Обработка конических поверхностей на токарном станке
Величину сдвига корпуса задней бабки определяют по шкале, имеющейся на торце опорной плиты. Можно также измерить расстояние между вершинами центров, закрепленных в передней и задней бабках. Существуют и другие способы.
Способ обработки конической поверхности при смещении задней бабки имеет то преимущество, что тут можно применить механическую подачу и не нужны никакие дополнительные приспособления. Наряду с этим этот способ имеет недостатки: обрабатывать можно только детали с небольшой конусностью; точность обработки невелика; во время работы центровые отверстия перекашиваются и быстро теряют свою форму (поэтому рекомендуется применять центры с вершинами в форме шарика).
Способ поворота верхней части суппорта применяют для обработки коротких конических поверхностей с углом наклона α>10°. Однако этот способ имеет и свой недостаток: применяется ручная подача. Верхний суппорт выставляют под углом а при помощи шкалы поворотного суппорта.
Для обработки конических поверхностей с углом наклона, не превышающим 10—12°, современные токарные станки оснащены специальным приспособлением, называемым конусной линейкой. Сущность способа обработки конических поверхностей с применением конусной линейки заключается в том, что коническая поверхность образуется в результате одновременного использования продольной и поперечной подач: продольная подача резца обеспечивается обычно ходовым валиком, а поперечная — конусной линейкой (рис. 127).
К станине станка прикреплен уголок 2, на котором закреплена плита 3 с линейкой 5. Эта линейка может поворачиваться вокруг пальца в горизонтальной плоскости. Угол поворота линейки определяют по шкале В, нанесенной на плиту 3. Линейка крепится винтами 4 и 8, которые могут передвигаться вместе с ней в криволинейных пазах. Корпус поперечного суппорта по сравнению с обычным удлинен. В нем имеются два паза. Через паз А проходит болт 1, соединяющий поперечный суппорт с гайкой винта поперечной подачи. Если ослабить болт 1, поперечный суппорт будет свободно передвигаться в направляющих. Через паз С проходит болт 6, соединяющий поперечный суппорт с ползуном 7, охватывающим линейку. Таким образом, если ослабить болт 1 и затянуть болт 6, то при продольной подаче перемещение суппорта в поперечном направлении будет определяться углом поворота конусной линейки. Следовательно, конусная линейка — это универсальное приспособление, позволяющее в определенных пределах обрабатывать конические поверхности с любым углом наклона. При этом можно применять механическую подачу.
Для обработки конических поверхностей иногда используют широкие резцы с углом в плане, соответствующим углу конуса. Однако высота конуса при этом не должна превышать 15—20 мм, иначе возникают вибрации.
Конические отверстия чаще всего обрабатывают при помощи поворота верхней части суппорта, а также с использованием конусной линейки и разверток.
При обработке отверстия в сплошном материале сначала просверливают отверстие сверлом, диаметр которого на 2—3 мм меньше диаметра окружности срезанной части конуса. Если угол наклона конуса велик, отверстие дополнительно рассверливают или растачивают уступами. После этого отверстие растачивают на конус.
Наибольшей производительности и точности при изготовлении конических отверстий достигают, применяя конические развертки. Поскольку при этом приходится снимать значительный припуск, используют комплект разверток, состоящий из трех инструментов: для черновой, получистовой и чистовой токарной обработки. Черновая развертка (рис. 128, а) характерна тем, что режущие кромки у нее ступенчатой формы и имеют канавки для измельчения стружки. Получистовая (рис. 128, б) — обеспечивает большую чистоту обработанной поверхности и имеет более мелкие канавки. Прямолинейные режущие кромки чистовой развертки (рис. 128, в) являются сплошными. Чистовая развертка необходима для окончательной обработки отверстия.
Размеры конических поверхностей проверяют универсальными угломерами и угловыми шаблонами, а при обработке партии одинаковых деталей — калибрами.
Виды сверл по металлу
- Спиральные(часто встречающие и самые популярные)
- Корончатые
- Конические или ступенчатые или как ещё называют конусное
- Перовое сверло
Вот мы разделили сверла по их внешнему виду. Это будет основным критерием. Теперь пройдёмся в общих чертах по видам, которые мы выделили, в каким именно ситуациях мы будем применять те или иные виды сверл при работе с металлом.
Спиральные
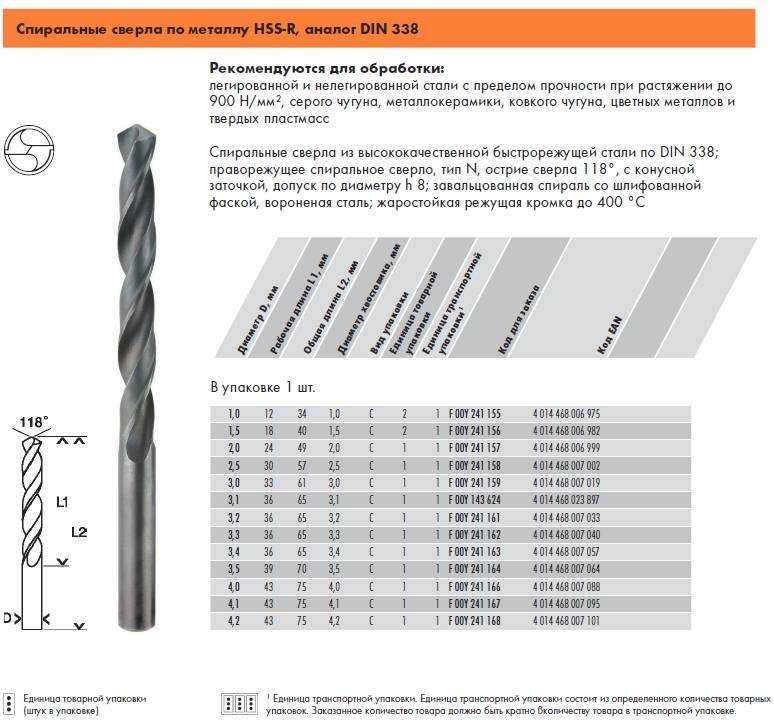
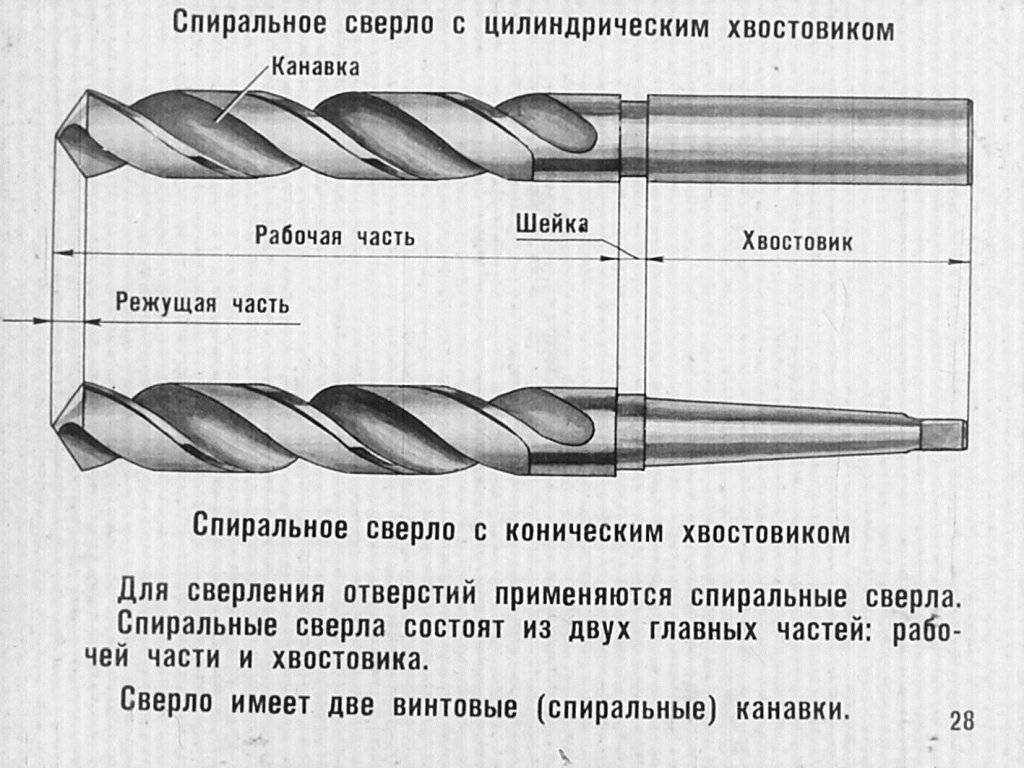
Спиральные сверла по металлу являются самыми популярными, и не только при работе с металлом. Они обладают высокой точностью и качеством при просверливании отверстий. Спиральные сверла представляют собой цилиндрический вид с выполненными спиралевидными канавками, которые расположенные вдоль всей рабочей зоны. Они позволяют отводить стружку металла из высверливаемого отверстия. На конце рабочей зоны находятся чаще всего две кромки, которые режут металл. За счет них сверло проделывает отверстия в металле.

Спиральные сверла можно использовать как на сверлильном станке, так и на ручной дрели. На станке будет выше точность вышей работы.
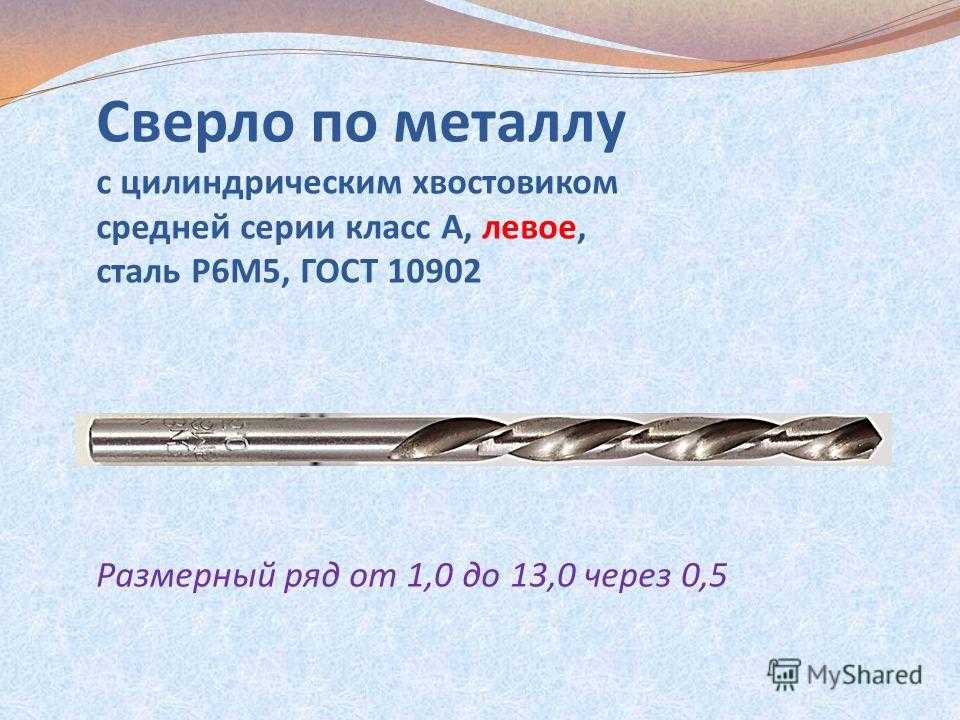
Спиральные сверла по металлу бывают с цилиндрическим хвостовиком и каноническим и шестигранным.
 Сверло по металлу с каноническим хвостовиком
Сверло по металлу с каноническим хвостовиком
Если посмотреть на исполнение спирального сверла, можно выделить следующие группы:
- Спиральные сверла повышенной точности. Такие сверла применяются мастерами которым нужен высокий уровень точности при сверлении. Купив такое сверло, вы будете уверены в точности до микронов, в диаметре отверстия. Сверла повышенной точности можно распознать по маркировке А1 выбитой на их основании.
- Левостороннее спиральное сверло. Что бы ответить на вопрос для чего они применяются, можно вспомнить ситуацию, которая случалась с многими-а именно когда обламывается шляпка болта. Выкрутить его основание не представляется возможным. Именно для таких случаев и предназначено левостороннее спиральное свело-оно помогает выкрутить обломанные болты, шпильки. У кого то возникнет вопрос, как отличить левостороннее сверло от обычного-для этого достаточно взглянуть в какую сторону закручена его рабочая зона.
- Спиральные сверла по металлу общего назначения. Это тот вид, который мы используем чаще всего. Они имеют большой диапазон рабочих диаметров, вплоть до 80мм. Такие сверло часто применяются как в быту, так и на производстве.
Корончатые сверла

Корончатые сверла по металлу позволяют делать отверстия в металле больших диаметров. За счёт того, что при их использовании режется только наружная часть диаметра, затраты энергии на сверление минимальные. Это позволяет делать большие отверстия быстрее чем спиральными сверлами. В середине корончатого сверла находится обычное спиральное сверло, для центровки. Они позволяют делать отверстия диаметром до 15 сантиметров.
Внешним видом корончатое сверло по металлу похоже на стакан, с канавками с наружной стороны, для отвода стружки. И с центрирующим сверлом. На конце коронки присутствуют режущие зубья, которые изготавливаются из металла твердого сплава и с алмазным напылением.

Конические (ступенчатое, конусное)

Ступенчатое или конусное сверло получило своё название за счёт своего вида. Оно похоже на конус. Конус ступенчатого сверла может быть как плавный, так и ступенями. Конусное ступенчатое сверло по металлу является универсальным, так как одним таким сверлом можно сделать отверстия разных диаметров. Оно применяется для сверления отверстий различного диаметра, или для увеличения отверстия в тонких металлах, в основном до 4мм. На конце конусное сверло имеет центрирующий наконечник, который позволяет сразу начинать сверлить в нужном месте, без сдвигов.
Конусные сверла бывают разных диаметров, вплоть от 4мм до 32мм.
Перовое сверло по металлу

Перовое сверло для металла имеет плоскую рабочую часть, причем она сменная. Сменную пластину к перовому сверлу по металлу можно купить отдельно, когда старая будет тупая.
Из плюсов перового сверла можно подчеркнуть его малую стоимость, что позволяет сделать его популярным для использования в домашних условиях.
Минусом же первого сверла является отсутствие отвода стружки, что дает некоторые не удобства по время работы. Во время сверления придется чаще останавливаться, и доставать перовое сверло из отверстия, для удаления стружки.
Теперь давайте разберем каждый показатель качества сверла по порядку.
Цвет, который имеет поверхность сверла по металлу, – это параметр, по которому можно судить о качестве представленного инструмента, но, пожалуй, это один самых сомнительных способов определения качества инструмента. Загвоздка в сверлах серого и черного цвета.
Сверла с преобладанием серого цвета
Существует точка зрения, что серые сверла – самые дешевые и неподходящие даже для разовой работы. Не имеющие никаких улучшений, специальной обработки. Это не правда. Например, сверла, прошедшие оксидную обработку — вполне могут быть серыми. Поэтому, при выборе сверла, не верьте байкам и не бегите мимо серых сверл – они могут быть вполне пригодными для работы.
Преобладает черный цвет

Есть мнение, что сверла черного цвета лучше, чем серые. И дороже. Это не верно и не точно. Да, есть сверла, которые чернеют от обработки паром или чего-то ещё, но в целом – черные сверла тоже могут быть низкого качества. Не доверяйте слепо таким схемам.
Золотистый оттенок сверла
Это инструменты, прошедшие процедуру отпуска. Отпуск металла означает нагревание чуть ниже предельного допустимого значения, а затем постепенное охлаждение на воздухе до температуры окружающей среды. Отпуск позволяет снять внутренние напряжения материала сверла, улучшить его прочность.
Насыщенный золотой цвет

Эти сверла считаются лучшим высшим инструментов, и разумеется, дорого стоят. Собственно, оттенок сверла приобретают за счет добавления в состав титана. Этот материал снижает трение сверла о поверхность, что сильно увеличивает его живучесть.
Выбирая сверло того или иного типа, имейте в виду, на какой срок его службы Вы рассчитываете и какого качества отверстий ожидаете.
Чем чаще и интенсивнее Вы сверлите металл, тем более дорогие сверла подойдут для работы. Как мы уже говорили, лучше купить одно дорогое сверло, чем использовать для профессиональной работы 10 самых дешевых. Удовольствия от работы будет мало, само сверление будет отнимать больше времени и сил.
Приобретение дешевого инструмента — это экономия денег, но их приходится чаще менять, к тому же они подходят, скорее, для разовой или нечастой работы со средним усилием и податливым металлом.
Как выбрать конусное сверло
Косвенным признаком качественного изделия будет являться его цена. К тому же по цвету металла можно будет сказать из материала и какой прочности изготовлен буравчик.
Ступенчатые изделия можно разделить по цвету на несколько групп по качеству:
- Серый цвет говорит, что изделие сделано из стали, которая не подвергалась дополнительной обработке. Такие изделия имеют невысокую прочность.
- Чёрный цвет указывает на закалку перегретым паром. Качество будет немного выше чем у серых собратьев, но и стоимость отличается в большую сторону.
- Тёмно-золотистый цвет получается, если инструмент подвергался высокотемпературному отпуску. Процедура позволяет убрать чрезмерное напряжение в металле, что положительно сказывается на эксплуатационных характеристиках изделия.
- Если конусное сверло имеет ярко-золотистый цвет, то по этому признаку можно идентифицировать наличие износостойкой поверхности состоящей из нитрида титана. Тип материала является самым прочным, но и стоимость будет в несколько раз выше, в сравнение с дешёвыми аналогами.
Кроме качества материала на финальную стоимость будет влиять диаметр приобретаемого инструмента.
Например:
- качественное ступенчатое сверло по металлу 4-32 мм будет стоить не менее 1000 рублей;
- если не требуется сверлить отверстия большого диаметра, то можно приобрести сверло 4-20 мм, стоимость которого при равном качестве будет примерно 500-600 руб.
Видео:
Какие лучше ступенчатые сверла по металлу можно определить по отзывам в сети Интернет. Качественную информацию получить можно на специализированных форумах, где общаются специалисты применяющие конусные изделия в ежедневной работе.
Заточка инструмента
При длительном использовании даже качественные изделия могут затупиться. Каждому домашнему мастеру необходимо знать, как заточить ступенчатое сверло по металлу. Процедура сложная, кроме теоретических сведений нужно освоить практические навыки.
Для заточки конусного буравчика необходимо выполнить следующие действия:
- закрепить сверло в тисках:
- взять в руки небольшую болгарку с точильным кругом;
- аккуратно заточить режущие кромки, которые были повреждены.
Так удаётся восстановить работоспособность конусного инструмента самостоятельно.
Видео:
https://www.youtube.com/watch?v=-ygg29QvwV8
Если имеется возможность обратиться к специалистам, то можно за небольшие деньги получить полное восстановление буравчика.
Видео:
Как сверлить
Хорошо заточенным инструментом легко сделать высокоточные отверстия в металлическом листе толщиной до 4 мм.
Чтобы выполнить сверление правильно, желательно придерживаться рекомендаций:
- место для сверления намечается керном;
- сверло во время работы держится в строго перпендикулярном положении по отношению к плоскости металла;
- сверление металла производить на малых оборотах. Чем больший диаметр отверстия необходимо сделать, тем медленнее должен вращаться режущий инструмент. Идеально для выполнения данной задачи подходит шуруповёрт;
- следует смазать сверло небольшим количеством машинного масла, чтобы снизить рабочую температура инструмента во время работы.
При соблюдении требований конусное изделие прослужит долго, без заточки.
Видео:
МЕТОДЫ ИСПЫТАНИЙ
3.1. Испытания сверл на работоспособность, средний и 95%-ный периоды стойкости проводятся на сверлильных, фрезерных, токарных станках с механизированной подачей с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
3.2. Сверла должны испытываться на образцах из стали марки 45 по ГОСТ 1050 твердостью 187 . . . 207 НВ сверлением глухих отверстий глубиной равной трем диаметрам, но не более 85 мм. Параметр шероховатости поверхности образца не должен быть более, мкм: для сверл диаметром до 2,95 мм 0,8 для сверл диаметром св. 2,95 мм 40
3.3. В качестве смазочно-охлаждающей жидкости должен применяться 5%-ный по массе раствор эмульсола в воде с расходом не менее 5 дм/мин или масляные СОЖ.
3.4. При сверлении отверстий диаметром до 1 мм поверхность заготовки допускается предварительно закернить.
3.5. Испытания сверл должны проводиться на режимах, указанных в табл.8.
Таблица 8
|
Диаметр сверла, мм |
Скорость резания для сверл серии, м/мин |
Подача для сверл, мм/об |
Количество отверстий при испытаниях на работоспособность |
||
|
короткой и нормальной |
длинной и удлиненной |
коротких и нормальных |
длинных и удлиненных |
||
|
От 0,25 до 0,5 |
12 |
— |
0,004 |
— |
30 |
|
Св. 0,5 до 0,7 |
14 |
0,006 |
|||
|
Св. 0,7 до 0,9 |
15 |
0,008 |
|||
|
Св. 0,9 до 1,1 |
20 |
16 |
0,010 |
0,008 |
|
|
Св. 1,1 до 1,4 |
21 |
0,015 |
0,012 |
25 |
|
|
Св. 1,4 до 1,8 |
18 |
0,020 |
0,015 |
||
|
Св. 1,8 до 2,2 |
0,025 |
0,020 |
|||
|
Св. 2,2 до 2,8 |
23 |
20 |
0,030 |
0,025 |
22 |
|
Св. 2,8 до 3,0 |
25 |
0,040 |
0,030 |
||
|
Св. 3,0 до 5,0 |
29 |
23 |
0,100 |
0,070 |
20 |
|
Св. 5,0 до 7,0 |
29 |
0,140 |
0,100 |
18 |
|
|
Св. 7,0 до 9,0 |
0,170 |
0,140 |
|||
|
Св. 9,0 до 11,0 |
28 |
22 |
0,200 |
0,170 |
15 |
|
Св. 11,0 до 14,0 |
0,220 |
0,170 |
|||
|
Св. 14,0 до 18,0 |
0,250 |
0,200 |
12 |
||
|
Св. 18,0 до 23,0 |
0,280 |
0,220 |
10 |
||
|
Св. 23,0 до 30,0 |
0,320 |
0,250 |
6 |
||
|
Св. 30,0 до 35,0 |
27 |
21 |
0,400 |
0,280 |
4 |
|
Св. 35,0 до 45,0 |
— |
0,430 |
— |
4 |
|
|
Св. 45,0 до 60,0 |
0,560 |
3 |
|||
|
Св. 60,0 до 80,0 |
25 |
0,800 |
3 |
Примечания:
1. Для сверл, изготовленных из стали марки 9ХС, поправочный коэффициент на скорость резания и подачу равен 0,5.








2. При отсутствии на станке необходимых подач (мм/об), вращения (мин) допускается подбирать ближайшие и при условии, что минутная подача отличалась не более 10% от подсчитанной по данным, указанным в табл.8.
3.6. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сколов и сверла должны быть пригодны к дальнейшей работе.
3.7. Приемочные значения среднего и 95%-ного периодов стойкости должны быть не менее указанных в табл.9.
Таблица 9
|
Диаметр сверла, мм |
Приемочные периоды стойкости, мин |
|||
|
средний |
установленный |
|||
|
А1 |
B1, B |
А1 |
В1, В |
|
|
От 0,25 до 0,5 |
8 |
— |
2,3 |
— |
|
Св. 0,5 до 0,7 |
9 |
2,8 |
||
|
Св. 0,7 до 0,9 |
12 |
3,5 |
||
|
Св. 0,9 до 1,1 |
16 |
11 |
4,5 |
2,8 |
|
» 1,1 » 1,4 |
20 |
14 |
6,0 |
3,5 |
|
» 1,4 » 1,8 |
23 |
16 |
7,0 |
4,0 |
|
» 1,8 » 2,2 |
26 |
18 |
8,0 |
4,5 |
|
» 2,2 » 2,8 |
29 |
21 |
9 |
5,0 |
|
» 2,8 » 3,0 |
33 |
23 |
10 |
6,0 |
|
» 3,0 » 5,0 |
34 |
24 |
15 |
8 |
|
» 5,0 » 7,0 |
36 |
25 |
16 |
9 |
|
» 7,0 » 9,0 |
41 |
28 |
18 |
10 |
|
» 9,0 » 11,0 |
49 |
34 |
22 |
12 |
|
» 11,0 » 14,0 |
58 |
40 |
26 |
14 |
|
» 14,0 » 18,0 |
64 |
45 |
29 |
16 |
|
» 18,0 » 23,0 |
76 |
51 |
35 |
18 |
|
» 23,0 » 30,0 |
82 |
56 |
37 |
20 |
|
Св. 30,0 до 35,0 |
— |
62 |
— |
22 |
|
» 35,0 » 45,0 |
68 |
24 |
||
|
» 45,0 » 60,0 |
74 |
25 |
||
|
» 60,0 » 80,0 |
85 |
30 |
3.8. Твердость сверл контролируют на приборах по ГОСТ 23677.










3.9. Контроль внешнего вида сверл проводят визуально.
3.10. Параметры шероховатости поверхностей сверл проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в п.1.11 с применением лупы ЛП-1-2 по ГОСТ 25706.
3.11. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более: при измерении линейных размеров — значений, указанных в ГОСТ 8.051; при измерении углов — 35% значения допуска на проверяемый угол; при контроле формы и расположения поверхностей — 25% значения допуска на проверяемый параметр.
3.12. Для сверл диаметром от 3 мм допускается проводить ускоренные испытания на средний период стойкости. При проведении ускоренных испытаний пяти сверл на режимах, указанных в п.3.11, износ по задней поверхности измеряется после времени работы . Значения времени и допустимый средний износ должны быть не более указанных в табл.10.
Таблица 10
|
Диаметр сверла, мм |
Время испытаний сверл классов точности, мин |
Средний износ, мм |
|
|
А1 |
В1, В |
||
|
От 3 до 5 |
17 |
12 |
0,18 |
|
Св. 5 » 7 |
18 |
12,5 |
0,24 |
|
» 7 » 9 |
20,5 |
14 |
0,30 |
|
» 9 » 11 |
24,5 |
17 |
0,33 |
|
» 11 » 14 |
29 |
20 |
0,36 |
|
» 14 » 18 |
32 |
22,5 |
0,48 |
|
» 18 » 23 |
38 |
25,5 |
0,54 |
|
» 23 » 30 |
41 |
28 |
0,60 |
|
» 30 » 35 |
— |
25 |
0,40 |
|
» 35 » 45 |
— |
27 |
0,50 |
|
» 45 » 60 |
— |
30 |
0,60 |
|
» 60 » 80 |
— |
34 |
0,80 |
(Введен дополнительно, Изм. N 3).
Это интересно: Сверло Уаттса для сверление квадратных отверстий
HSS-G TiAN/TiN
Если на сверлах по металлу присутствует такое обозначение, то это означает, что на их рабочую часть нанесено титаново-алюминиево-нитридное напыление. Такое покрытие значительно повышает устойчивость сверл не только к коррозии, но и к износу, что способствует увеличению их эксплуатационного срока. Инструменты с такой маркировкой тоже можно использовать для обработки металлов и сплавов с прочностью, доходящей до значения 1100 Н/мм2. Производители рекомендуют применять такие разновидности сверл для обработки:
- ковкого и серого чугуна, в структуре которого включения графита имеют шаровидную форму;
- сплавов на основе меди (латуни, бронзы, мельхиора);
- стальных заготовок, полученные методом литья (в том числе литья под давлением).
Правила самостоятельной заточки
Несколько простых рекомендаций позволят заточить сверло быстро и качественно:
- В первую очередь осуществляется подготовка точильного устройства и ёмкости с жидкостью для охлаждения;
- Заточка выполняется при максимальном прижатии сверла к точильному кругу. Если ослабить усилие, то может выйти брак;
- Для каждого вида металла подбирается индивидуальный угол заточки: сталь – 140 градусов; сплавы из меди – 120 градусов; медь – 100 градусов;
- Точильным станком обрабатываются все грани сверла без исключения.
Конусное сверло — это универсальный инструмент. Его рекомендуется иметь как на производственном участке, так и в домашнем наборе для мелкого ремонта.
Конструктивные особенности ступенчатого сверла
Внешний вид этого режущего инструмента определяется исходя из его названия – сверло конусное ступенчатое. Иногда в обычном разговоре можно услышать интересный термин для этого инструмента – морковка. Он напоминает известную геометрическую фигуру – конус. Однако внешняя поверхность его может быть не только гладкой, но и ступенчатой. По конструкции оно практически не отличается от стандартных инструментов, имеет:
- направляющую часть, на которой расположена режущая кромка;
- поводок, переходящий в шейку инструмента;
- хвостовик, заданной формы (в зависимости от патрона дрели).
Конструкция ступенчатого сверла
Сверло коническое по металлу существенным образом отличается направляющей частью, которая выполняется в следующих вариантах:
- метрический конус;
- конус увеличенный удлинённый;
- инструментальный конус;
- так называемый конус Морзе.
https://youtube.com/watch?v=KyJC0S-ZbWs
Из всех четырёх типов наиболее распространённым считается третий вариант, то есть инструментальный конус. Он является наиболее универсальным для большинства сверлильных станков и станков с числовым программным управлением. Диапазон изменения допустимых диаметров достаточно широк. Например, для метрических конусов он варьируется от 1 мм до 20 мм. Конус Морзе может иметь диапазон от 6 до 30 мм. Все они изготавливаются в соответствии с ГОСТ 2092-77.
Вершина конуса разделена на три составные части:
- наконечник вершины для проведения предварительного сверления;
- первый скошенный переход для снятия так называемых заусенцев (шероховатостей);
- специальная режущая кромка (служит для последующего расширения отверстия).
Сверлильный патрон с конусом Морзе
Для расширения режущих возможностей многоступенчатого сверла по металлу на его поверхность наносится абразивное напыление. Он выполняется из алмазной или титановой крошки. Это повышает режущие свойства и снижает периодичность заточки.
Чтобы правильно выбрать ступенчатое сверло по металлу необходимо:
Подробно ознакомиться с характеристиками
Разобраться с возможностями конусного многоступенчатого сверла, например по металлу
Обратить внимание на цвет изделия. Если сверло ступенчатое по металлу имеет серо-стальной цвет, это доказывает, что данное сверло не проходило термическую обработку
Надеяться на высокие эксплуатационные характеристики не получится. Желтый или золотистый цвет указывает на то, что металл был обработан, в нём устранены все так называемые внутренние напряжения. Если поверхность конусного ступенчатого сверла по металлу носит ярко золотистый оттенок, можно смело полагать, что в его составе находится сплав нитрид титана. Добавление этого сплава существенно повышает износостойкость. Это самые дорогие инструменты. Их надёжность и долговечность полностью компенсирует этот недостаток. Чёрный цвет свидетельствует, что оно было обработано горячим паром. Оценить типоразмеры. Обычно на многоступенчатое сверло по металлу наносится маркировка, состоящая из цифр и латинских букв. Например, ∅4-15/2 HRC 61±2. Первая цифра обозначает наименьший диаметр, вторая соответственно наибольший. Цифра, расположенная через наклонную определяет шаг изменения диаметров. В нашем случае он равен 2-м, то есть это будут диаметры, 2, 4, 6, и так далее до 12. Поэтому его называют шаговое сверло по металлу. Три латинские буквы указывают на марку стали, из которой изготовлено. В нашем примере это высококачественная быстрорежущая сталь. Если имеется наименование стали HSS –можно смело его использовать для высокоскоростной обработки. Последние две цифры с указанным интервалом определяют твёрдость по шкале Роквелла. Изучить торговую марку фирмы, которая изготавливает этот инструмент. Желательно проконсультироваться со специалистами о качестве такого устройства. Узнать, допустима ли многократная заточка ступенчатого сверла по металлу.
Конусное и ступенчатое сверла
При выборе конусного сверла по металлу всегда следует помнить, что оно предназначено для высверливания отверстий только в материале, толщина которого не превышает пяти миллиметров.