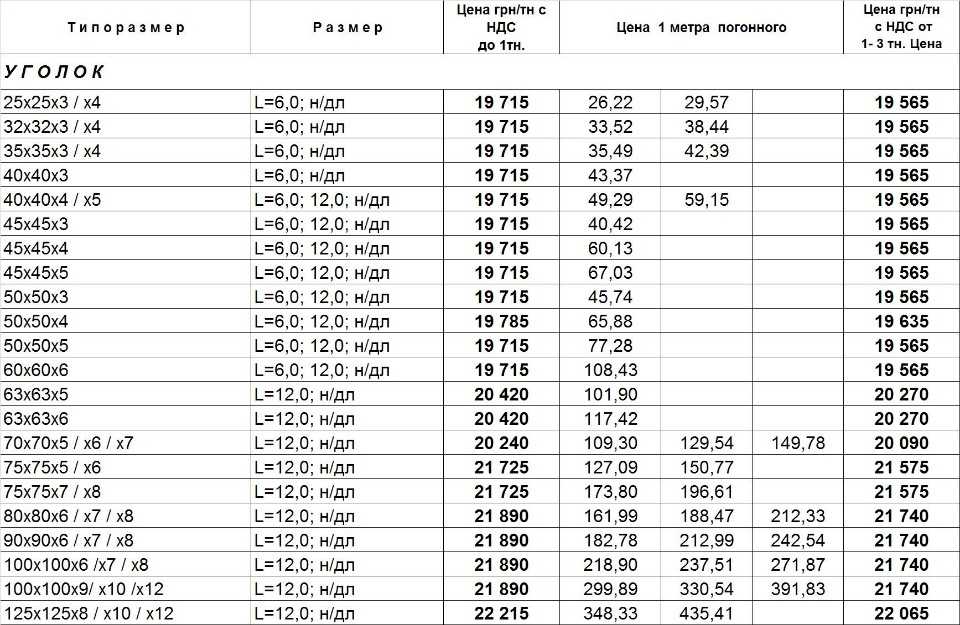
Уголок 50 50 цена, уголок металлический цена за тонну указывается в прайсах нашей компании, на уголок цену за хлыст, уголок 50 50 цена за метр или уголок стальной 50х50х5 цена за определённое количество метров, Вам помогут рассчитать наши менеджеры. Чтобы купить уголок 50, можно обратиться в любой филиал нашей организации, прайсы любого склада доступны сотрудникам .
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металловВНЕСЕН Еосстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации(протокол № 3 от 17 февраля 1993 г.)
За принятие проголосовали:
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ТОСТ 8509—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ТОСТ 8509—86
5 ПЕРЕИЗДАНИЕ
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
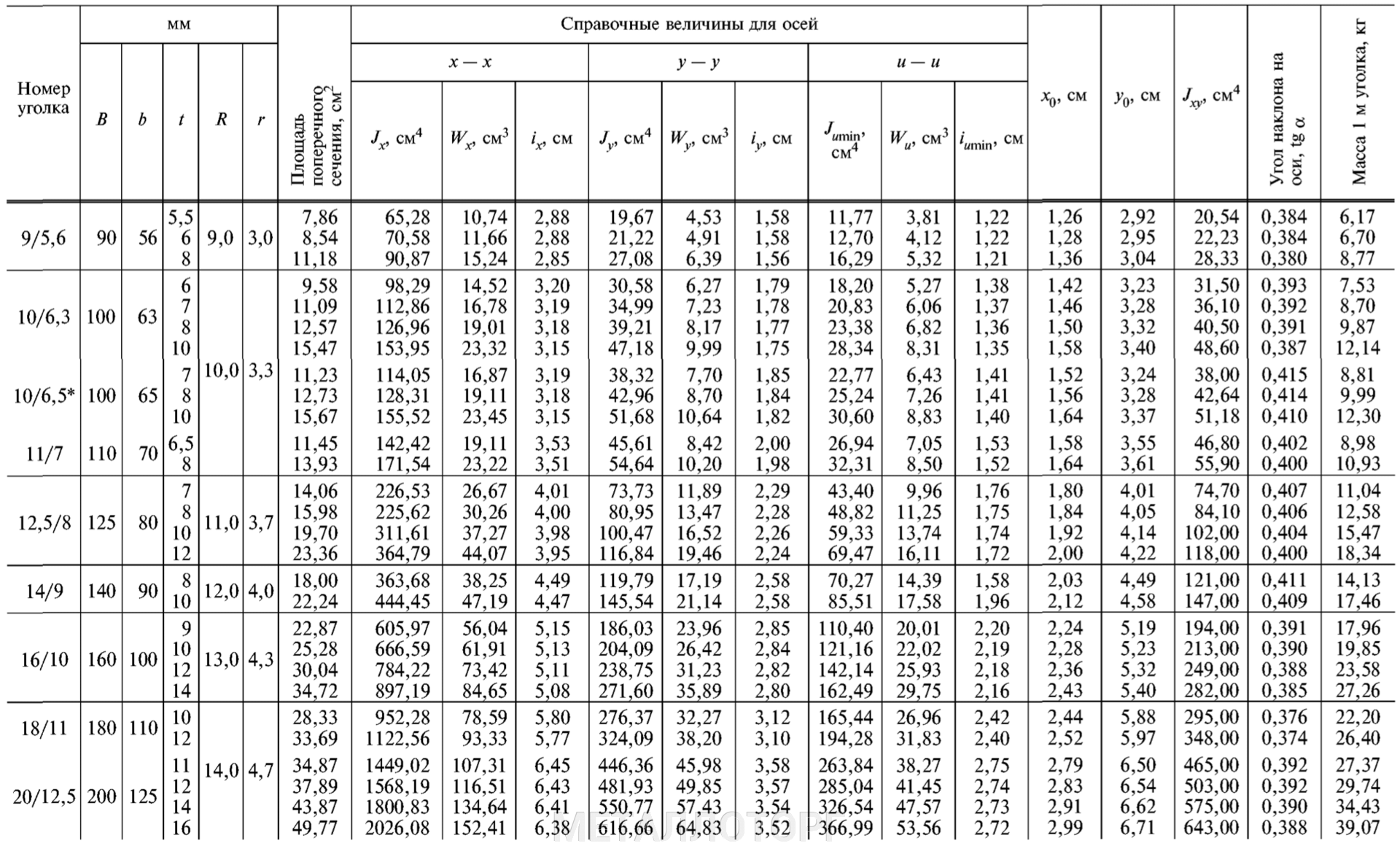
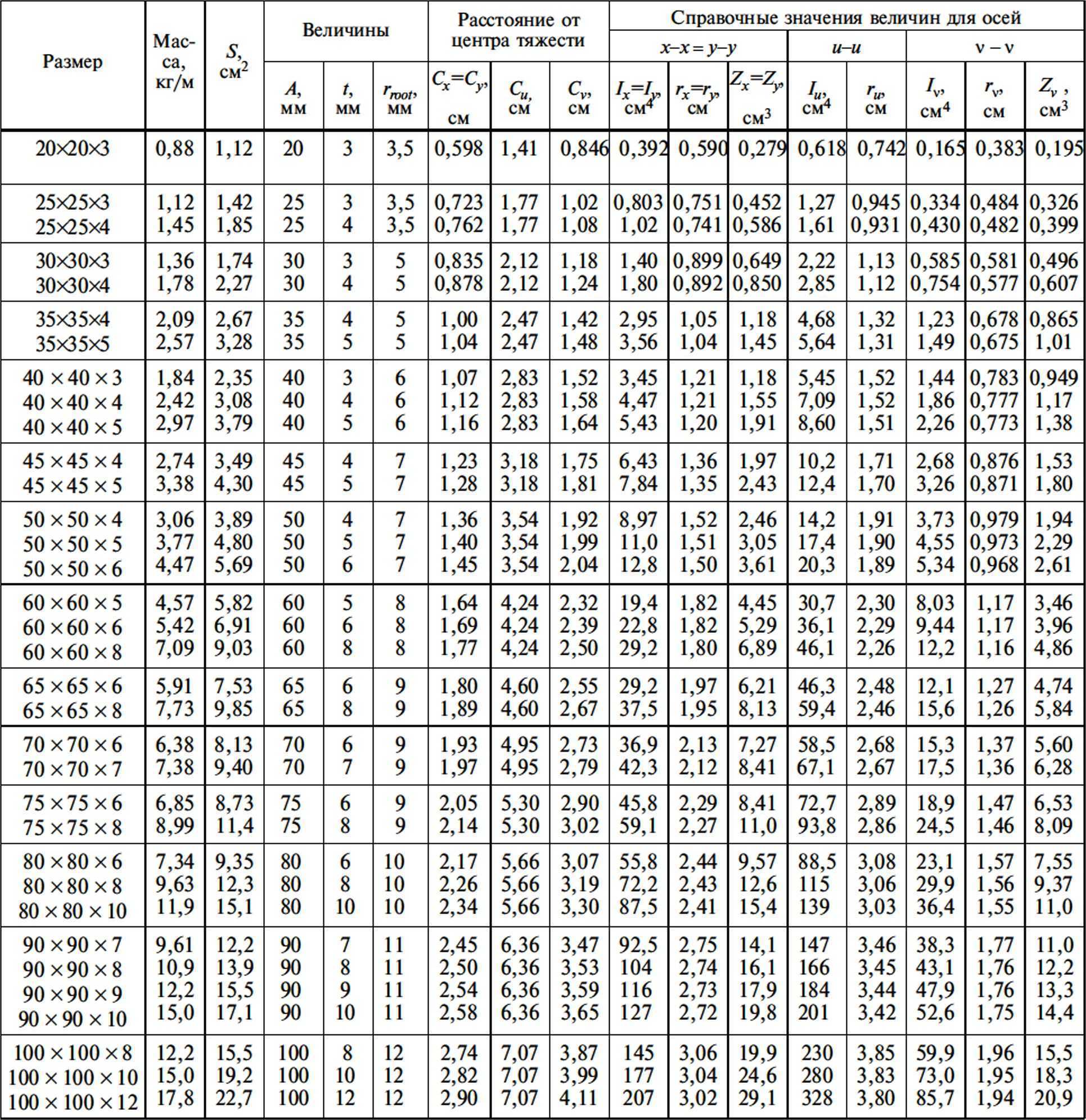
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 муголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт —приложениям А и Б.
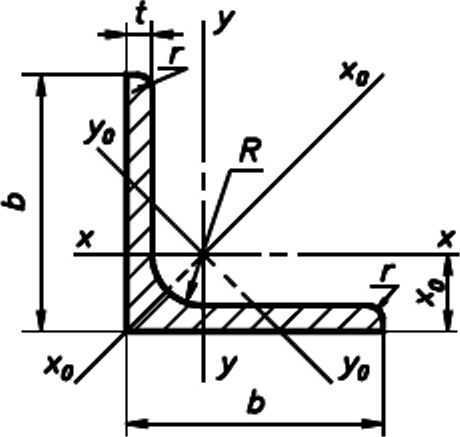
Рисунок 1
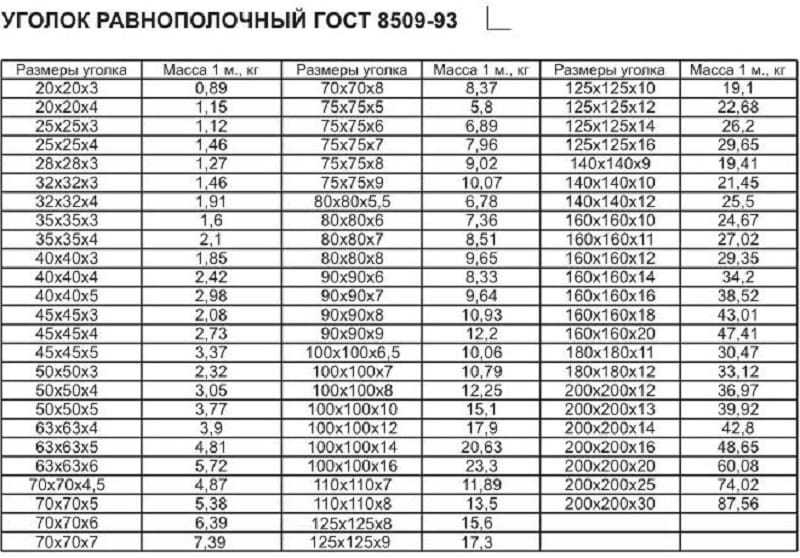
Таблица 1
Окончание таблицы 1
Примечания
- Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см3.
- Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b — ширина полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F — площадь поперечного сечения;
I — момент инерции;
x — расстояние от центра тяжести до наружной грани полки;
Ixy — центробежный момент инерции;
i — радиус инерции.
3 По точности прокатки уголки изготавливают:
- А — высокой точности;
- В — обычной точности.
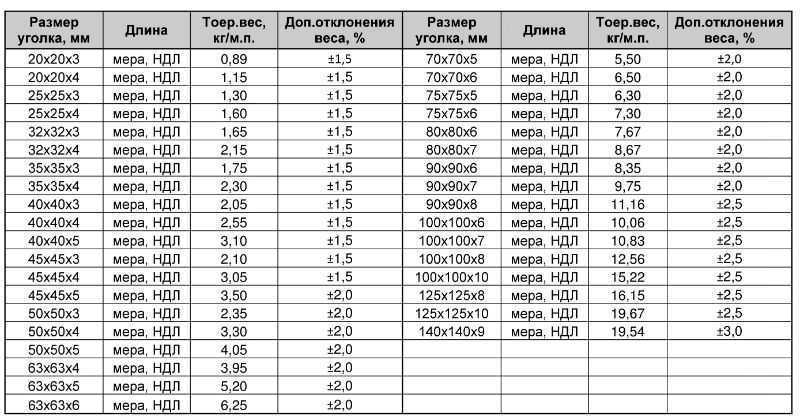
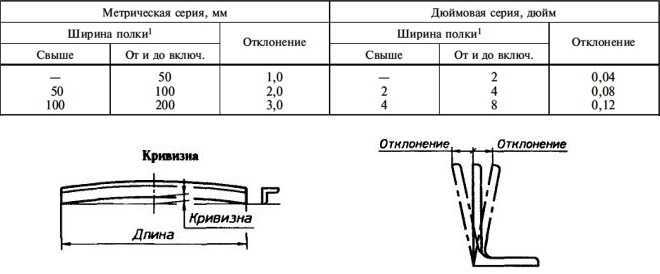
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Таблица 2
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменятьпредельными отклонениями по массе в соответствии с таблицей 3.
Таблица 3
7 Отклонение от прямого угла при вершине не должно превышать 357
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
- 1.0 мм — для уголков с шириной полки до 50 мм включительно;
- 2.0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно;
- 3.0 мм — для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
- 0,3 толщины полки — для уголков толщиной до 10 мм включительно;
- 3.0 мм — для уголков толщиной свыше 10 до 16 мм включительно;
- 5.0 мм — для уголков толщиной свыше 16 мм.
9 Уголки изготовляют длиной от 4 до 12 м:
- мерной длины;
- мерной длины с немерной в количестве не более 5 % массы партии;
- кратной мерной длины,
- кратной мерной длины с немерной в количестве не более 5 % массы партии; немерной длины;
- ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготовляют мерной и кратноймерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
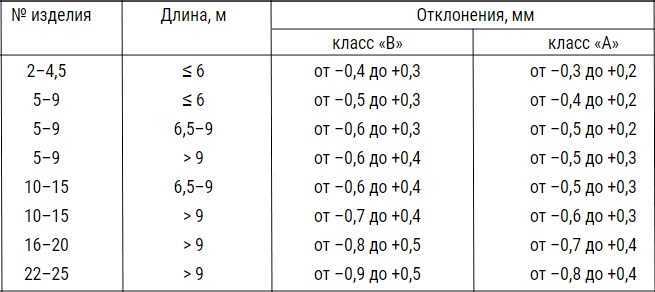
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должныпревышать:
- + 30 мм — при длине до 4 м включительно;
- + 50 мм — при длине свыше 4 до 6м включительно;
- + 70 мм — при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.


12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии неменее 500 мм от торца штанги.
Основные характеристики
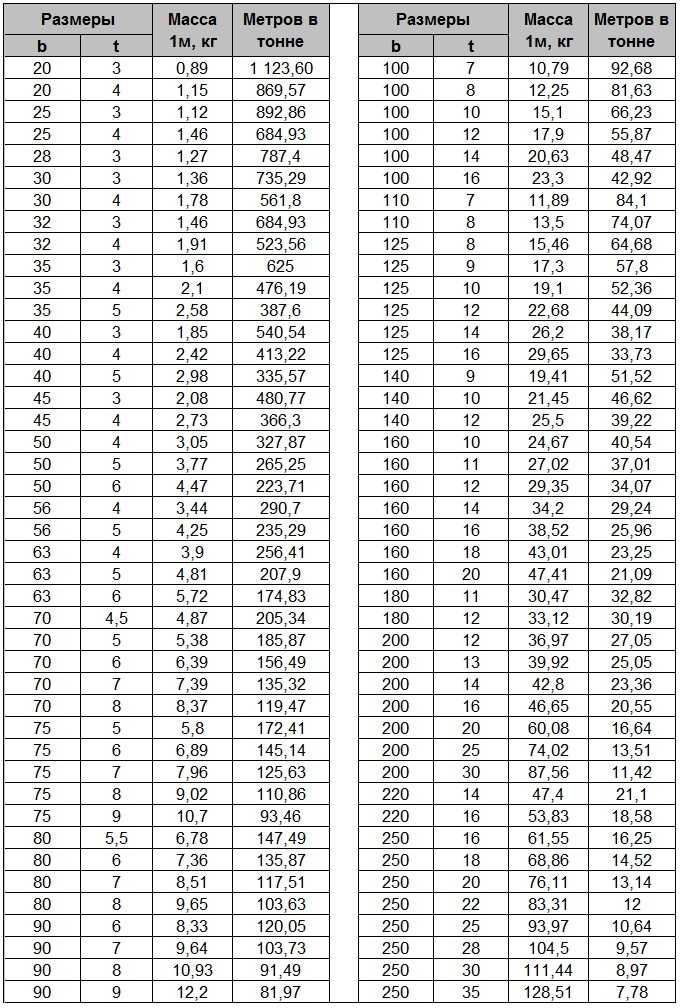
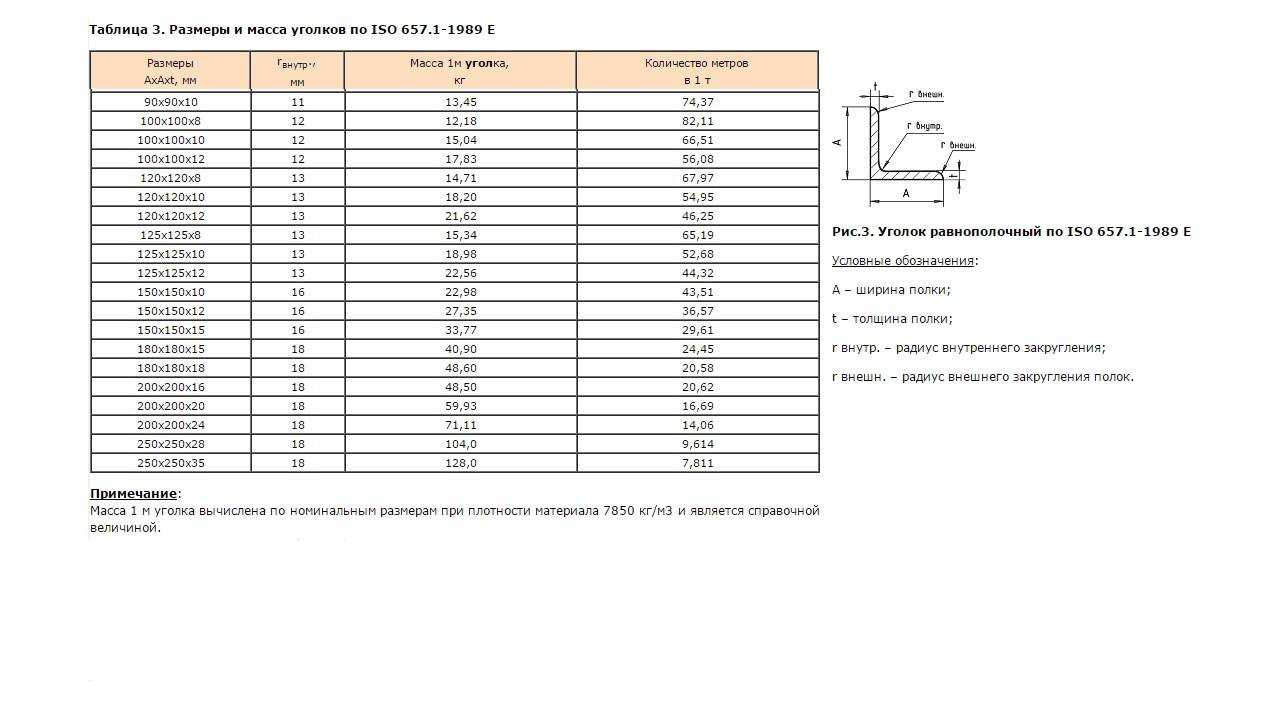
По таблице сортамента стальных уголков равнополочного типа можно узнать различные их параметры: массу одного погонного метра; площадь поперечного сечения профиля и другие размеры. Для вычисления массы горячекатаного или гнутого профиля плотность материала, из которого он изготовлен, принимается за 7850 кг/м3.

Масса погонного метра уголка равнополочного
Радиусы закругления профиля равнополочных стальных уголков, приведенные в таблице с сортаментом, не являются контролируемыми параметрами, но они необходимы для калибровки изделий. В таблице сортамента приняты следующие обозначения размеров и других параметров, которыми характеризуется уголок стальной:
- t – толщина стенок полок;
- X0, Y0 – расстояния от наружных граней полок уголка до центра его тяжести;
- R – радиус закругления;
- b – ширина полки;
- r – радиус закругления граней полок;
- I – момент инерции;
- i – радиус инерции;
- F – площадь сечения профиля;
- Ixy – момент инерции, который развивают центробежные силы.
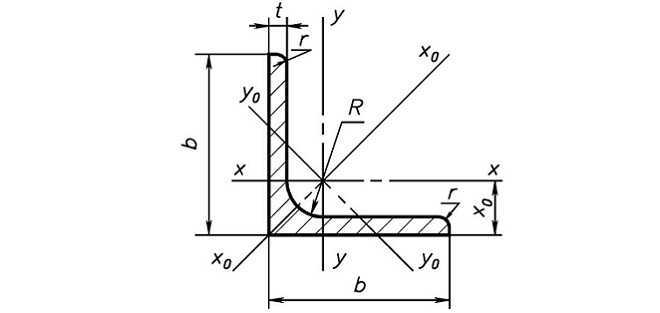
Обозначения основных геометрических параметров горячекатаного уголка. Ниже таблица сортамента данного вида металлопроката

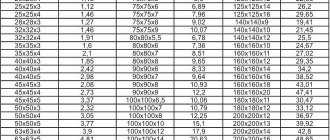
Таблица 1: Сортамент горячекатаных уголков
Равнополочные стальные уголки могут быть обычной точности (маркируются литерой «В») и повышенной (в маркировке присутствует буква «А»). ГОСТом допускаются следующие отклонения ширины полок:
- для продукции № 2–4,5 – ±1 мм;
- № 5–9 – ±1,5 мм;
- № 10–15 – ±2 мм;
- № 16–20 – ±3 мм;
- № 22–25 – ±4 мм.
Полки уголка должны быть перпендикулярными по отношению к друг другу в пределах допусков согласно таблице
Толщина полки равнополочного стального уголка в соответствии с ГОСТом может иметь следующие отклонения, измеряемые в миллиметрах (см. таблицу).
Заказчик партии равнополочных стальных уголков может договориться с изготовителем продукции о том, что вместо допустимых отклонений по толщине стенки будет использоваться допуск на отклонения по массе изделия, который может составлять для профилей:
- № 2–7,5: от –5 до +3% (классы «А» и «В»);
- с № свыше 7,5: ±2,5% (класс «А»), от – 5 до +3% (класс «В»).
Отклонения в размерах уголка в зависимости от класса
Согласно положениям ГОСТа, стальные уголки, относящиеся к категории равнополочных, могут отпускаться заказчику длиной 3–12 м. По предварительной договоренности заказчика с производителем данная продукция может отпускаться и с длиной, превышающей 12 метров. Так, ГОСТ оговаривает возможность отпуска равнополочных стальных уголков следующих размеров в продольном направлении:
- мерной длины;
- мерной величины с включением в партию изделий немерной длины (количество таких уголков не должно превышать 5% от общего объема);
- длины, которая кратна мерной;
- длины, кратной мерной, при содержании в партии уголков немерной длины (их количество не должно превышать 5% от общего объема);
- немерной длины;
- длины, находящейся в немерном интервале.
Для длины мерных стальных уголков и изделий, длина которых кратна мерной, ГОСТ устанавливает следующие допустимые отклонения:
- не больше 4 метров – 30 мм;
- от 4 до 6 метров – 50 мм;
- свыше 6 метров – 70 мм;
- от 4 до 7 метров (по требованию заказчика) – 40 мм;
- свыше 7 метров (по предварительному согласованию с заказчиком) – 5 мм на каждый дополнительный метр изделия.