

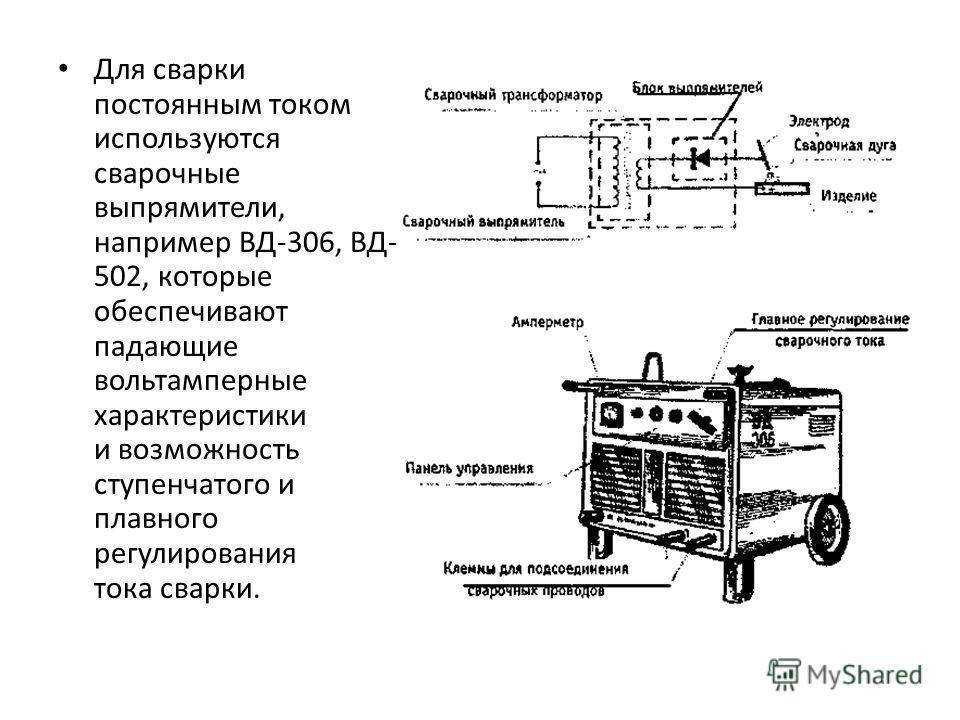
Что представляет собой обычный сварочный аппарат
Классический источник тока для генерации электрической дуги – трансформатор. Сварочник понижает сетевое напряжение, сила тока, соответственно, возрастает. Подобное оборудование применялось для ручной сварки повсеместно до начала 21 века.
Принцип работы трансформатора основан на методе магнитной индукции. Электрический ток, проходя по первой обмотке, намагничивает сердечник. Возникает электромагнитное поле, под воздействием волн в проводе вторичной трансформаторной обмотки формируется электроток. Напряжение на выходе зависит от количества вторичных витков. Оборудование генерирует высокоамперный ток необходимых для сварки параметров.
 Компоновка сварочного трасформатора
Компоновка сварочного трасформатора
Преимущества и недостатки сварочных трансформаторов
Сначала о достоинствах трансформаторных устройств:
- простота устройства, схема работы понятна школьнику;
- ремонтопригодность, в случае поломки трансформатор можно починить самостоятельно;
- способность длительно работать обеспечена слабой чувствительностью к перегреву во время эксплуатации;
- ударопрочность – риск механических повреждений при транспортировке минимальный;
- доступное сервисное обслуживание;
- небольшая цена;
- универсальность, аппарат применяется для сварки различных металлов;
- нет особых требований для хранения, трансформатор устойчив к повышенной влажности, запыленности.
Минусы традиционных сварочников очевидны:
- при проседании сети трансформатор отключается, для запитывания нужно стабильное напряжение;
- отсутствие точной регулировки токовых параметров, шаг настройки большой, сложно настроить оборудование для сварки тонкостенных заготовок;
- большой вес, самостоятельно передвигать оборудование сложно;
- значительные габариты;
- большая потребляемая мощность.
Стоит учесть, что большинство трансформаторов работают от трехфазной сети. У новичков, работающих с трансформатором, возникают проблемы с розжигом дуги, залипаниями. Швы сложно формировать, не имея опыта.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А. Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками. Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей. В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.  Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах. Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником. Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
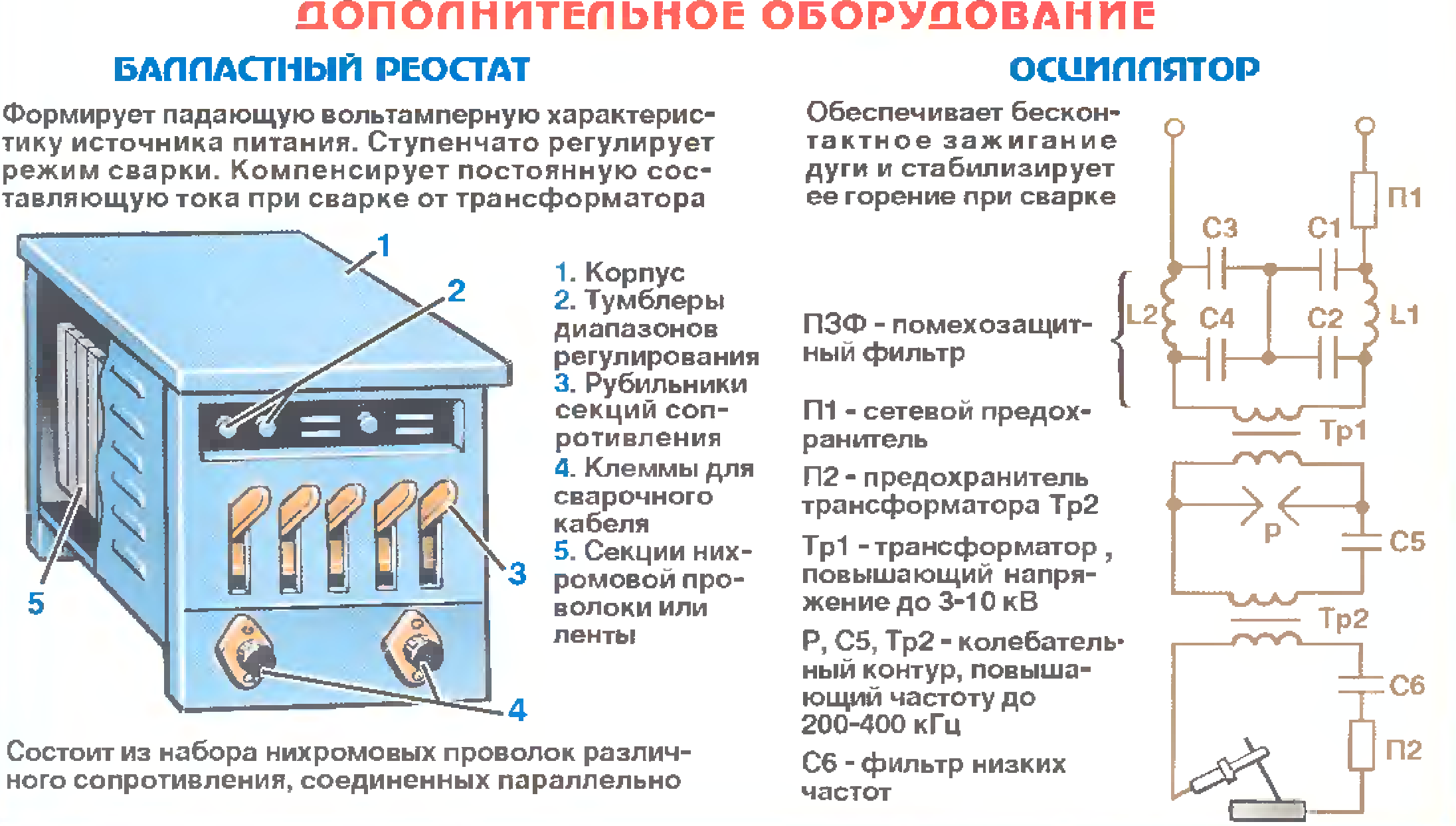
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Схемы и группы соединения обмоток
В трёхфазных трансформаторах необходимо соединять между собой первичные обмотки по фазам и вторичные. Существует три схемы соединения:
- звезда;
- треугольник;
- зигзаг.
 При соединении обмоток звездой напряжение линейное — между началами фаз — будет в 1,73 раза больше, чем фазное (между началом и концом фазы). При соединении обмоток трансформатора треугольником фазное и линейное напряжения будут одинаковы.
При соединении обмоток звездой напряжение линейное — между началами фаз — будет в 1,73 раза больше, чем фазное (между началом и концом фазы). При соединении обмоток трансформатора треугольником фазное и линейное напряжения будут одинаковы.
Соединять обмотки звездой более выгодно при высоких напряжениях, а треугольником — при значительных токах. Соединение обмоток зигзагом даёт возможность сгладить асимметрию намагничивающих токов. Но недостатком такого способа соединения является повышенная трата обмоточного материала.
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки. Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».  У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.








Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода. 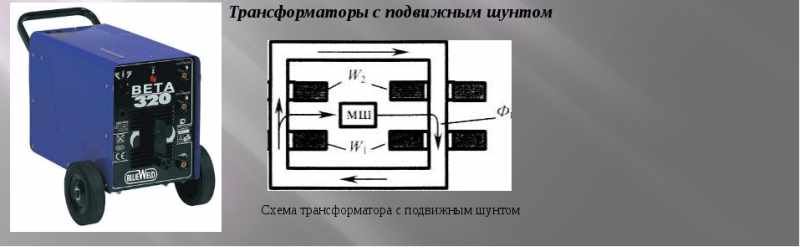 Трансформаторы этого типа изготавливают для решения производственных задач.
Трансформаторы этого типа изготавливают для решения производственных задач.
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.  Тиристорные сварочные трансформаторы
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения. Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования. 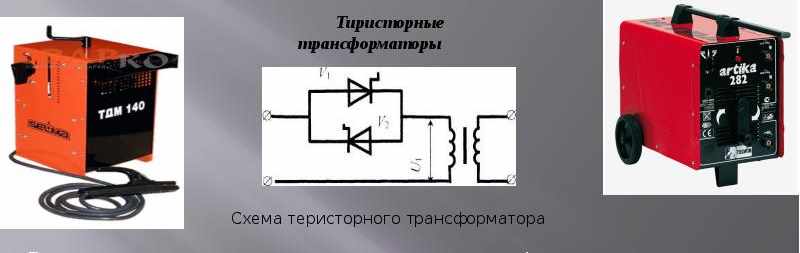 В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Дополнительные рекомендации
Классификация способов дуговой сварки.
После того как вы изучили характеристики самых распространенных видов сварочных аппаратов, нужно определиться с их назначением
Это очень важно при совершении покупки, так как от этой характеристики будет зависеть и цена, и качество выполняемой работы
Условно все сварочные аппараты можно классифицировать так:
- бытового назначения;
- полупрофессионального типа;
- профессионального характера.
Если вы не являетесь высококвалифицированным специалистом в области сварки, то внешний вид приобретаемого аппарата вам не скажет практически ни о чем, в том числе будет трудно определить его назначение. Поэтому лучше всего ориентироваться на показатель сварочного тока.
Допустим, что понравившийся вам агрегат обладает силой тока менее 200 А. Это говорит о том, что он относится к категории бытовых приборов. Более высокие показатели тока, достигающие 300 А, относят сварочное оборудование к типу полупрофессиональных. И, наконец, характеристика силы тока свыше 300 А говорит о том, что это профессиональное оборудование.
Практически все сварщики-любители, которым приходится заниматься сварными работами не регулярно, а время от времени, склоняются к выбору сварочных инверторов. Несмотря на то что цена их немного выше, чем трансформаторов, причиной для их приобретения являются удобство и универсальность этого оборудования для сварки.
Если же категория цены имеет для вас серьезное значение и является решающим фактором, то вам подойдет сварочный трансформатор, самый обычный и доступный вариант.
Устройство трансформатора для сварки
Самое главное в сердечниках – это форма. Она может быть стержневого (П-образный) или броневого типа (Ш-образный). Если сравнивать их, то окажется, что КПД выше у первого типа устройств для сварки. Плотность намотки тоже может быть достаточно высокой. Конечно же, они чаще всего применяются для изготовления электрической сварки. У самодельного аппарата для сварки металла могут быть обмотки следующих типов:
- цилиндрические (вторичная обмотка наматывается поверх сетевой);
- дисковые (обе обмотки располагаются на некотором расстоянии друг от друга).
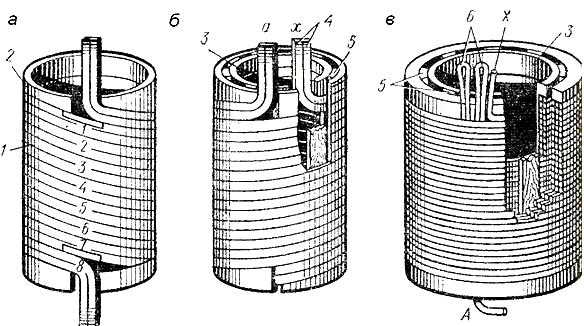
Цилиндрические обмотки: а – однослойная, б – двухслойная, в – многослойная из круглого провода, 1 – витки из прямоугольного провода, 2 – разрезные выравнивающие кольца, 3 – бумажно-бакелитовый цилиндр, 4 – конец первого слоя обмотки, 5 – вертикальные рейки, 6 – внутренние ответвления обмотки.
Стоит подробнее рассмотреть каждый тип обмоток. Что касается цилиндрической намотки, то она имеет очень жесткие вольт-амперные характеристики. Но он не будет пригоден для применения в ручных сварочных аппаратах. Можно выйти из положения, применив в конструкции аппарата дроссели и реостаты. Но они только усложняют всю схему, что нецелесообразно в большей части случаев.
При использовании дискового типа намотки сетевая отдалена на некоторое расстояние от вторичной. Большая часть возникающего в устройстве магнитного потока (а если точнее, то он возникает в сетевой обмотке) никак не может быть связана (даже индуктивно) с вторичной обмоткой. Такой тип намотки лучше всего использовать в тех случаях, когда имеется необходимость в частой регулировке тока сварки. Внешняя характеристика у таких устройств имеется в необходимом количестве. А от расположения сетевой обмотки относительно вторичной напрямую зависит индуктивность рассеяния сварочного трансформатора. Но она еще зависит и от типа магнитопровода, даже от того, есть ли рядом со сварочным аппаратом металлические предметы. Вычислить точное значение индуктивности не представляется возможным. При расчете применяются приблизительные вычисления.
Ток, необходимый для работы сварки, регулируется путем изменения зазора между первичной и вторичной обмотками. Их, конечно же, следует делать так, чтобы можно было без труда перемещать по магнитопроводу. Вот только в условиях домашнего изготовления такое сделать довольно сложно, но можно сделать определенное число фиксированных значений тока сварки. При использовании сварки в дальнейшем, если потребуется немного уменьшить ток, нужно укладывать кольцами кабель. Учтите только, что он от этого будет греться.
Обмотки трансформатора разнесенные на разные плечи: 1 – первичная, 2 – вторичная.
Очень сильное рассеивание будет у сварочных аппаратов, которые оборудованы сердечниками П-образной формы. Причем у них сетевая обмотка обязательно должна располагаться на одном плече, а вторичная – на втором. Это вследствие того, что расстояние от одной обмотки до другой достаточно большое. Основной показатель сварочного трансформатора – это коэффициент трансформации. Он может быть вычислен путем деления числа витков вторичной обмотки на число витков первичной. Такое же значение вы получите, разделив выходной ток или напряжение на соответствующую входную характеристику (ток или напряжение).








Принцип работы
Сварочные трансформаторы характеризуются универсальным принципом функционирования, но характеристики и конструкция конкретной установки находятся в прямой зависимости от ее назначения.
Прибор для сварки точечным методом на выходе должен давать электроток в 5−10 кА (для моделей малой мощности) и 500 кА (для более мощного оборудования).
Оборудование, предназначенное для контактной сварки, обладает повышенным коэффициентом преобразования, а прерывающие приборы — высокой надежностью и не простым устройством, иначе сварка будет не очень качественной.
При покупке или самостоятельном изготовлении сварочного трансформатора следует обращать внимание на следующие критерии:
- Показатель напряжения электросети — от данного значения зависит число фаз работы установки.
- Номинальный электроток — у моделей для бытового использования этот показатель не превышает 100А.
- Обширный диапазон регулирования тока сварки дает возможность пользоваться разными электродами.
- Показатель номинального напряжения при работе — выходное напряжение. Для обыкновенной дуговой сварки вполне достаточно значения от 40 до 70 В.
- Выходная и потребляемая мощности дают возможность произвести расчет КПД. Чем выше данный показатель, тем продуктивнее будет функционировать оборудование.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети. Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы: 
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
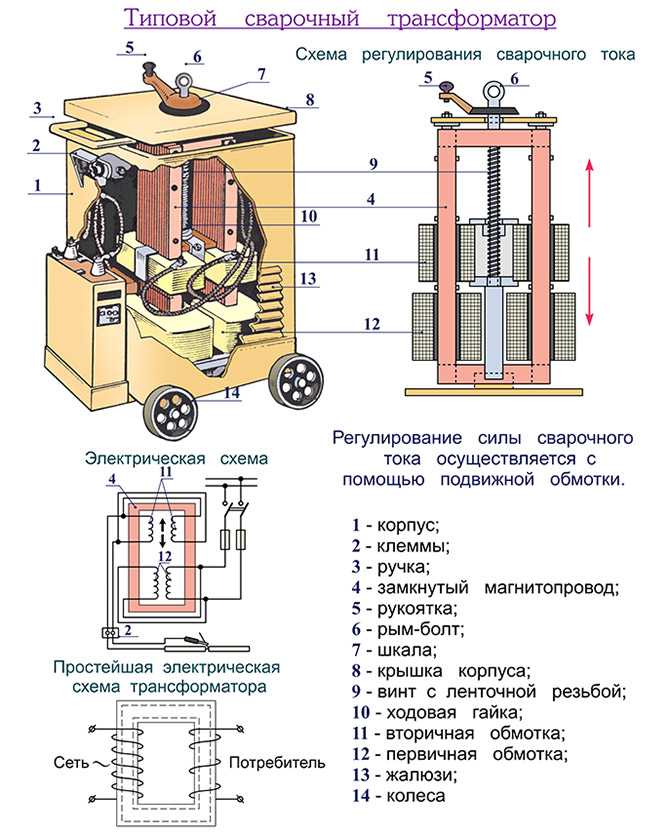
Особенности конструкции сварочного трансформатора
Данный агрегат комплектуется следующими элементами и узлами:
-
магнитопровода (сердечника);
- первичной обмоткой, выполненной стационарно с использованием изолированных проводов;
- подвижной катушки вторичной обмотки, иногда выполненной из оголённых проводов, чтобы увеличить интенсивность отвода тепла;
- регулировочным винтом с резьбой ленточного типа, расположенным вертикально;
- гайкой для передвижения винта, закреплённой к выходной катушке;
- рукояткой, управляющей винтом;
- зажимными устройствами, предназначенными для крепления контактов;
- кожухом с зазорами для обеспечения отвода тепла.
 Сварочный трансформатор
Сварочный трансформатор
Параметры силы электротока не зависят от конструкции сердечника. Но данный узел необходим для возбуждения магнитного потока и комплектуется из пакета пластин, изготовленных из трансформаторной стали.
Изготовление сердечника в виде цельного элемента нецелесообразно по причине большого количества потерь в величине магнитного поля за счёт образования вихревых токов, снижающих индукцию.
Чтобы агрегат работал тихо, важно плотно стянуть пакет пластин, исключив вибрацию между ними в процессе эксплуатации трансформатора. Различные аппараты могут конструктивно различаться, исходя из предназначения и рабочих характеристик, на которые рассчитан трансформатор
Различные аппараты могут конструктивно различаться, исходя из предназначения и рабочих характеристик, на которые рассчитан трансформатор.
Преимущества инверторной сварки
- Низкий вес и компактные размеры;
- Возможность применения дополнительных функций во время сварки, улучшающих ее качество;
- Точность характеристик преобразования, соответствующих тонким показателям шкалы настройки;
- Низкое потребление электричества и возможность подключаться к обыкновенной сети;
- Стабилизация горения дуги даже при скачках напряжения в сети.
Недостатки инверторной сварки
- Высокая стоимость;
- Большая чувствительность к перегреву;
- Невозможность длительной беспрерывной работы;
- Чувствительность к ударам.
Принцип работы
Чтобы определить, какая сварка лучше инвертор или трансформатор, следует рассмотреть принцип их работы. При подаче тока на включенный инвертор он попадает на первичный выпрямитель. На этом этапе происходит преобразование его с переменного в постоянный. Далее он поступает на специальный блок инвертора, где изначальные параметры в 220В преобразуются и напряжение снижается. После этого ток снова делается переменным. На этом блоке происходит увеличение частоты тока и напряжения. Затем электричество поступает на трансформатор, где происходит окончательное преобразование параметров до значений, указанных на датчиках инвертора. Окончательным этапом является второй выпрямитель, на котором ток снова становится постоянным и подается на выход.
Назначение и область применения трансформаторной сварки
Данный тип сварки применяется в последнее время преимущественно на производстве, где требуется проводить простые операции. Аппараты находят применение и в частной сфере, но это преимущественно устаревшие модели. При выборе, что лучше сварочный аппарат или инвертор, в сторону первого склоняются те, кому нужно варить много, по несколько часов подряд и сталкиваться с большой толщиной деталей.
Сварочный трансформатор
Преимущества трансформаторной сварки
- Простота конструкции, обеспечивающая надежность эксплуатации и легкий ремонт;
- Относительно низкая стоимость самого аппарата и его обслуживания;
- Слабая чувствительность к перегреву и высокой температуре;
- Здесь практически нет таких деталей, которые бы смогли сломаться от ударов, встряски и прочих небольших механических повреждений.
Недостатки трансформаторной сварки
- Высокая чувствительность к скачкам напряжения в сети;
- Отсутствие точного обозначения выходных параметров, так как все определяется условно с достаточно большим шагом регулировки;
- Большие габариты и немалый вес;
- Высокое потребление электричества для работы;
- Для подключения необходима трехфазная электрическая сеть.
Принцип работы
Трансформаторы могут, как увеличивать, так и уменьшать выходные параметры рабочего тока и напряжения. Электричество поступает на первичную обмотку трансформатора, которая располагается на стальном сердечнике. В катушке индуцируется магнитное поле. Благодаря близкому расположению вторичной катушки, магнитное поле первичной начинает генерировать в ней электрический ток. Параметры полученного электричества зависят от дальности расположения катушек, а также от количества витков в них. Если на вторичной витков больше, то напряжение будет увеличиваться.
Сравнение
Сравнение того, что лучше сварочный трансформатор или инвертор показывает, что для большинства сложных процедур сварки инвертор оказывается более востребованным, так как его дополнительные функции и современные режимы упрощают всю технологию. Сварка алюминия, нержавеющей стали и прочих сложных металлов становится более простой. Легкость транспортировки, хранения и использования с помощью автономных источников питания также трудно переоценить.








Трансформатор всему этому может противопоставить только надежность конструкции и относительно низкую стоимость. Но тот факт, что его энергопотребление является более высоким, делает инвертор окупаемым со временем. В различных цехах, где сварка ведется почти непрерывно, трансформаторы ведут себя более надежно, но подходит это только для самых простых видов соединения.
Вывод
Стоя перед выбором, что лучше приобрести инверторный или трансформаторный сварочный аппарат большинство специалистов склоняются к инвертору. Это подтверждается также более широким выпуском современных моделей, среди которых трансформаторы встречаются крайне редко. При покупке многие и не знают, что означает инверторный сварочный аппарат, но выбирают именно их, так как среди компактных моделей для дома, а также многофункциональных устройств. имеются только инверторы.
Простой расчет трансформатора для сварки
Стандартные методы расчета трансформаторов неприемлемы в большинстве случаев, так как применяется и железо нестандартных форм, и провод с неизвестным сечением, вычисленным приблизительно. При расчете были получены такие характеристики сварочного трансформатора, как площадь сечения магнитопровода и количество витков. Стоит заметить, что при увеличении площади сечения вдвое характеристики самого трансформатора не ухудшатся. Придется только изменить число витков первичной обмотки, чтобы добиться требуемой мощности.
Чем больше у магнитопровода сечение, тем меньше витков придется наматывать. Используйте такое качество, если испытываете затруднения с обмоточным проводом. Для расчета числа витков первичной обмотки можно воспользоваться простыми формулами:
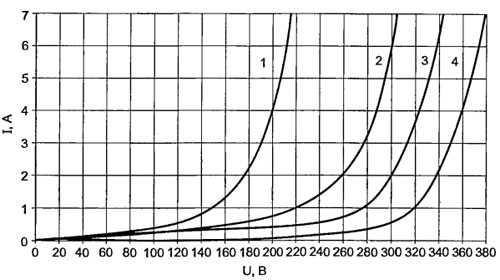
Зависимости тока в первичной обмотке трансформатора от питающего напряжения, в режиме холостого хода.
- N1 = 7440×U1/(Sиз×I2);
- N1 = 4960×U1/(Sиз×I2).
Первая применяется при расчете сварочных аппаратов, у которых обе обмотки располагаются на одном и том же плече. Для разнесенных обмоток применяться должна вторая формула. В этих формулах Sиз – это сечение магнитопровода, измеренное перед проведением расчетов. Учтите, что при разнесении обмоток на разные плечи вы не получите на выходе сварочного аппарата ток свыше 140 А. А для любого типа устройств принимать в расчет значение тока, которое больше 200 А, тоже нельзя. И не забывайте о том, что у вас есть множество неизвестных:
- сорт трансформаторного железа;
- напряжение в сети и его изменение;
- сопротивление в линии электропередач.
Чтобы исключить возможность влияния таких второстепенных факторов на работу сварочного трансформатора, необходимо через каждые 40 витков делать отвод. Вы сможете в любой момент изменить режим работы трансформатора, подав напряжение питания на меньшее или большее число витков.