
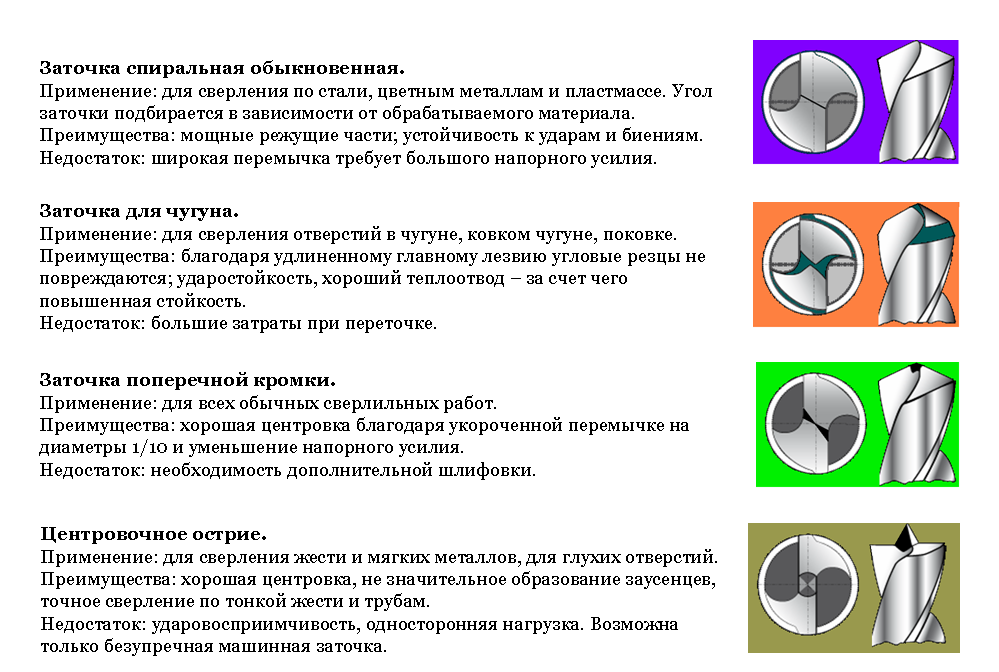
Как происходит процесс затупления сверла
Скорость резания металла при сверлении максимальна на периферии сверла. Это означает, что здесь происходит самое большое нагревание режущих кромок, a отвести эффективно тепло из этой области довольно затруднительно. Именно из-за этого процесс затупления, начинаясь c уголка, постепенно охватывает всю режущую кромку.
Следующий этап — истирание задней грани. От режущей кромки на эту часть сверла распространяются штрихи, которые сливаясь, образуют слитную полосу вдоль режущей кромки. Потом эта полоса став сплошной расширяется, становясь более обширной на периферии, к центру сверла сужающаяся. Происходит сминание режущей кромки – инструмент становится тупым.
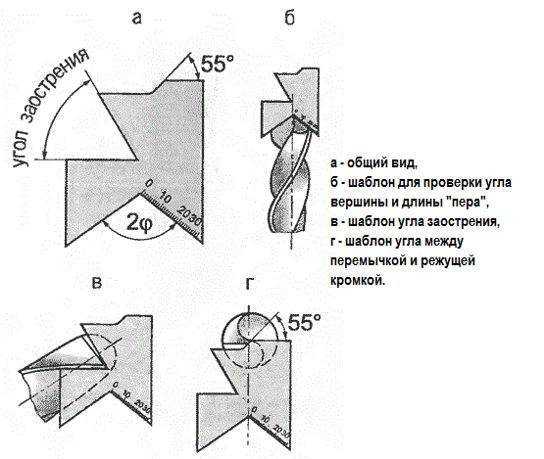
Для того, чтобы упростить контролирование корректности выполнения геометрии сверла используют предельно простые шаблоны. Как изготовить наиболее простой будет описано ниже. C помощью такого шаблона, включая случаи выполнения затачивания сверл не прибегая к помощи каких-либо приспособлений, легко и просто проконтролировать, где необходимо снять еще металл c сверла. Как шутят мастера, применяя подобный шаблон, всегда получится то, что должно получится, просто потому, что не получиться не может, даже если будет нужно для этого сточить половину сверла.
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
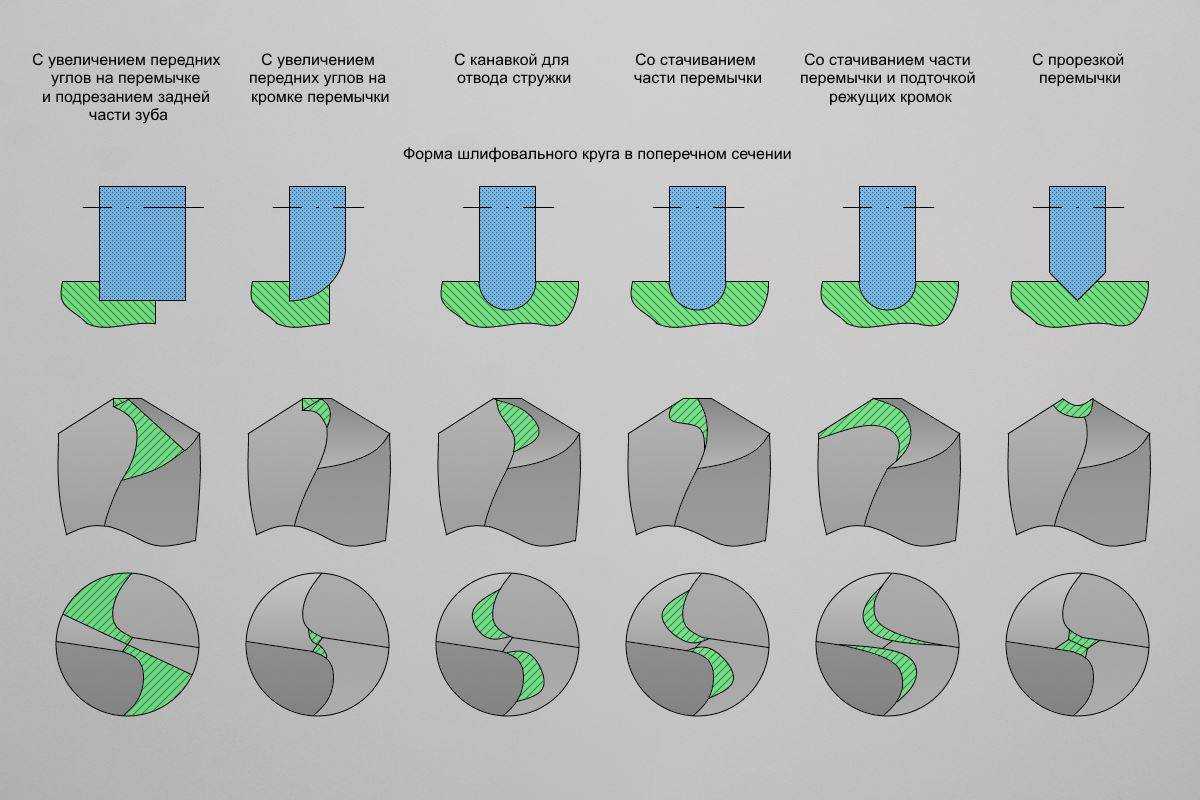
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга)
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Особенности использования
Среди преимуществ свёрл Левиса следует отметить:
- Плавность нарастания рабочей нагрузки по мере углубления инструмента в материал.
- Высокое качество внутренней поверхности отверстия, поскольку образующиеся при сверлении заусенцы полностью срезаются боковой режущей кромкой и незамедлительно удаляются шнековой образующей сверла наружу.
- Широкая винтовая канавка обеспечивает надёжное удаление стружки, независимо от её количества.
- Шестигранный наконечник на хвостовике обеспечивает надёжное удержание сверла в патроне.
Высокое качество и производительность, особенно заметные при получении отверстий значительной глубины, не отменяют и некоторых ограничений спиральных свёрл:
- При заклинивании сверла Левиса, что возможно на операциях с твёрдой древесиной, его остановка происходит практически мгновенно, и сопровождается резкой отдачей. Это может привести к травме работающего.
- Поскольку усилия реза при таком сверлении велики, то качество материала имеет решающее значение для стойкости шнекового сверла. Поэтому стоит приобретать инструмент от известных производителей, указывающих марку стали (на свёрлах китайского производства марка обычно не указывается).
- Спиральное сверло обладает повышенной хрупкостью, поскольку при закалке обычно прокаливается по всему сечению. При относительно малой жёсткости это может стать причиной разрушения рабочей части.
- Стоимость свёрл Левиса выше, чем обычных, при тех же диаметрах получаемых отверстий.
- Маломощные дрели (менее 1000 Вт) при своём пуске сверло данной конструкции могут не провернуть. Важным также является наличие у дрели функции реверса.
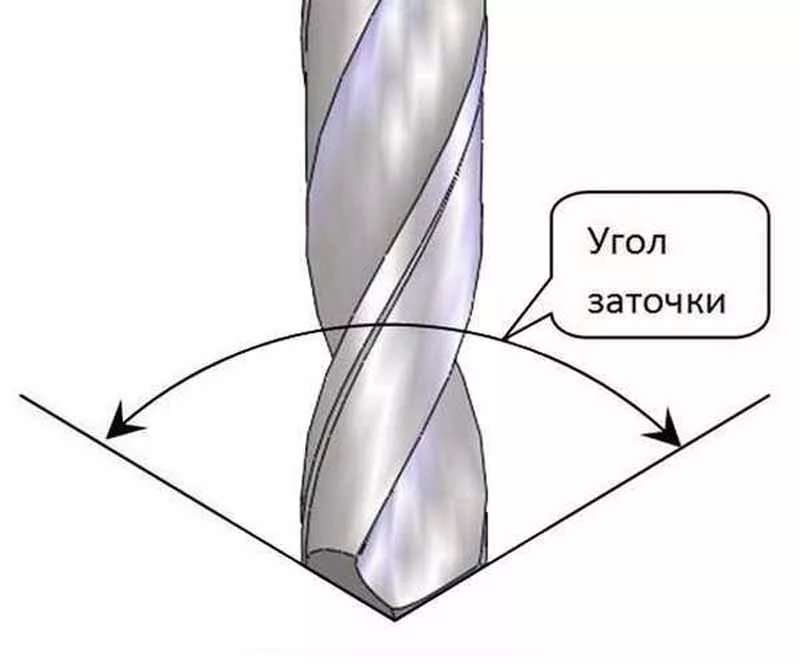
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
https://youtube.com/watch?v=KCL27Bs9DYg
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
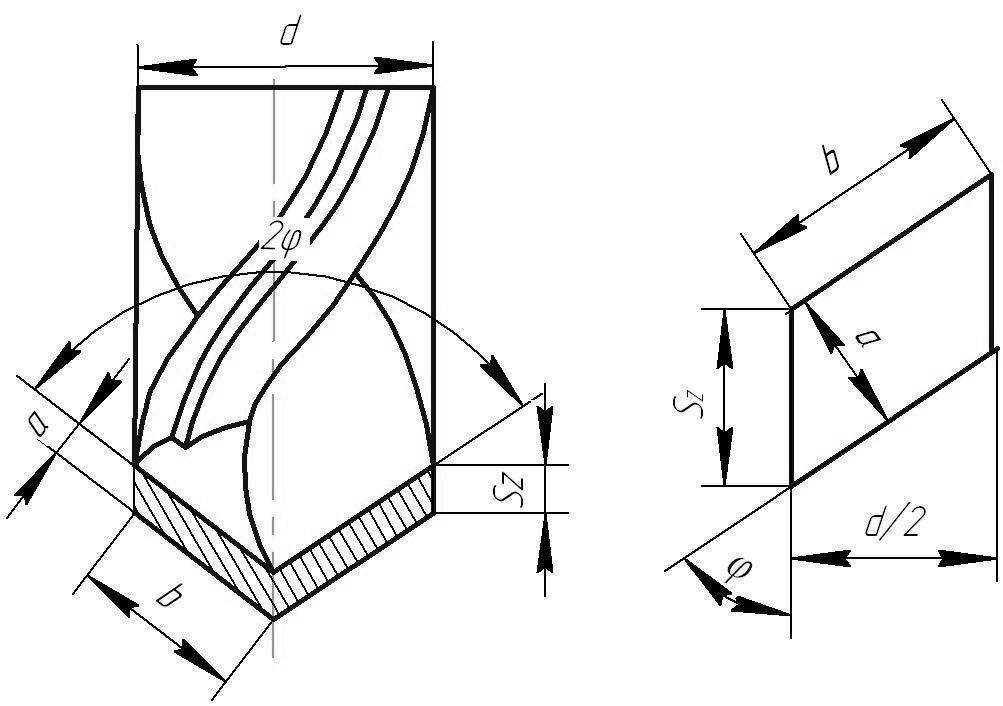
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.


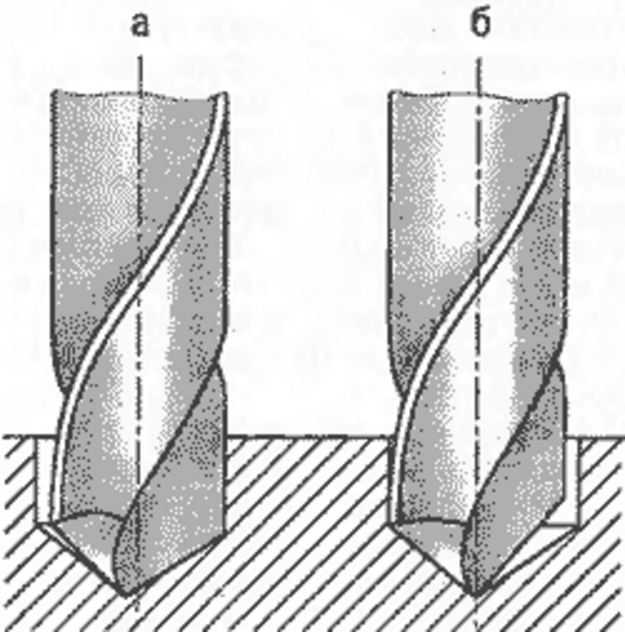


Как работает сверло Левиса?
В начальный момент сверления в материал вдавливают коническое остриё, которое при вращении внедряется вглубь. Затем на него опирается основная, спиральная часть сверла. В отличие от других конструкций свёрл по дереву, у рассматриваемого инструмента в начальный момент имеется только одна рабочая кромка, а далее сверление происходит спиральной режущей частью. При увеличении общей длины режущей кромки это способствует снижению общего осевого усилия на сверло, но увеличивает риск заклинивания и «увода» сверла от центра.
Читать также: Как разобрать утюг бош sensixx b4
Первую проблему решают следующим образом. Во–первых, сверло Левиса предпочтительно устанавливать на низкооборотистые, более мощные дрели. Во-вторых, такие спиралеподобные свёрла нецелесообразно использовать для получения отверстий в твёрдых породах древесины, т. к. получающаяся при этом стружка способствует заклиниванию отхода в довольно длинной канавке. Обычно число оборотов выбирают обратно пропорционально диаметру получаемого отверстия.
Для решения второй проблемы спиральное сверло можно использовать в качестве развёртки, а предварительный проход, за исключением особо глубоких отверстий, выполнять при помощи обычного сверла. Из опыта эксплуатации известно, что прямое получение отверстий при помощи сверла Левиса целесообразно для диаметров, не превышающих 15…30 мм. В остальных случаях пользуются перьевыми свёрлами, а спиральное применяют только на последнем проходе, когда требуется повысить гладкость боковых стенок.
Влажность древесины при использовании такого сверла значения не имеет, так же, как и направление волокон древесины.
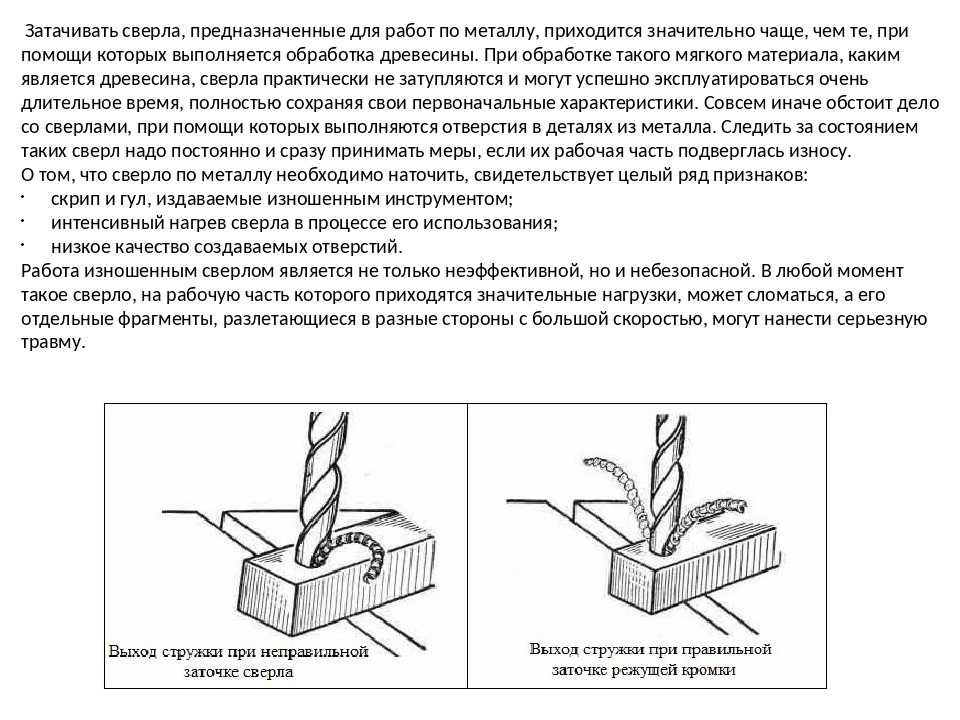
1 Признаки затупленного сверла
Многие люди не учитывают это и производят необходимые им работы, пока сверло полностью не поломается, после чего перестают использовать изделие и приобретают новое. Происходит это по той причине, что начинающие мастера не знают, как выполняется заточка сверл для стали. Следует знать, что это можно выполнить и своими руками, при этом для работы понадобятся инструменты, которые есть в наличии в мастерской.
Просверлить металл можно исключительно заточенным приспособлением. Если в начале выполнения работы произойдет скрип в месте, где соприкасается инструмент с металлом, то это означает, что сверло затупленное. В таком случае приспособление будет прокручиваться, сильно тереться о металл и выделять тепло при сверлении.
 Затупленное сверло
Затупленное сверло
Мастера для собственных нужд используют чаще всего небольшие сверла, диаметр которых составляет менее 16 мм. Чтобы заточить затупленное приспособление, рекомендуется использовать специальные конструкции.
Для выполнения заточки можно применить такие инструменты:
- станок для заточки с абразивным кругом;
- машинка для шлифования;
- электрическая дрель с подходящей насадкой.
Можно применить и другое устройство для заточки, на которое есть возможность смонтировать специальный камень и сделать так, чтобы он вращался. Подобное изделие должно обеспечить скорость прокручивания вала более 800-1000 об/мин.
Как правильно затачивать сверла по металлу
Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах.
Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение
Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства
При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.

Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой. Даже если у вас нет опыта в этой сфере, произвести заточку можно пусть и недолжного качества, но на несколько отверстий вполне хватит.
Признаки, что инструмент затупился
Сперва объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем из-за постоянного механического и термического воздействия она может сломаться прямо в процессе металлообработки. К чему это приведет:
- к порче заготовки, ведь внутри отверстия остается обломок, который затем сложно вытащить;
- к повреждению рук или другого незащищенного участка тела токаря, если осколки разлетятся в стороны.
А вот к чему может привести продолжение обработки с резцом, который уже отработал свой срок эффективности:
- появился явно заметный блеск граней заточки – при закруглении материал блестит, что делает его головку заметнее, она отличается от остальных частей (от хвостовика и основного цилиндра);
- возникновение цвета побежалости режущего инструмента – он может стать, например, черно-синим, такой эффект получается из-за сильного изменения температуры, аналогичный процесс с оттенком металла вы можете заметить у отходящей металлической стружки при резке;
- нагрев в процессе работы – безусловно, он будет происходить и при самом остром сверле, но во время эксплуатации заступившегося это будет в несколько раз заметнее;
- увеличение усилий при использовании для аналогичной процедуры – особенно актуально при сверлении ручным инструментом (электродрелью), потому что подача осуществляется не механизмом, а непосредственно самим человеком, то есть мастер просто будет сильнее давить на прибор;
- скрипящий звук уже свидетельствует о том, что заточка не поможет – такой резец стоит просто выкинуть, он сточился до неисправного состояния;
- грубой оценкой можно считать пальпацию пальцем, под подушечкой будет чувствоваться круглый край – острота кромки очень легко определяется, но человек, который мало знаком с точением, не всегда с первого раза сделает правильный вывод;
- на режущей поверхности могут появиться различные дефекты – сколы, заусенцы и пр., притом что ранее при этих же составляющих (станок, металл, сверло, мастер) все было отлично;
- можно увидеть износ, если использовать увеличительное стекло.
Дадим совет, на что обратить внимание в особенности. В самую первую очередь в любом сверле становится непригодной к использованию центральная часть и крайние угловые кромки, потому что они испытывают наибольшее термическое воздействие
После нагрева сталь становится мягче, проще деформируется. К тому же, чем шире радиус, тем больше материал среза, то есть на них максимальная нагрузка. Центральная часть не участвует в функции резания, а скорее раздвигает материал. Чтобы центр не испытывал больших нагрузок и не изнашивался в ускоренном режиме, рекомендуется просверлить резцом меньшего диаметра подготовительное отверстие (черновое), а затем при втором проходе обязательно применять мыльные эмульсии для охлаждения или в самом примитивном варианте – воду.
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
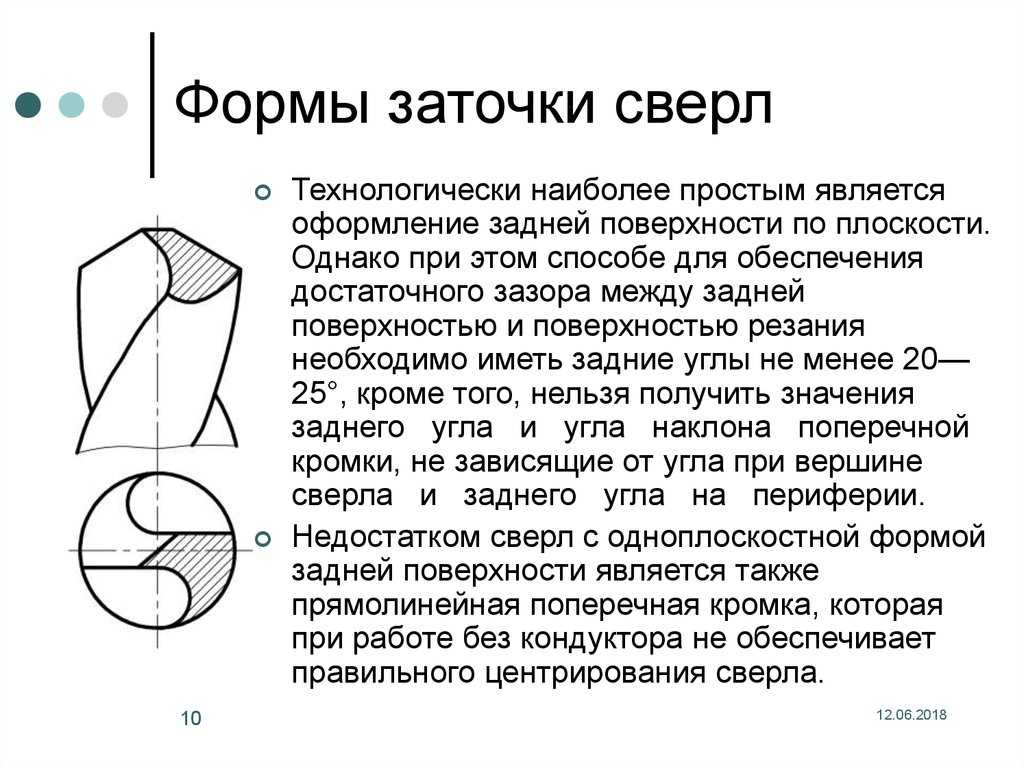
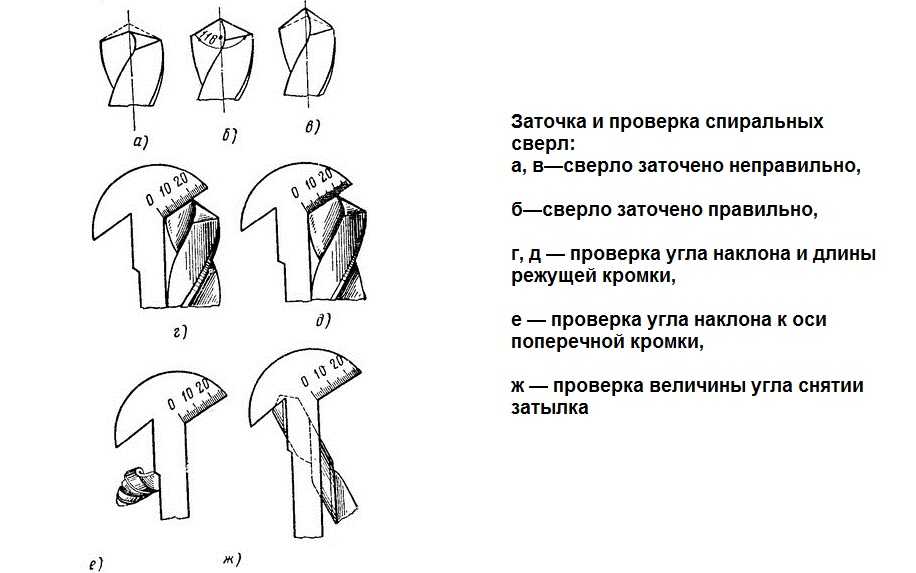
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.





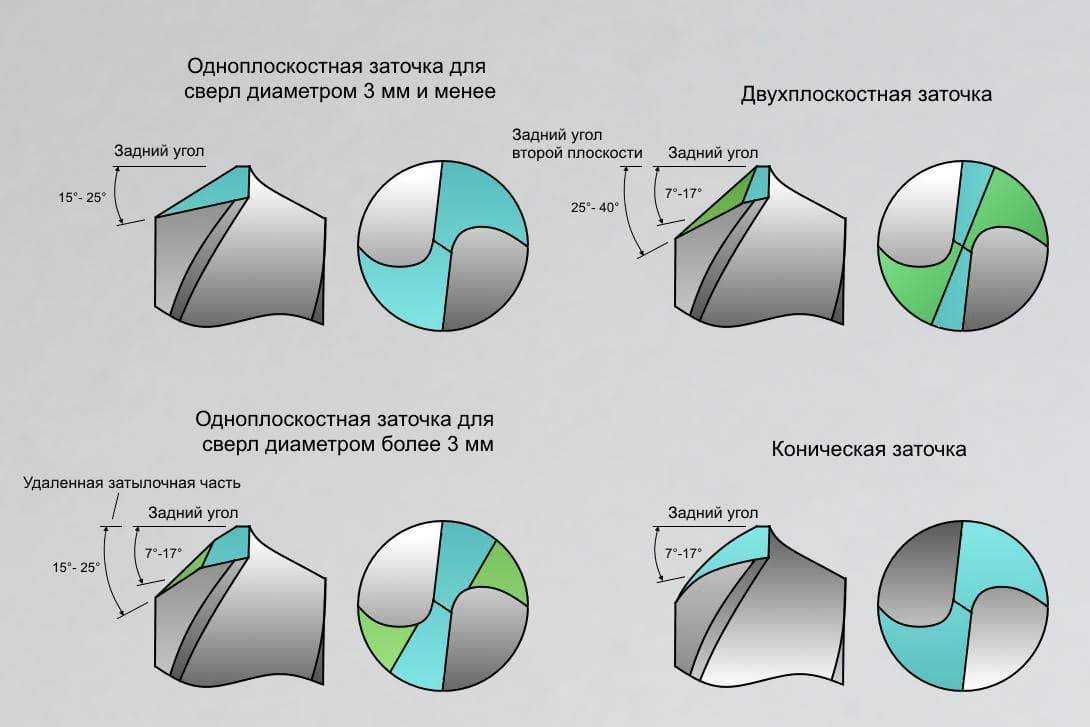
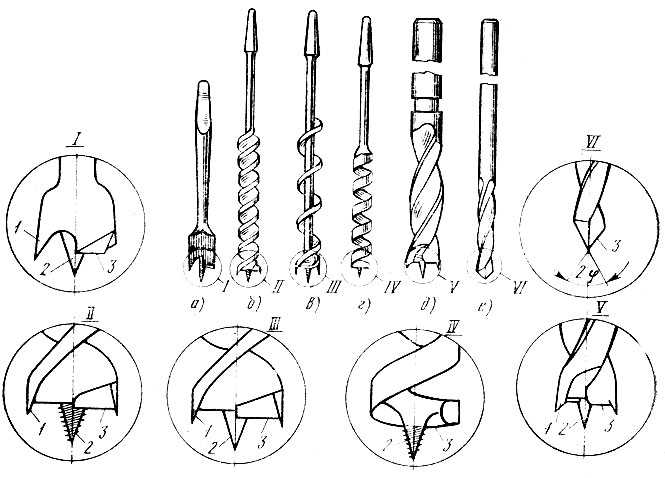
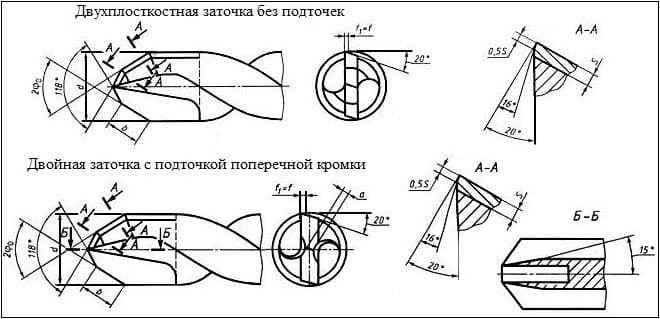
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
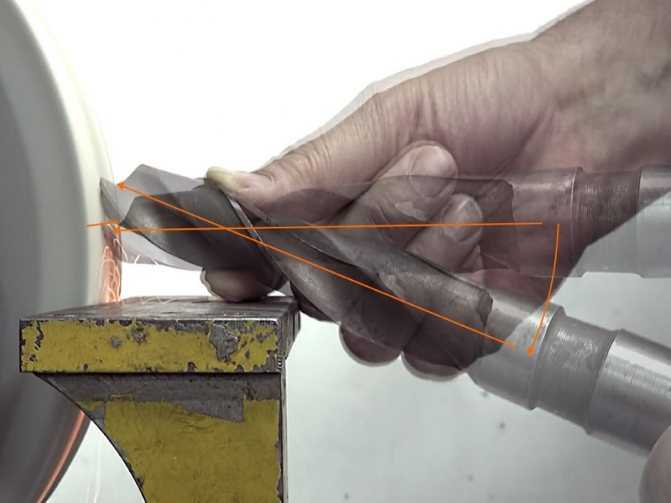
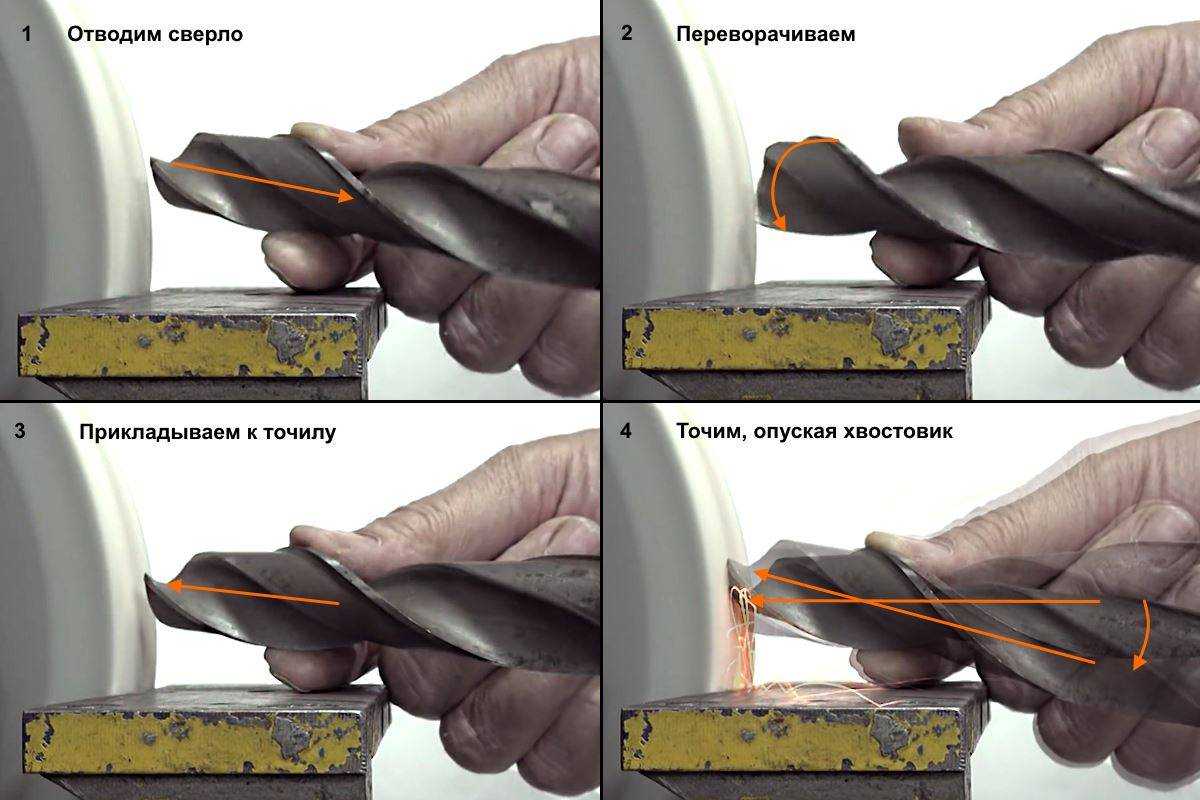
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
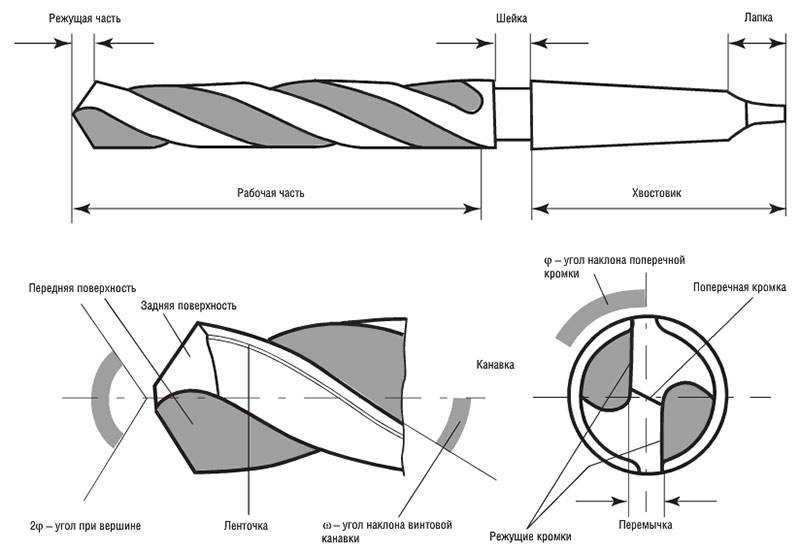
Заточка сверл. Правила и основные моменты.
При обработке рабочая часть сверла изнашивается, а режущая кромка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рис. 3.31, а), причем в ряде случаев он сопровождается срезанием уголков и части ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (рис. 3.31, б), либо участков со встречным конусом (рис. 3.31, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (рис. 3.31, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (рис. 3.31, д) резко сокращает число возможных заточек и приводит к их выкрошиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
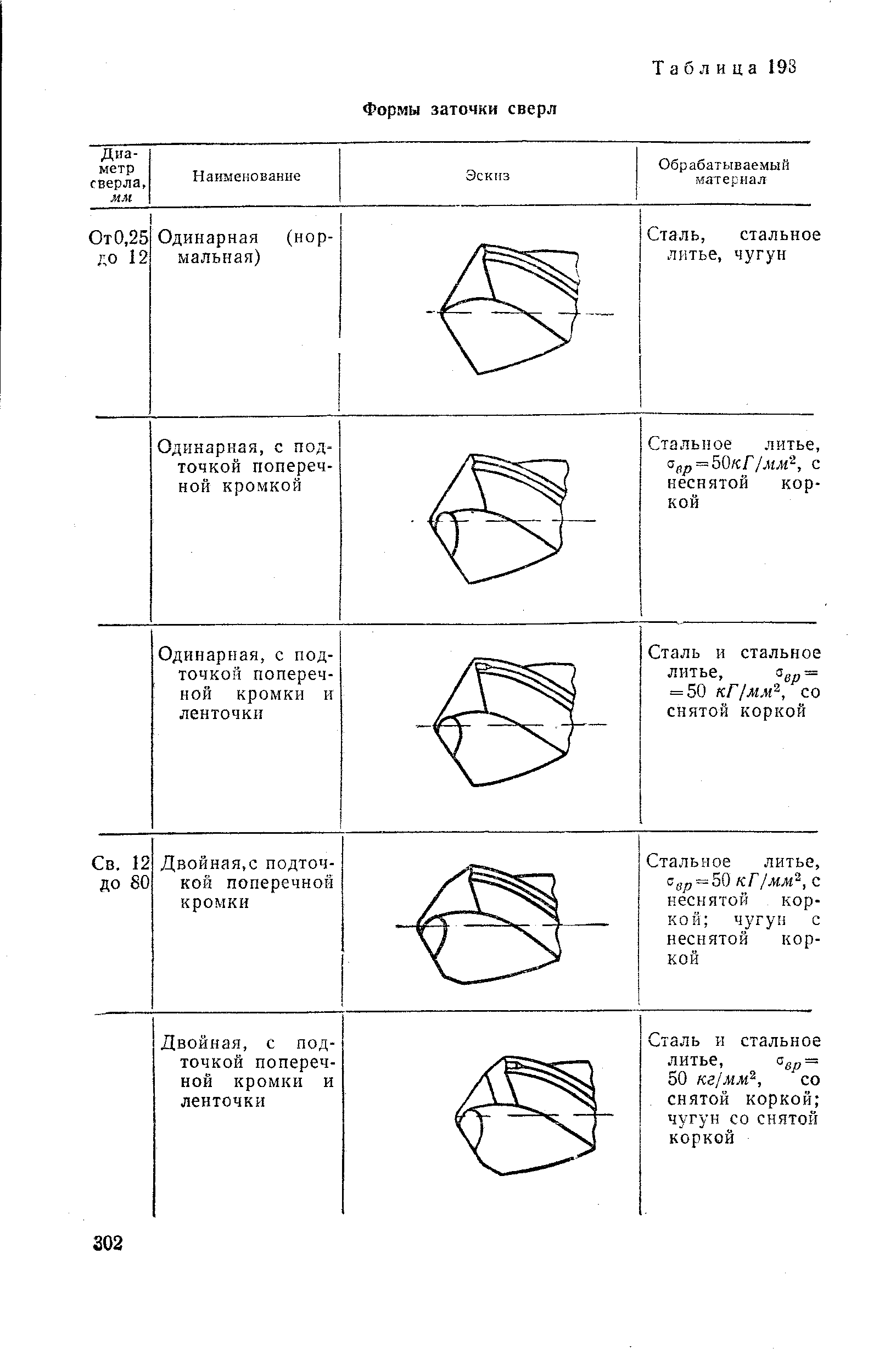
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
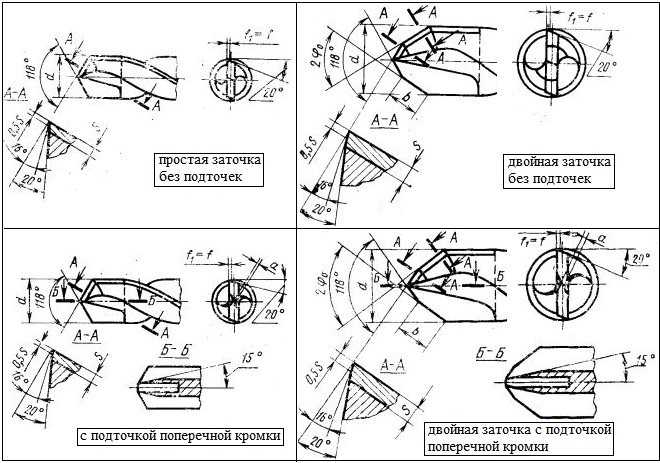
При обработке отверстий диаметром от 0,25 до 12 мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка (рис. 3.32, а).
При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки – поперечной кромки (рис. 3.32, б).
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки (рис. 3.32, в).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки (рис. 3.32, г).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки (рис. 3.32).
Основные правила заточки сверл
1. Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка.
2. Необходимо соблюдать следующие требования к заточке сверл:
• заточку следует производить периферией заточного круга;
• в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке – хвостовик сверла;
• кисть левой руки должна опираться на подручник станка.
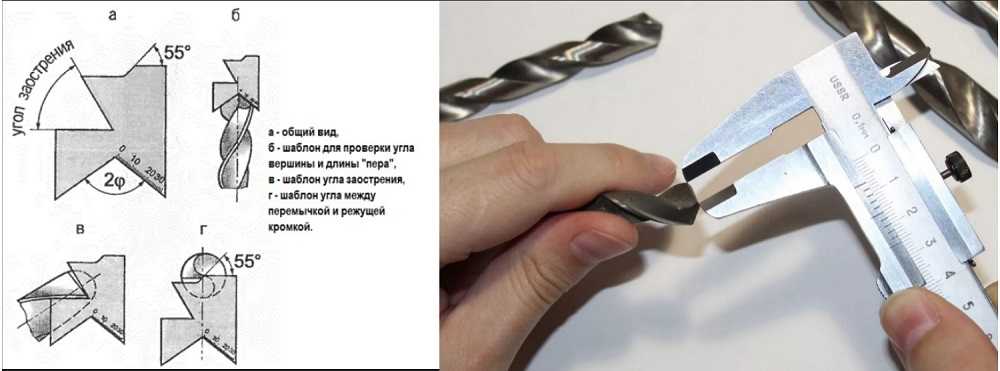
3. При заточке следует периодически проверять правильность заточки сверла по специальному шаблону (рис. 3.33):
• длина режущих кромок должна быть одинаковой;
• угол заточки при вершине сверла должен соответствовать шаблону;
• углы между кромками и боковой поверхностью сверла должны быть одинаковыми;
• углы заострения кромок должны быть равны и соответствовать шаблону.
4. Необходимо заправить режущие кромки сверла на бруске.



5. Необходимо произвести пробное сверление отверстия заточенным сверлом:
• стружки от обеих режущих кромок должны быть одинаковой толщины (проверять визуально);
• диаметр просверленного отверстия должен точно соответствовать диаметру сверла;
• отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
6. Необходимо соблюдать следующие требования правил безопасности:
• заточку сверл малого диаметра надо производить на мелкозернистом круге;
• запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него;
• категорически запрещается осуществлять заточку сверл «на весу», т. е. без использования подручника;
• обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
купить качественные сверла ТМ ПрофОснастка оптом
купить сверла в розницу и через интернет — магазин
Заточить сверло: практические рекомендации
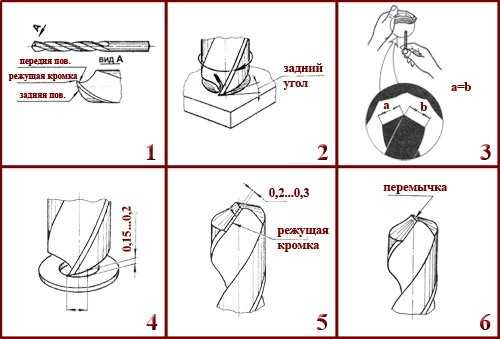
Если специализированного станка для заточки нет, то его можно изготовить самостоятельно. Для этого достаточно надежно закрепить другой электрический инструмент, например, болгарку к станине. Или закрепить на стационарной станине двигатель, у которого вал вращается с частотой 1000-1500 об\мин, при этом мощность его лежит в диапазоне 100-300 Вт. Платформа для такого самодельного точила может быть выполнена из деревянного бруса, толстой фанеры. Главное, чтобы двигатель был надежно закреплен и при работе двигателя не было вибрации. Это позволит выполнить корректно заточку инструмента. Еще одно требование к двигателю – возможность изменять его обороты плавно. На вал надевают абразивный круг. Саму заточку выполняют до тех пор, пока металл не начнет отражать свет. Угол режущей кромки зависит от металла, из которого выполнено сверло и колеблется от 90 до 120 °. Этот показатель описан в документации по заточке конкретного вида сверла.
https://youtube.com/watch?v=urjaIYaEGQM
Задняя часть режущей кромки должна иметь форму конуса. В процессе заточки надо снимать не менее 0,15-0,2 мм за 1 проход.
Если заточка будет вестись вручную при помощи напильника, то начинать ее надо с выполнения грубой. Это можно сделать напильником с широким шагом насечек. Следует строго соблюдать угол заводской заточки. Доведение инструмента до окончательного вида необходимо выполнять напильником с мелкими насечками. Обрабатывать необходимо и режущую кромку и обратную ее часть.