
Зернистость
Данный показатель в выборе наждачной бумаги является наиболее важным, так как от него зависит эффективность работы в целом. На разных этапах очистки используется шкурка с различными показателями зернистости. Выбрать подходящую, особенно, если вы знаете, какая именно наждачка вам нужна, большого труда не составит, так как эти показатели всегда указываются на обратной стороне наждачной бумаги. Обычно диапазон зернистости составляет от 12 до 15 000 грит, хотя в некоторых случаях можно найти и гораздо больше. Данное число являет собой ничто иное, как количество проволок на квадратный дюйм сита, через которого был просеян абразив. В более простом понимании оно соответствует числу частиц последнего на тот же квадратный дюйм, только находящихся на основе наждачной бумаги.

Итак, те цифры, что идут после литеры P или слова Grit на обратной стороне шкурки, являются показателями её зернистости. С этим разобрались. Однако, для тех, кто не совсем в курсе, как это влияет на процесс очистки, стоит рассказать об этом чуть более подробно. Например, если вам необходимо зачистить ту или иную поверхность для того, чтобы выровнять её, то для этих дел подойдёт любая наждачка с зернистостью до 80 грит. Она обеспечивает достаточно грубую шлифовку, и в основном используется именно на ровных поверхностях. Далее, для устранения небольших царапин и углублений на втором этапе обработки рекомендуется использовать более мягкую шкурку, от 100 и до 200 с небольшим грит. Правда, верхний показатель будет зависеть уже от материала.
Для более тонкой обработки, например, подготовки древесины к грунтовке и последующему окрашиванию, используется наждачка ещё более мелкая, свыше 280 грит. Она позволит избавиться от следов пыли, что в свою очередь может качественно отразиться на поверхности после покраски. Остальная наждачная бумага, что свыше 350 грит, является супертонкой и может использоваться в самых различных целях, где требуется достижение идеальной поверхности. Она уже не обдирает и не шлифует, она уже используется для полировки.
Из этого следует одна простая истина – чем выше показатели зернистости наждачной бумаги, тем более гладкой будет обрабатываемая поверхность. Однако, есть здесь и обратная сторона медали, так как более мелкая шкурка гораздо быстрее стачивается, снимая гораздо меньший слой при обработке материала. И в случае с последним при этом не стоит забывать и про его твёрдость. Чтобы процесс обработки протекал эффективно, нужно подбирать наждачную бумагу в соответствии с этими нюансами.
Основы наждачной бумаги
В качестве основы при изготовлении наждачки используют листовые материалы с различными характеристиками, в том числе:
- бумагу обычную и латексную;
- хлопчатобумажные и смесовые (х/б синтетика) ткани;
- фибру;
- ткани из полиэстера;
- комбинированные материалы (обычно бумага ткань).
Бумага классифицируется по плотности в шести диапазонах от 85 г/м² до 500 г/м², а основным технологическим признаком тканей, кроме их состава, является гибкость. Этот параметр имеет шесть градаций: от «особо гибкая» и «очень гибкая» до «жесткая» и «особо жесткая». Кроме того, вся наждачная бумага независимо от основы делится на обычную и водостойкую.
Основные достоинства наждачки на бумажной основе — невысокая цена и устойчивость к растяжению. А ее главный недостаток — низкая механическая стойкость и ломкость на сгибах. Наждачная бумага на тканевой основе обладает высокой прочностью на разрыв и может использоваться в лентах при машинной шлифовке.
Кроме того, она эластична и легко принимает форму шлифуемой поверхности. А водостойкие тканевые основы не теряют своих рабочих качеств при мокрой шлифовке или работе в условиях повышенной влажности. Для получения сочетаний механических свойств различных материалов (гибкость и неспособность к растяжению) выпускают наждачную бумагу с двухслойной основой, пропитанной полиэфирными смолами.
Из чего изготавливаются абразивные шкурки
Впервые производством наждачки занялись еще в 13 веке, но серийный выпуск этого материала приходится на 1833 год. Для изготовления современных шкурок используются следующие технологические этапы:
- Пропитка бумажного основания или ткани специальными полимерами, в качестве которых применяется латекс, получаемый из каучука
- На пропитанную платформу наносится разогретый до температуры в 30-50 градусов клей
- Сразу после этого осуществляется нанесение абразивных частиц, что достигается посредством насыпного способа машинным путем
- Чтобы получить готовый материал, изделие проходит стадию сушки в печи
На продолжительность сушки влияет типа применяемого клея для соединения абразивных частиц с бумажным или тканевым основанием. Умельцы делают наждачку в домашних условиях, применяя для этого подавленное стекло или песок в качестве абразивов. Недостаток самостоятельного изготовления шкурки в том, что получаемое изделие имеет неизвестную степень зернистости. Зернистостью именуется главный технический параметр изделия, от которого зависит его эксплуатация.
Это интересно! Знаете ли вы, что наждачкой можно не только удалять коррозию, но и обрабатывать лакокрасочные поверхности. Это выполняется при полировании автомобиля, когда необходимо удалить мелкие царапины и повреждения на кузове.
Какую наждачку использовать или как правильно выбрать шлифовальную шкурку
Выбирая шлифовальную шкурку, необходимо смотреть не только на цену, но и характеристики этого материала. Покупка бумажной наждачки не всегда оправдана, особенно если планируется зачищать влажные поверхности
На что надо обратить особое внимание при выборе шкурки, рассмотрим более детально, чтобы каждый, кто планирует приобретение, знал характеристики необходимого изделия:
- Степень зернистости. Это самый главный параметр, который нужно учитывать при покупке наждачного листа. Размеры фракций зависят от того, какие работы нужно выполнять, и какой вид материала будет зачищаться. Если осуществляется обработка древесных материалов, тогда применяются шкурки с зернистостью P22-P60. Когда осуществляется финишная зачистка, то используется шкурка P240 и более. Для шлифования металла и лакокрасочных покрытий применяются наждачки с размерами фракций еще меньших размеров
- Какой материал взят за основу — для проведения продолжительных работ применяются шкурки на тканевой или комбинированной основе. Для работы с влажными поверхностями обязательно используются устройства со специальным защитным слоем. Если нужно выровнять поверхность вручную или отполировать лакокрасочное покрытие кузова автомобиля, то подходят бумажные основания шкурок
- Для ручной или механической обработки. Если работы выполняются вручную, тогда применяются наждачки любого формата и размера, а вот для их эксплуатации в паре с электроинструментами понадобится выбирать круглые или ленточные изделия
- Цена и производитель — это еще два немаловажных фактора. Дешевая наждачка быстро сотрется, что говорит об использовании для ее изготовления низкокачественных материалов — бумага и клей. Производители шлифовальных шкурок являются, как правило, мало известными, но если впервые покупаете изделие, то следует выбирать средней или высокой стоимости оснастку, так как самые дешевые варианты вас точно разочаруют. Дешевая шкурка применяется для выполнения несложных работ в малых объемах, например, зачистка поверхности дверной ручки перед ее окрашиванием
Зная о том, какие виды наждачных шкурок бывают, и как правильно их выбирать, не составит большого труда приобрести именно то, что вам необходимо. Изделия продаются рулонами, и можно приобрести его в таком количестве по длине, сколько будет нужно.
Публикации по теме
Насадка на дрель для заточки сверл и ее эффективность
Как сделать станок и заточить диск циркулярной пилы инструкция с подробным описанием
Искрение щеток на болгарке причины и особенности их замены
Резка керамической плитки болгаркой и как правильно выполнять
Какой должна быть зернистость наждачной бумаги для работы
Как вы понимаете, для разной обработки материалов применяется разная шлифовальная шкурка. Речь сейчас не о форме выпуска, а о размере зерна, способе его нанесения. Тип абразива и способ нанесения имеет вторичное значение. Они больше влияют на долговечность использования материала. Но как обычно, лучше — значит дороже. Тут каждый уже выбирает сам. А вот размер зерна лучше подбирать под конкретные задачи.
Наждачка для шлифования дерева под покраску: выбор размера зерна
Какой наждачкой шлифовать дерево
Для того чтобы шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется часто ее «выбивать» или менять. Тип основы — бумага или ткань. Бумага дешевле, ткань дороже. Если есть шлифмашинка, смотрите в рекомендациях к ней. Для обработки вручную, можно закрепить кусок на специальный держатель или прибить к бруску.
Как выбрать зернистость наждачной бумаги для обработки древесины
Рекомендации по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесины. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 или P400. А доведение до гладкости — собственно полировка и лакировка — это уже совсем мелкие P500 и выше. Вообще, полировка — это отдельная тема, и там надо пошагово шлифовать и наносить краску или лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообще мягким полировочным (войлочным) материалом.
Каким наждаком обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а значит и более дорогие. Обычный корунд справится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый или легированный электрокорунд. А еще лучше — керамический






Еще обратите внимание — способ нанесения должен быть закрытым
Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
Принцип подбора зернистости тот же: для грубой обработки повышенная «шершавость» крупного зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания основных шероховатостей берут самую грубую наждачку. Чем тоньше слой, тем меньше размер зерна. Так что тут все логично
Но обратите внимание, что на каждый вид работы приходится два или три размера зернистости. Это не значит, что надо брать любой из указанных
Это значит, что для получения хорошего результата надо обрабатывать каждым размером
Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных
Это значит, что для получения хорошего результата надо обрабатывать каждым размером. Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных.
Наждачная бумага для пластика, камня, керамики и стекла
По типу абразива и его нанесения рекомендации те же: более прочные, более плотное расположение. Но шлифовка рекомендована с подачей воды, так что требуется водостойкая модификация наждака.
Наждачная бумага для пластика: выбор зернистости
Для финишной доводки пластика и стекла, шлифовальная шкурка даже с самым маленьким зерном — та самая нулевка или P800 — будет слишком грубой. Она будет оставлять видимые царапины. Доводят до гладкости эти материалы при помощи пасты ГОИ и еще более тонких шлифовальных составов. Но это уже отдельная история и свои технологии.
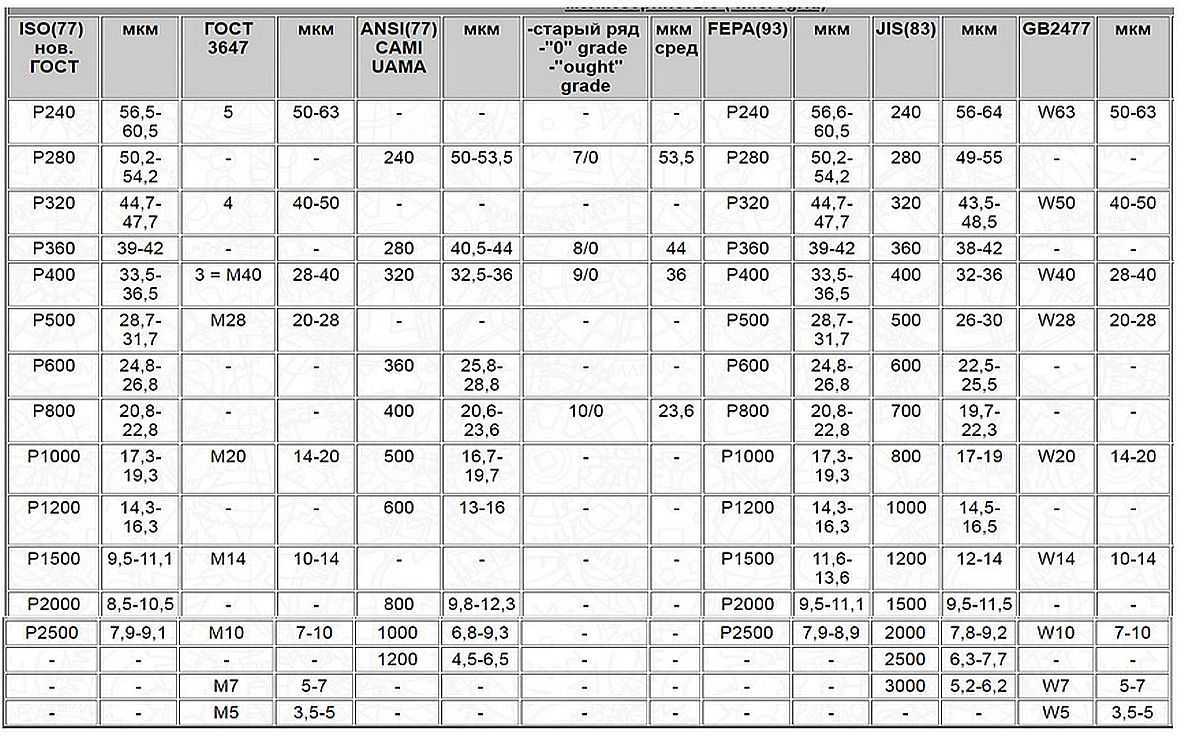
Как разобраться в маркировке?
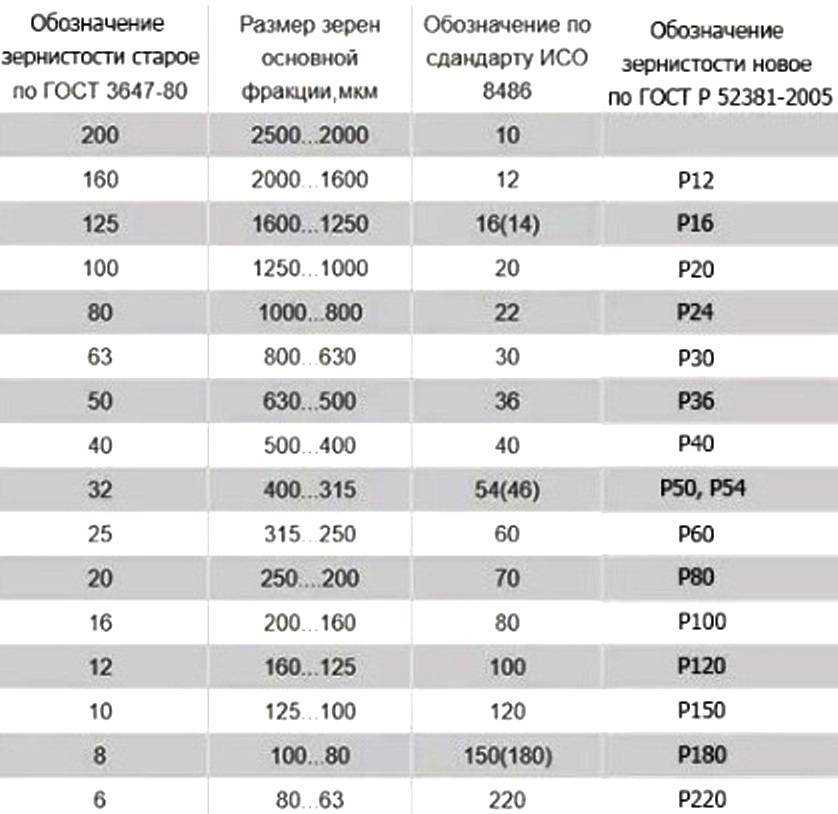
Изначально стоит заметить, что речь идет об отображении размеров фракций оснастки. Ранее при производстве наждачной бумаги отечественные компании руководствовались ГОСТ 3647-80, который на сегодняшний день является неактуальным. Его альтернативой стал новый стандарт, а именно: ГОСТ 52381-2005, соответствующий международным нормам ISO 6344. Актуальный на сегодня стандарт, как уже отмечалось, был внедрен в 2005 году
При этом важно понять его ключевые отличия от предыдущих норм. Так, согласно последним, уменьшение чисел в маркировке наждачки свидетельствовало об уменьшении зернистости
В обновленном ГОСТе все с точностью до наоборот – чем выше число, тем меньше размер зерна. Сейчас без труда можно найти таблицы, по которым определяются параметры насадок как по новым, так и по старым правилам
Особое внимание следует уделить правильной расшифровке данных, скрытых в маркировке. На практике эта задача является довольно простой
Буква «Р» указывает на материал основания наждачной бумаги, а цифры после нее – это непосредственно характеристики зерна. Например, если на обратной стороне наждачки указано «Р-400», то речь идет о мелкозернистой шкурке.
Кстати, этот вид насадки больше известен среди мастеров под народным названием «нулевка» и применяется для финишной обработки поверхностей и их полировки.
Естественно, ключевой параметр фракции указывается в микронах (мкм). Но, помимо непосредственно самого размера фракции, там же присутствует и другая информация, которую не лишним будет уметь трактовать. И речь в данном случае идет о следующих важных обозначениях.
- «Л» – свидетельствует о принадлежности изделия к категории листовых. Если оснастка идет в рулонах, то, как правило, на ней не ставят какие-либо дополнительные отметки.
- «М» – значок, наличие которого является свидетельством того, что наждачка является влагостойкой. Такие оснастки предназначены для влажных заготовок и изделий с минимальным риском преждевременного разрушения основы.
- «П» – эта буква присутствует в перечне параметров насадок, ориентированных для работы исключительно с сухими поверхностями. В данном случае тесное взаимодействие с влагой категорически противопоказано.
- Цифры «1» и «2» на обороте будут обозначать, что насадки ориентированы на мягкие и жесткие поверхности соответственно.
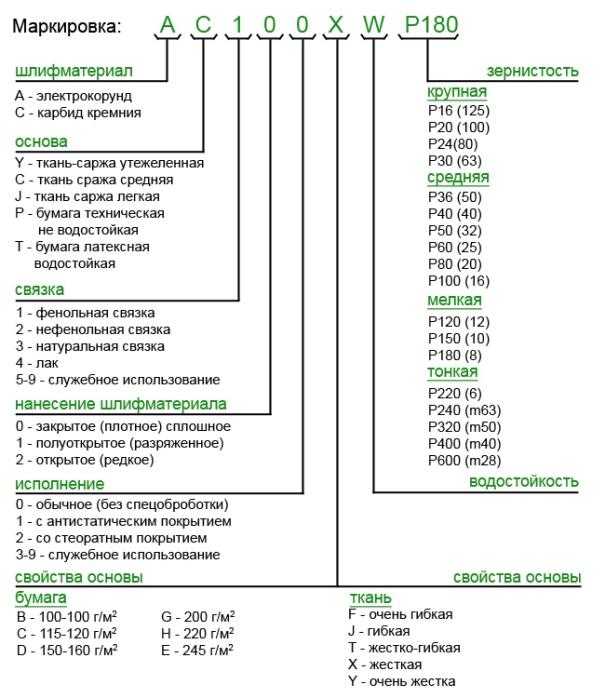
Для наглядности есть смысл привести актуальную маркировку существующих абразивов с полноценной расшифровкой возможных обозначений. Пользуясь информацией, приведенной в соответствующей схеме, можно узнать характеристики абразива. Эти данные помогут подобрать наиболее подходящий вариант для выполнения конкретных работ и с учетом особенностей материалов.
В процессе выбора шкурки настоятельно рекомендуется уделить должное внимание изучению ее обратной стороны. Именно здесь будут указаны все важные параметры, которые помогут определить предназначение абразива
Шкурки по типу основы
Даже в небольшом городе, пройдясь по хозяйственным магазинам, можно найти несколько десятков разных образцов наждачной бумаги. Они будут отличаться не только по зернистости, но и по способу нанесения абразивного материала, типу насыпки и связующего, а также используемому абразивному материалу или смеси таковых. Однако на практике первоочередное значение имеет тип основы, на которую абразив нанесён.




Читать также: Стабилизатор напряжения 7805 характеристики
На бумажной основе изготавливается наиболее дешёвая и быстро расходуемая наждачная шкурка. Преимуществ у неё немного: помимо низкой цены бумага удобна, если нужно быстро оторвать свежий лоскуток для работы. Абразив с такой шкурки осыпается довольно быстро, особенно в местах излома, однако бумажная основа позволяет с большей лёгкостью обрабатывать рельефные поверхности.
Шкурка на тканевой основе имеет несколько более высокую стоимость, но гораздо долговечней. Во многих домашних хозяйствах можно найти с полдюжины завалявшихся лоскутков тканевой наждачки, которые успешно используются время от времени по нескольку лет и при этом не потеряли абразивные качества. Не обходится и без недостатков: ткань с эпоксидной пропиткой грубая, под ней хуже чувствуется обрабатываемая поверхность. Также тканевые шлифовальные ленты имеют свойство растягиваться, хотя это касается в основном лишь расходников для машинной обработки.
Наконец, имеется третий тип шлифовальной бумаги — на мягкой основе. Сюда относится поролоновая или полиуретановая шкурка, используемая для финальной обработки рельефных деревянных и гипсовых деталей, и фибровая наждачная бумага. Последняя, хотя и имеет схожие свойства в качестве прижатия к детали, используется для крепления на рабочий орган с липучкой, например на роторные шлифмашины.
Помимо зернистости на обратной стороне наждачной бумаги очень много полезной информации, расшифровав которую можно понять для чего и как должна использоваться наждачка. Давайте разберемся с этими письменами.
Наждачная бумага — это абразивный материал, в виде зерна или порошка, нанесенный на бумагу или ткань. На обратной стороне есть символы, расшифровывая которые, можно понять как и для чего используется наждачная бумага. Давайте будем разбираться.
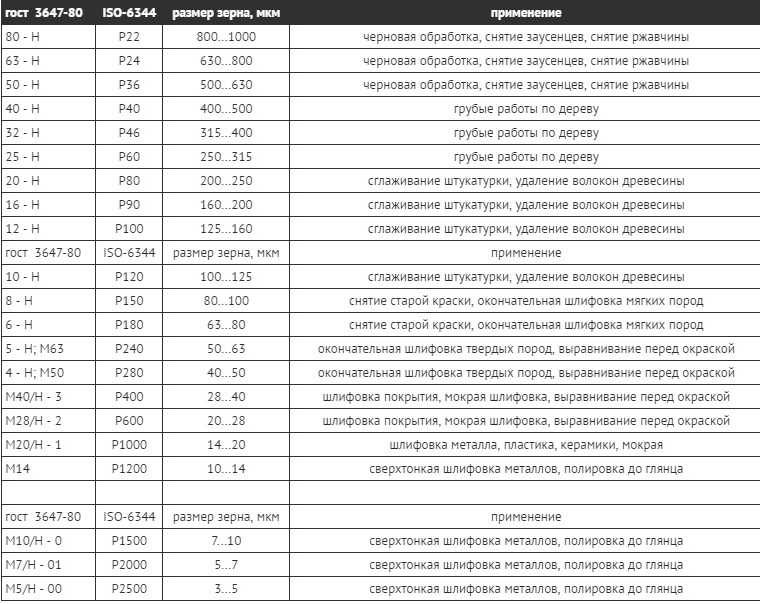
Существуют разные стандарты маркировки наждачной бумаги, в этой статье мы обсудим только два, это Российский ГОСТ от 2005 года, соответствующий стандартам FEPA и ISO 6344, и советский гост от 80-х годов, по этому стандарту маркируется наждачная бумага некоторых бывших стран СССР. В новом госте зернистость обозначается буквой «Р» и чем меньше цифра, тем больше зернистость, то есть P12 это самое крупное зерно, а P4000 самое мелкое. В старом госте используется буква «Н» — если размер зерна измеряется десятыми микрон, или же буква «М» если размер зерна в микронах. В это случае чем меньше цифра тем меньше зернистость.
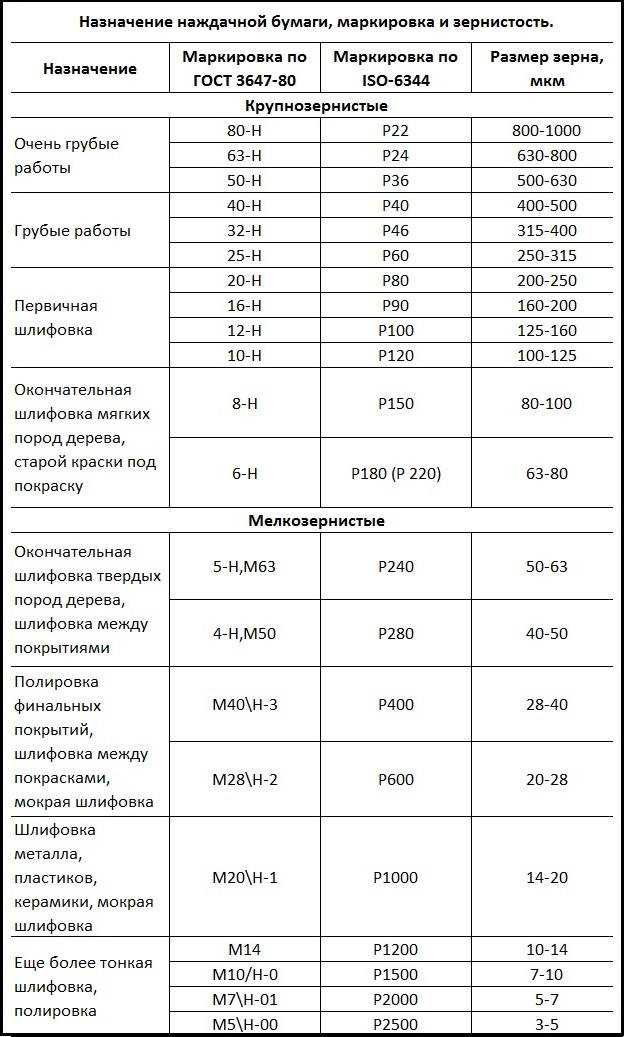
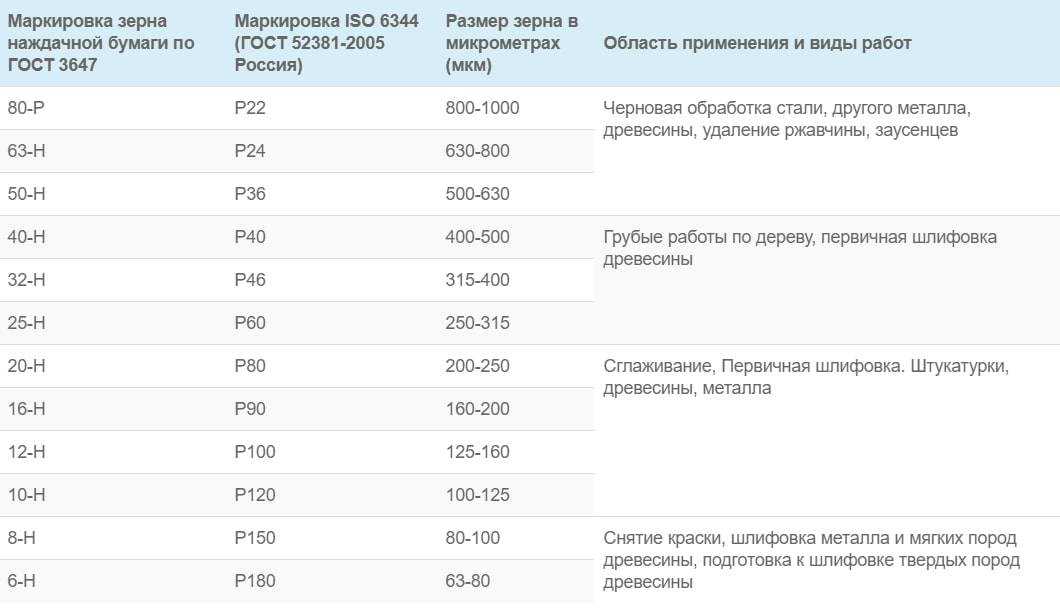
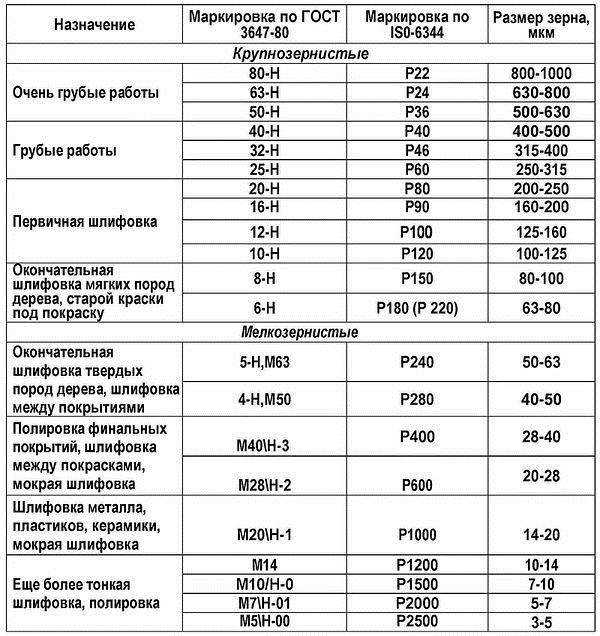
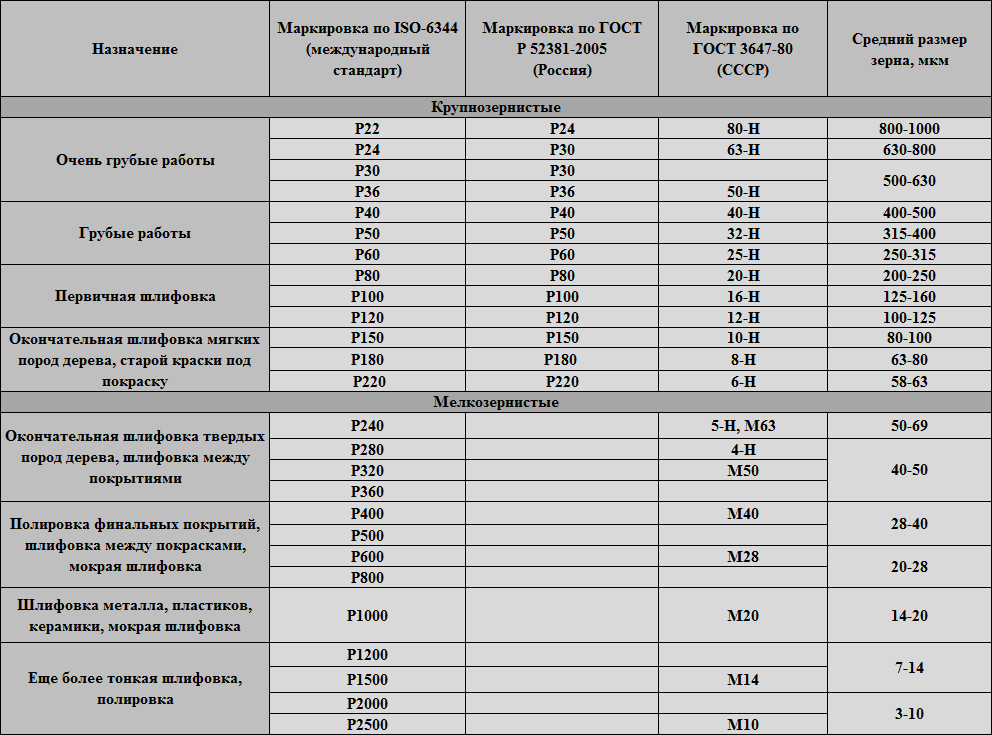
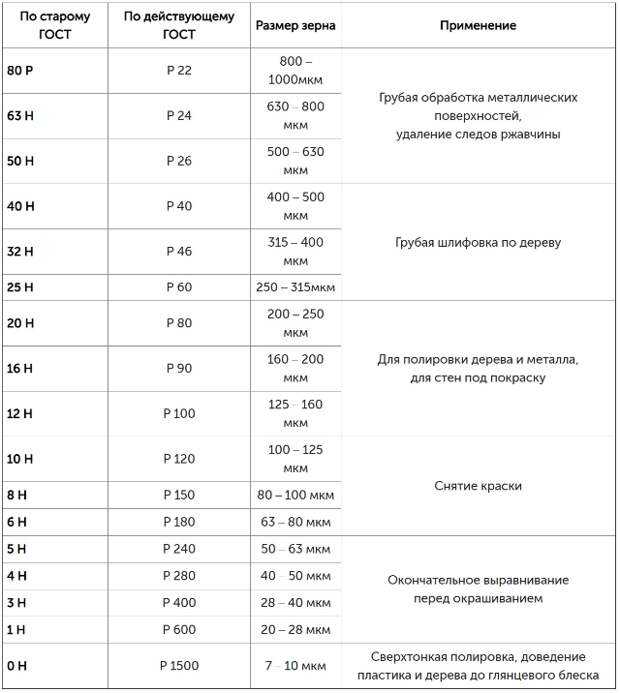
Давайте разберемся какая зернистость для какой работы используется, и как соответствуют старые и новые ГОСТ’ы, скобках будет указан старый ГОСТ.
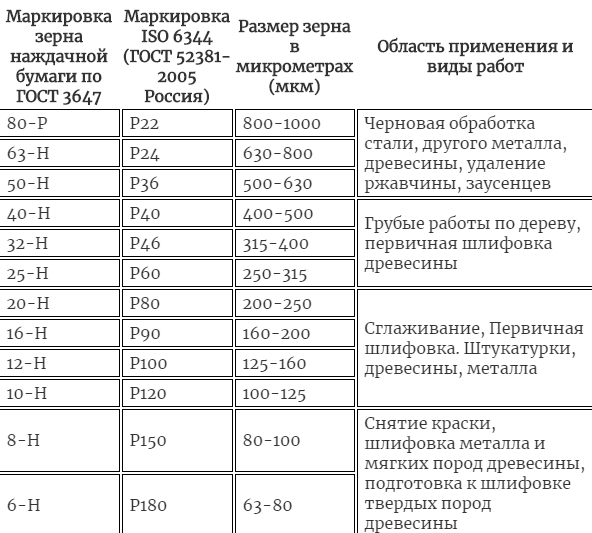
Крупнозернистая наждачная бумага
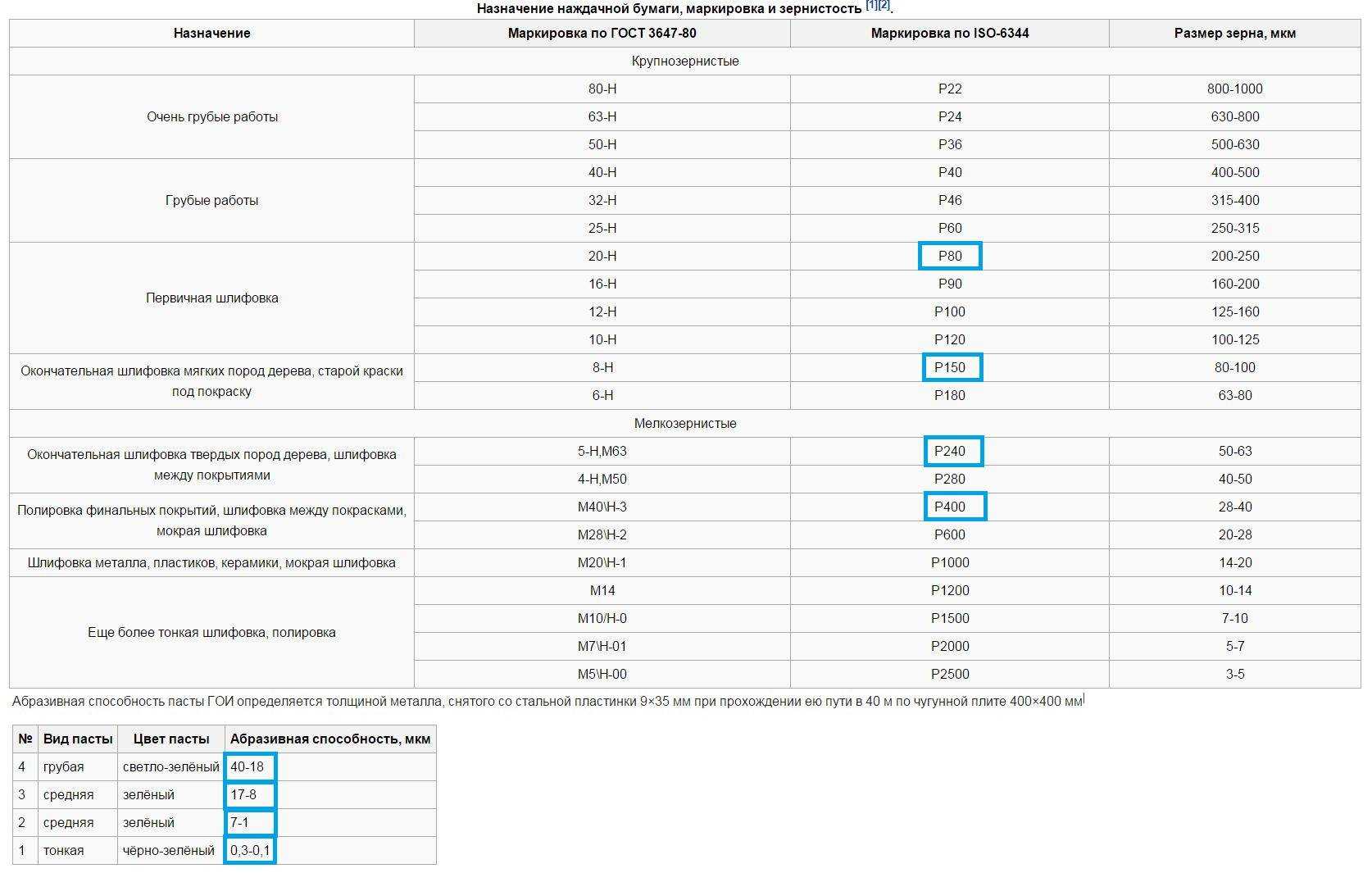
- P22, P24, P36 (80-H, 63-H, 50-H) — для очень грубой, черновой обработки
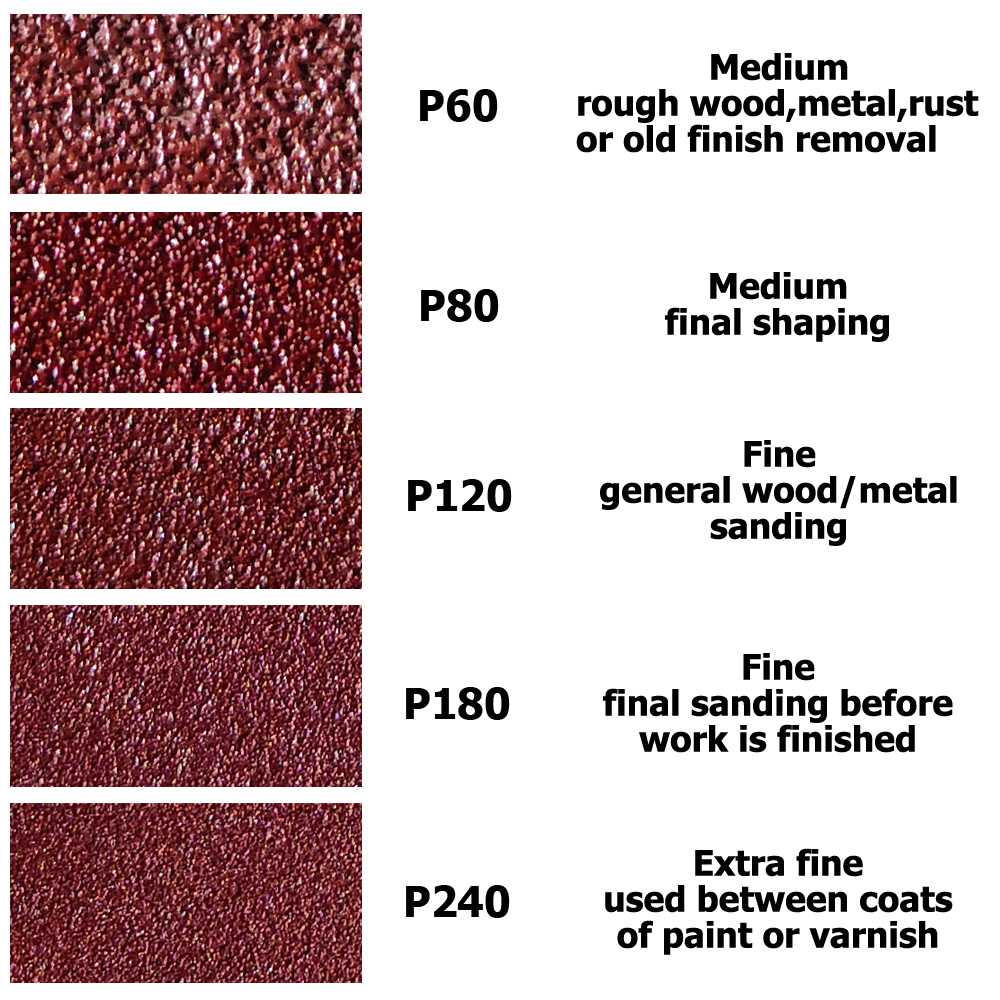
- P40, P46, P60 (40-H, 32-H, 25-H) — грубая обработка дерева
- P80, P90, P100, P120 (20-H, 16-H, 12-H, 10-H) — начинаем шлифовать, сглаживая поверхности и неровности
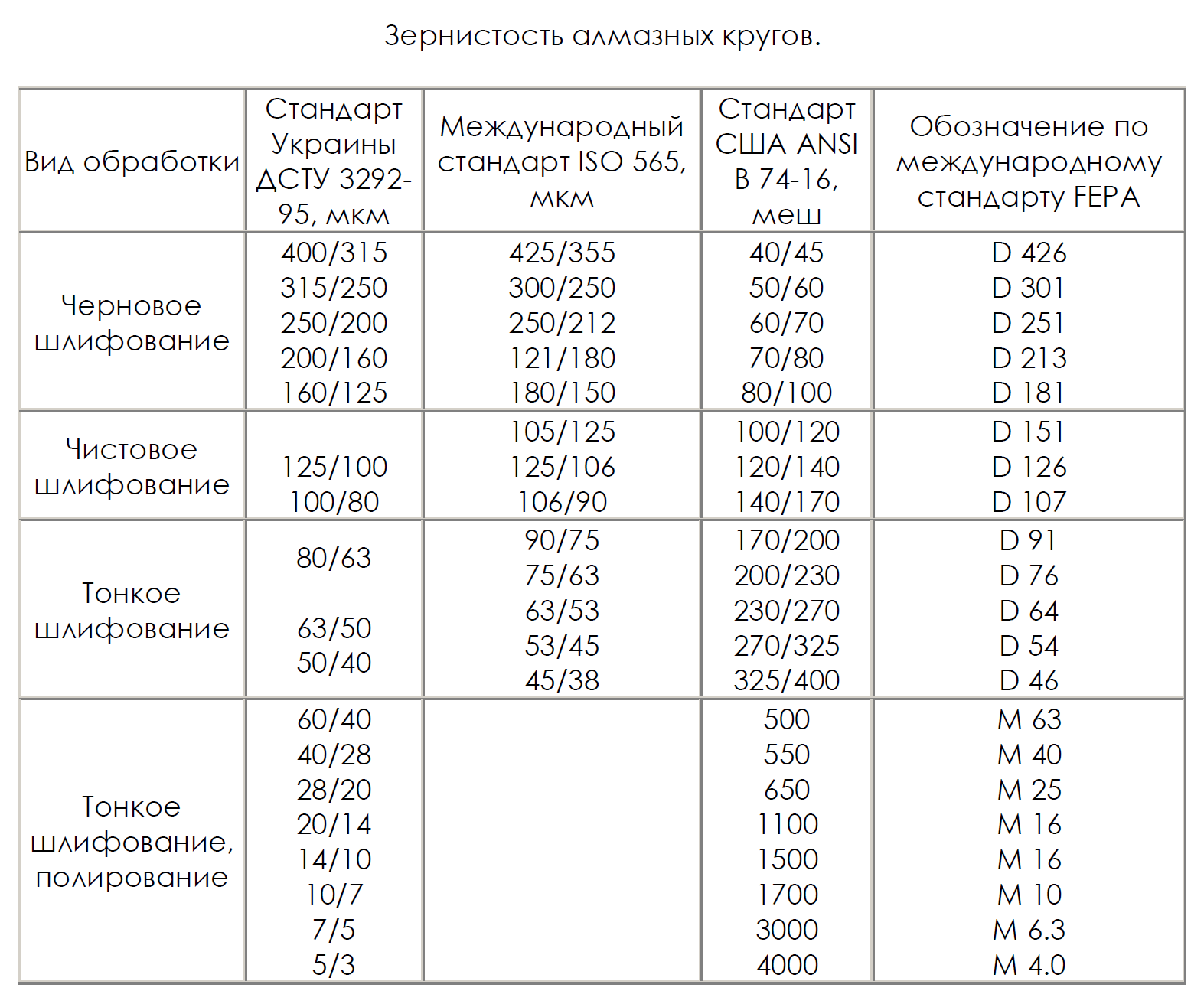
- P150, P180 (8-H, 6-H) — подготовка к окончательной шлифовке твердых пород дерева, окончательная шлифовка мягких пород дерева, а так же може снимать этим зерном старую краску.
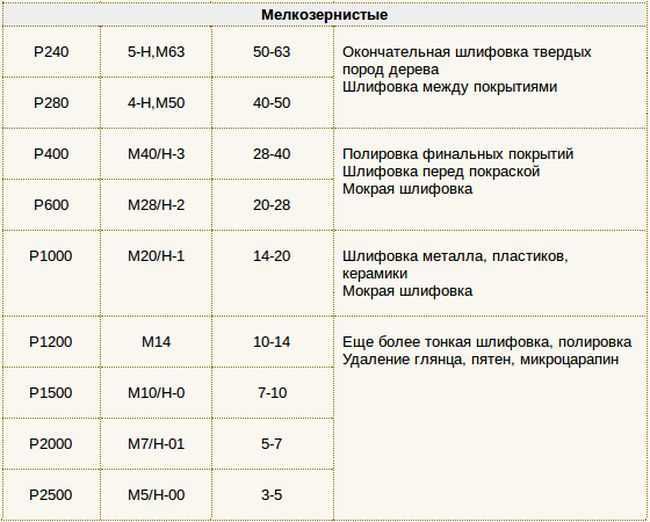
Мелкозернистая наждачная бумага
- P240, P280 (5-H, 4-H или M63, M50) — окончательная шлифовка твердых пород дерева
- P400, P600 (3-Н, 2-H или М40, М28) — полировка финальных покрытий, мокрая шлифовка
- P1000 (1-H, M20) — опять же мокрая шлифовка, или же шлифовка металла, пластика, керамики почти в зеркало, с небольшой матовостью
- P1200, P1500, P2000, P2500 (0-H, 01-H, 00-H или М14, М10, М7, М5) выводим материал в зеркало, удаляем матовость (глянец) или пятна
И так с зернистостью мы разобрались, что там осталось:
Ну, что же давайте по очереди.
1) шлифматериал
- K — электрокорунд. Этот абразив применяется чаще всего. Используется для дерева, стали (закаленной и незакаленной), ковкого чугуна
- C — карбид кремния. Для чистовой обработки металла, дерева, мрамора, гранита, чугуна, алюминия, бронзы, пластмассы…
- G — электрокорунд циркониевый.
- A — электрокорунд легированный.
- V — электрокорунд белый. Для обработки жаропрочных сталей.
- S — электрокорунд керамический.
2) основа
- K — Х/Б ткань
- P — бумага
- F — фибра
- C — комбинированная
- X — полиэстер
- T — латексная бумага
Конечно же меньше всего выдержит наждачка на бумажной основе. Наждачная бумага на Х/Б или полиэстеровой основе обычно пропитываются полиэфирной смолой для придания прочности и водостойкости.
3) связующее
4) нанесение шлифматериала
- 1 — открытое нанесение
- 2- антистатическое покрытие
- 3 — стеаратовое покрытие
- 4 — стеаратовое покрытие + открытое нанесение
5) свойства основы
Если бумага, то буквами A-G будет указана плотность (от 70 до 300 г/кв.м ), если же ткань, то
- Е — особо гибкая
- F — очень гибкая
- J — гибкая
- Т — жёстко-гибкая
- X — жёсткая
- Y — очень жёсткая
6) водостойкость
Если указана буква «W» то наждачная бумага водостойкая, если нету такой буквы, то и суда нет =)
Если вам была интересна и полезна статья, то обязательно, просто обязательно ставим лайк и подписываемся!!! Все предложения, пожелания и критику шлите на badart@yandex.ru или же в комментарии под публикацией!
Чистка и шлифовка
После сборки деревянного изделия его поверхность требуется выровнять и зашлифовать. Обработке подлежат торцевые спилы, места выборки пазов рубанком, следы столярного клея, места, где откололись небольшие щепки, торчащие волокна в местах продольного распила или распила под углом.
При подготовке поверхности для обработки морильными жидкостями или покрытия лаком для шлифовки потребуется применение самой мелкой шкурки. Рекомендуется также подвергнуть шлифовке мелкозернистыми марками и фанерные изделия, несмотря на кажущуюся ровность их поверхности. Мельчайшие неровности, невидимые глазом, после лакировки приобретут рельеф и отличную видимость.
Выбираем зернистость. от снятия старой краски до шлифовки стеклянных изделий
На обратной стороне наждачной бумаги нарисована маркировка, но в зависимости от производителя и года она может отличаться. Покупать её лучше, осматривая лично, а не доверять неопытным людям или заказывая в интернете. Если же такой возможности нет, опирайтесь на сочетание показателей, а не на цифры.
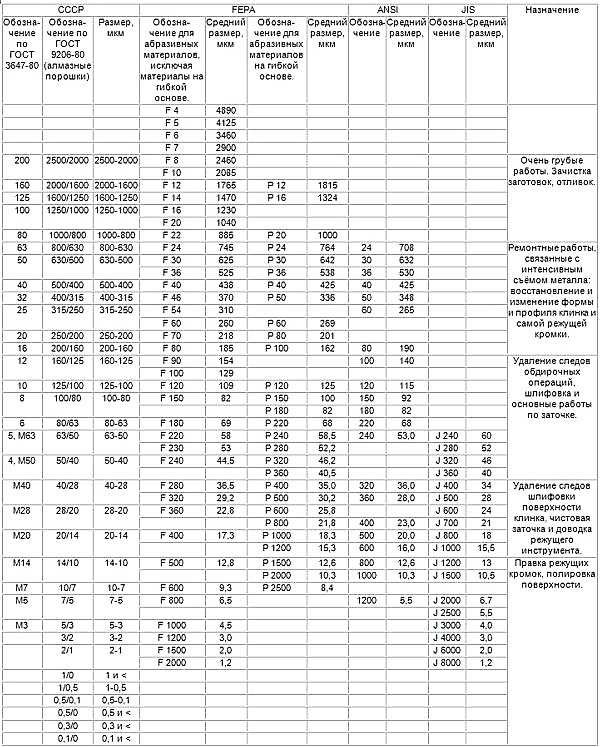
Таблица № 1. Маркировка зернистости
| СССР | Современная маркировка | Назначение | ||||
| ГОСТ-3647-80 | Размер, мкм | Образивные материалы не на гибкой основе | Размер, мкм | Образивные материалы на гибкой основе | Размер, мк | |
| F 4 | 4890 | Грубая зачистка швов или снятие старого покрытия | ||||
| F 5 | 4125 | |||||
| F 6 | 3460 | |||||
| F 7 | 2900 | |||||
| 200 | 2500/2000 | F 8 | 2460 | |||
| F10 | 2085 | |||||
| 160 | 2000/1600 | F12 | 1765 | P 12 | 1815 | |
| 125 | 1600/1250 | F 14 | 1470 | |||
| 100 | 1250/1000 | F 16 | 1230 | P 16 | 1324 | |
| F 20 | 1040 | P 20 | 1000 | |||
| 80 | 1000/800 | F 22 | 885 | |||
| 63 | 800/630 | F 24 | 745 | P 24 (24) | 764 (708) | Выравнивание поверхности |
| 50 | 630/500 | F 30 | 625 | P 30 (30) | 642 (632) | |
| F 36 | 525 | P 36 (36) | 538 (530) | |||
| 40 | 500/400 | F 40 | 438 | P 40 (40) | 425 (425) | |
| 32 | 400/315 | F 46 | 370 | |||
| 25 | 315/250 | F 54 | 310 | 60 | 265 | |
| F 60 | 260 | P 60 | 269 | |||
| 20 | 250/200 | F 70 | 218 | P 80 | 201 | |
| 16 | 200/160 | F 80 | 185 | P 100 (80) | 162 (190) | |
| 12 | 160/125 | F 90 | 154 | Грубая шлифовка поверхности, убирающая царапины | ||
| F 100 | 129 | P120 (120) | 125 (115) | |||
| 10 | 125/100 | F 120 | 109 | P 150 (150) | 100 (92) | |
| 8 | 100/80 | F 150 | 82 | P 180 (180) | 82 (82) | |
| 6 | 80/63 (80-63) | F 180 | 69 | P 220 (220) | 68 (68) | |
| 5 М63 | 63/50 (63-50) | F 220 | 58 | P240 (240) | 58,5 (58,5) | |
| F 230 | 53 | P 280 (J 280) | 52,2 (52) | |||
| 4 M50 | 50/40 (50-40) | F 240 | 44,5 | P 320 (J 320) | 46,2 (46) | |
| P 360 ( J 360) | 40,5 (40) | |||||
| M 40 | 40/28 (40-28) | F 280 | 36,5 | P 400 (320 или J 400) | 35 (36 или 34) | Удаление следов грубой шлифовки, заточка металла для клинка |
| F 320 | 29,2 | P 500 (360 J 500) | 30,2 (28) | |||
| М 28 | 28/20 (28-20) | F 360 | 22,8 | P 600 ( J600) | 25,8 (24) | |
| P 800 ( 400 J 700) | 21,8 (23 21) | |||||
| M 20 | 20/14 (20-14) | F 400 | 17,3 | P 1000 (500 J 800) | 18,3 (20 18) | |
| P 1200 (600 J 1000) | 15,3 (16 15,5) | |||||
| M 14 | 14/10 (14-10) | F 500 | 12,8 | P 1500 (800, J 1200) | 12,6 (12,6, 13) | Финишная шлифовка изделий до идеального состояния, обработка лезвия после заточки |
| P 2000 (1000, J 1500) | 10,3 (10,3, 10,5) | |||||
| M 7 | 10/7 (10-7) | F 600 | 9,3 | P 2500 | 8,4 | |
| M 5 | 7/5 (7-5) | F 800 | 6,5 | 1200 (J 2000) | 5,5 (6,7) | |
| J 2500 | 5,5 | |||||
| M 3 | 5/3 (5-3) | F 1000 | 4,5 | J 3000 | 4 | |
| 3/2 (3-2) | F 1200 | 3 | J 4000 | 3 | ||
| 2/1 (2-1) | F 1500 | 2 | J 6000 | 2 | ||
| F 2000 | 1,2 | J 8000 | 1,2 | |||
| 1/0,5 (1-0,5) | ||||||
| 0,5/0,1 (0,5-0,3) | ||||||
| 0,3/0,1 (0,3-0,1) | ||||||
| 0,1 и < |
Во всех ситуациях выбирайте не менее трёх вариаций и начинайте с большей зернистости, а заканчивайте наиболее мелкой.
Варианты обработки по материалу:
- стекло, пластик и камень — используют мокрый метод шлифовки, поэтому выбирайте листы на влагостойкой основе. Если есть сколы — начинайте с 3 тыс. мкм, при лёгких царапинах с 1500 мкм. Далее переходите на 1 тыс. или 600 мкм и завершайте 100 или 30 мкм. Для наведения глянца используется паста ГОИ. На объективах, линзах или экранах более щадящие составы;
- деревянные и гипсовые поверхности — лучше выбрать более мелкие фракции, чтобы не оставлять глубокие царапины. Начинать можно с 1 тыс. мкм и заканчивать от 30 и ниже;
- железо — шлифуется разными размерами, в зависимости от задач. Для придания нужной формы, берут самые грубые фракции от 4890 микрон и заканчивают нулёвками. Как правило, используют 4–5 промежуточных вариантов. Крупные абразивы для мягких металлов как золото и олово использовать нельзя;
- поверхность, окрашенная водоэмульсионной краской — завершайте шлифовку наждачной бумагой с фракцией близкой к нулю. Иначе она проявит все мелкие царапины.
Будьте осторожны и не перепутайте тип и микроны. Если маркировка показывает от F4 до F22 — это грубая наждачная бумага, но зернистость её измеряется только в микронах и равна от 4890 до 885 мкм. При выборе лучше называть размер зерна, 1 мкм = 0,001 мм.
Виды наждачной бумаги: основная классификация
Если не обращать внимания на назначение и область применения наждачной шкурки, а сосредоточить свое внимание исключительно на основных характеристиках этого инструмента, то классифицировать его можно всего-навсего по двум признакам. Зернистость наждачной бумаги и материал основания, на которое нанесен абразив как раз и являются основополагающими моментами при выборе стандартной наждачной бумаги, реализуемой в листах или лентами
Разберемся с этими моментами несколько подробнее
Разберемся с этими моментами несколько подробнее.
-
Основа наждачной бумаги. Здесь существует всего парочка вариантов – современные предприятия производят тканевую наждачную бумагу и бумажную в прямом смысле слова. В чем между ними разница? Исключительно в долговечности – тканевая наждачная бумага намного прочнее и подходит даже для машинной обработки. Именно из нее создается практически вся специальная наждачная бумага, применяемая в паре с такими инструментами, как шлифовальные машины или просто насадки на какой-либо электроинструмент. Также можно проследить некоторую связь между величиной зернистости наждачки и основанием, на которое это зерно наносится – так называемая нулевка (наждачка для тонкой обработки поверхности) никогда не изготавливается на тканевой основе.
-
-
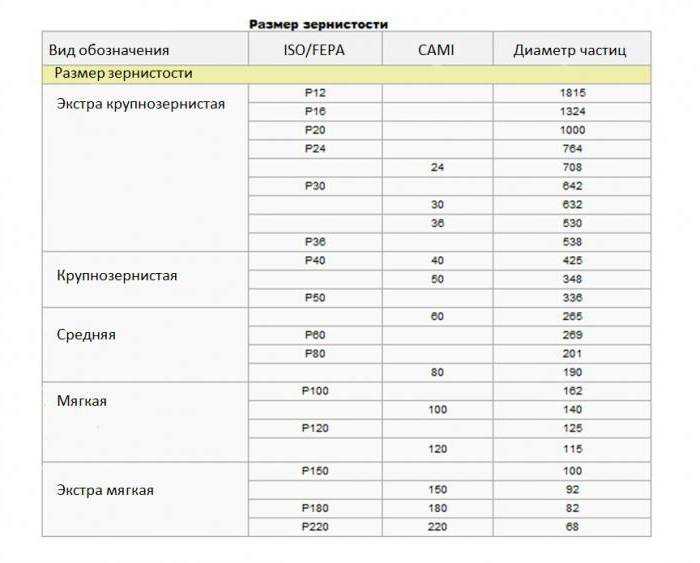
Зернистость. Именно зерно, а вернее его величина, отвечает за качество обработки поверхности – ни для кого не секрет, что современная наждачная бумага может быть предназначена как для грубой обдирки различных материалов (в основном древесины или металлов), так и для тонкой их шлифовки. Отличить зернистость наждачной бумаги можно либо визуально (для этого нужен наметанный глаз), либо по маркировке, о которой следует поговорить немного подробнее. В принципе, ничего мудреного маркировка наждачной бумаги собой не представляет – она выглядит в виде одной буквы P и стоящих рядом с ней цифр, которые указывают на величину абразивного зерна. Наждачная бумага с маркировкой Р12-Р60 предназначена для грубой обдирки материалов. Инструмент этого типа, имеющий маркировку Р80-Р120 используется для средней шлифовки, так сказать, сглаживания поверхностей и удаления ее неровностей. Для производства тонких шлифовальных работ применяется мелкая наждачная бумага с маркировкой Р150-Р180. И для очень тонкой доводки поверхности – для получения идеальной поверхности используется очень мелкая наждачная бумага с маркировкой Р220 и выше. Подводя черту под всем вышенаписанным, можно вывести следующую закономерность – чем большая цифра располагается рядом с буквой “Р”, тем меньше зернистость наждачной бумаги и тем тоньше работу она может производить.




В принципе, это еще далеко не все отличительные моменты, характеризующие современную наждачную бумагу – как минимум дополнительно ее можно классифицировать еще по паре моментов, на которые редко кто из людей обращает внимание. В первую очередь, это сам абразив – стандартно в его качестве выступает карбид кремния, но могут быть и другие варианты
Например, электрокорунд, который используется в современном мире весьма редко
Во-вторых, классифицировать наждачную бумагу можно по степени водостойкости – водостойкая наждачная бумага подойдет в тех случаях, когда работы с ее использованием производятся с применением охлаждающих жидкостей. Также в отдельную категорию наждачной бумаги можно выделить абразивную сетку и абразивную губку – в большинстве случаев эти инструменты используются для работы с очень мягкими и податливыми материалами, такими как шпаклевка
Например, электрокорунд, который используется в современном мире весьма редко. Во-вторых, классифицировать наждачную бумагу можно по степени водостойкости – водостойкая наждачная бумага подойдет в тех случаях, когда работы с ее использованием производятся с применением охлаждающих жидкостей. Также в отдельную категорию наждачной бумаги можно выделить абразивную сетку и абразивную губку – в большинстве случаев эти инструменты используются для работы с очень мягкими и податливыми материалами, такими как шпаклевка.
Наждачная бумага для дерева
Дерево считается более мягким материалом, поэтому и наждачку стоит подбирать иначе. Для обработки деревянных изделий применяют абразив из:
- граната;
- керамики;
- окиси алюминия.
Причем каждый вид применяется на определенном этапе изготовления детали. Керамика используется во время формирования изделия, так как обладает высокой твердостью и долговечностью. Гранат и окись алюминия используются на этапе покраски и выравнивания поверхности.
Для дерева выбирают крупнозернистую бумагу с заметными зазорами между частицами абразива. Основа может быть любая и зависит от интенсивности использования.