
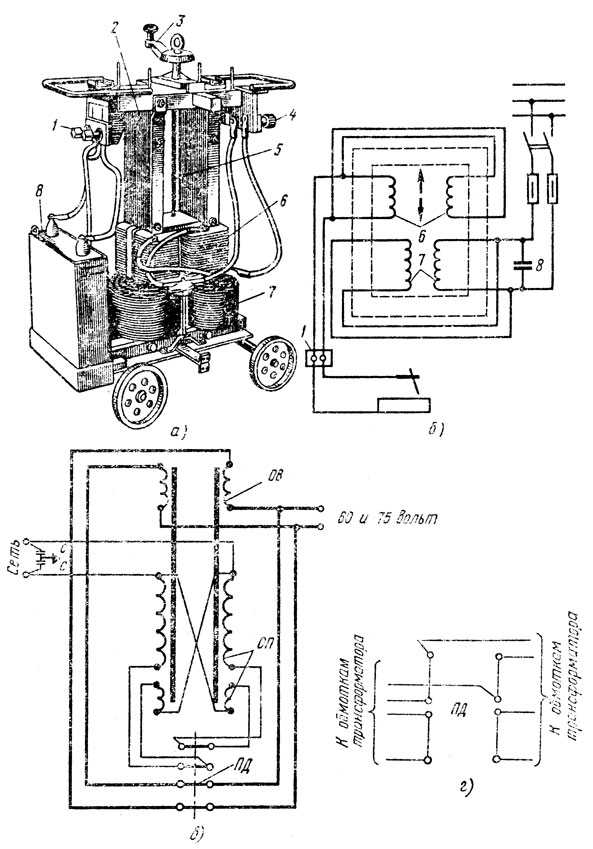
Устройство пускового механизма
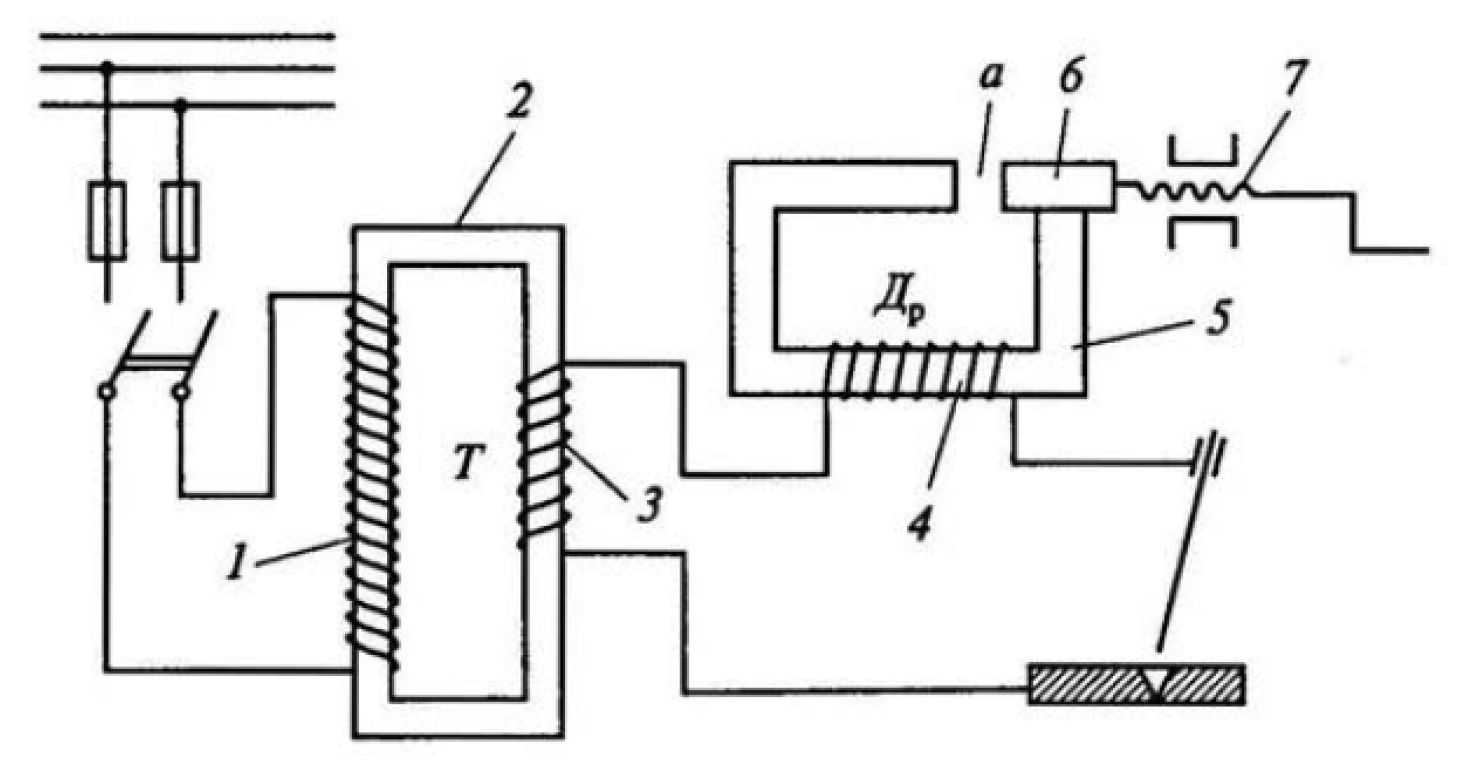
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения. 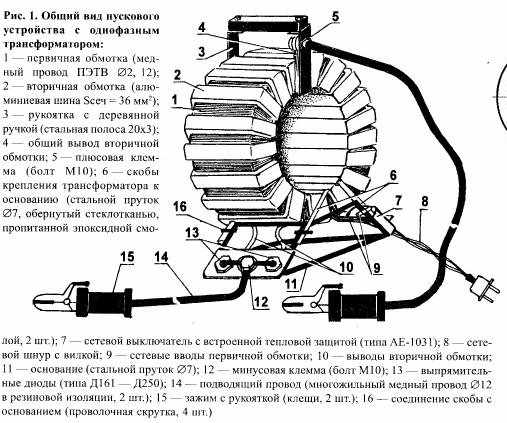 Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
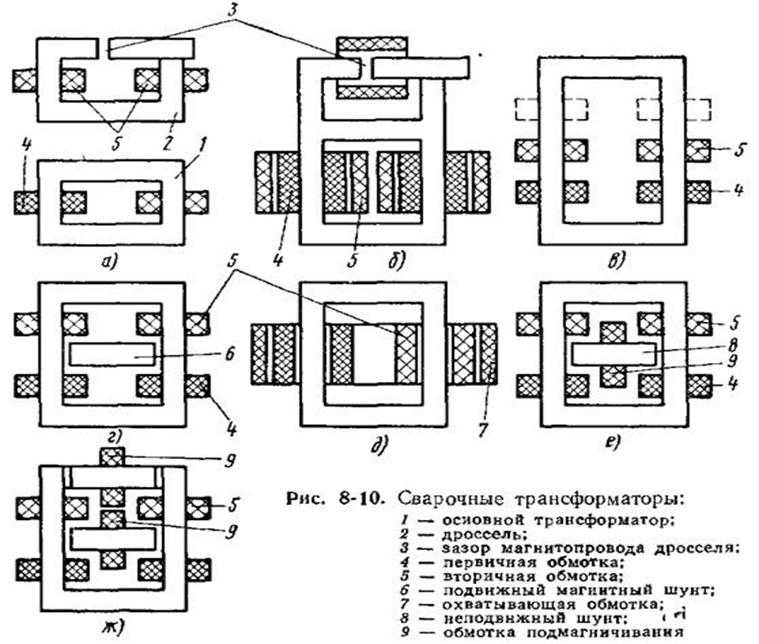
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки. 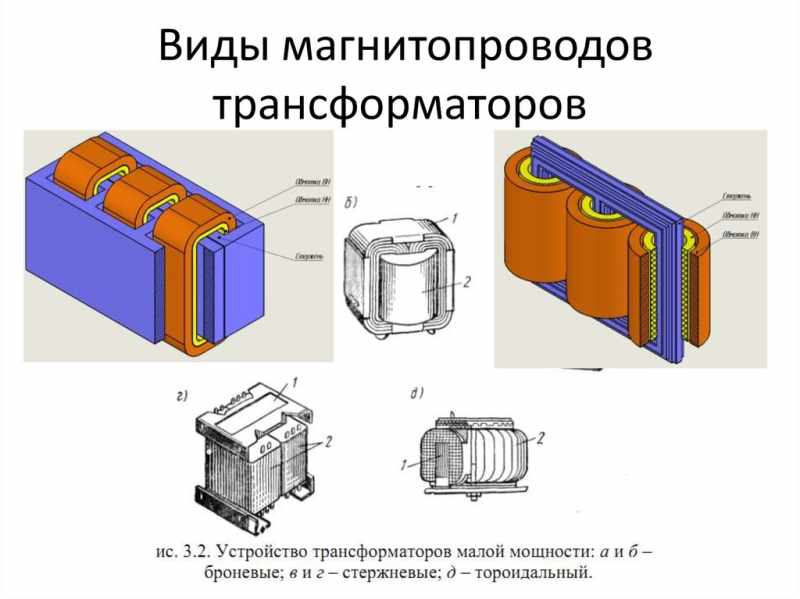 Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока. Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией. Принцип работы сварочного трансформатора Аппаратура для сварки работает по алгоритму:
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока. Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией. Принцип работы сварочного трансформатора Аппаратура для сварки работает по алгоритму:
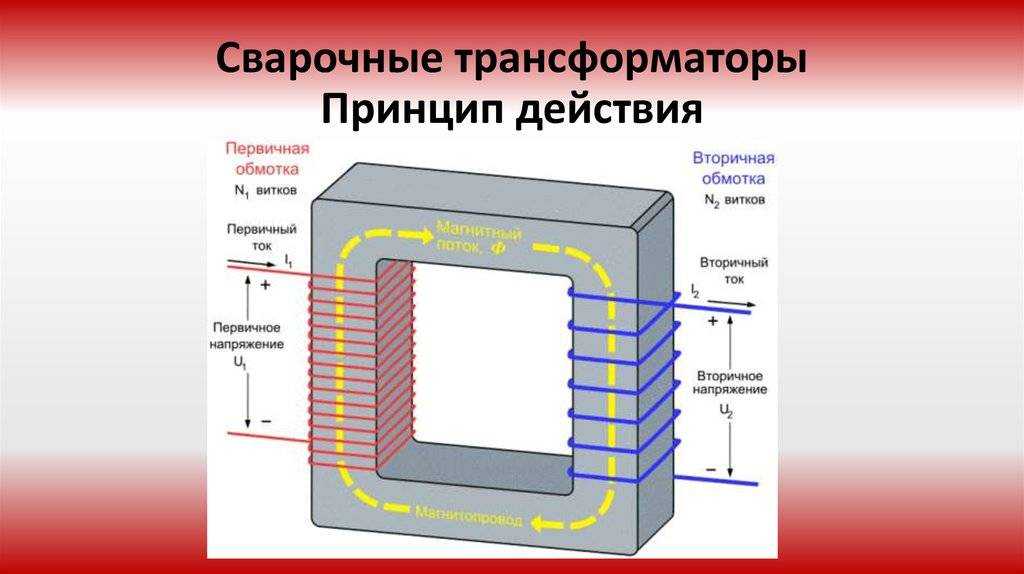
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой. Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками. Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход. ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
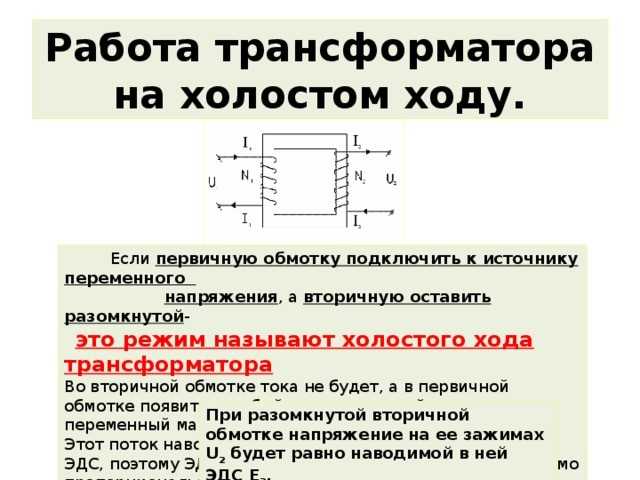 Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую. Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую. Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
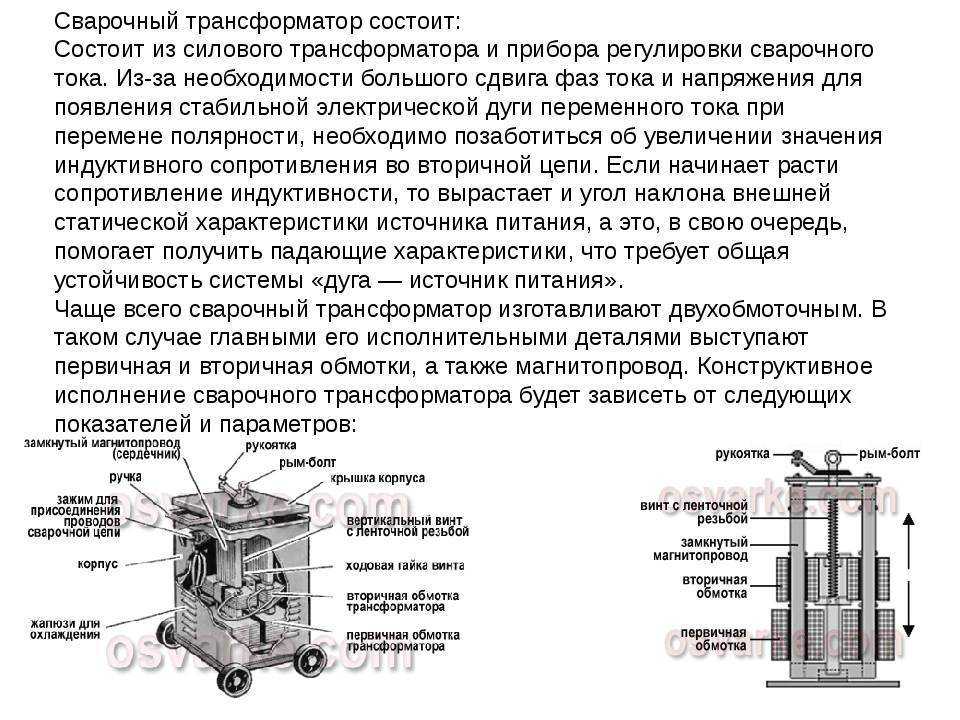
Составные элементы
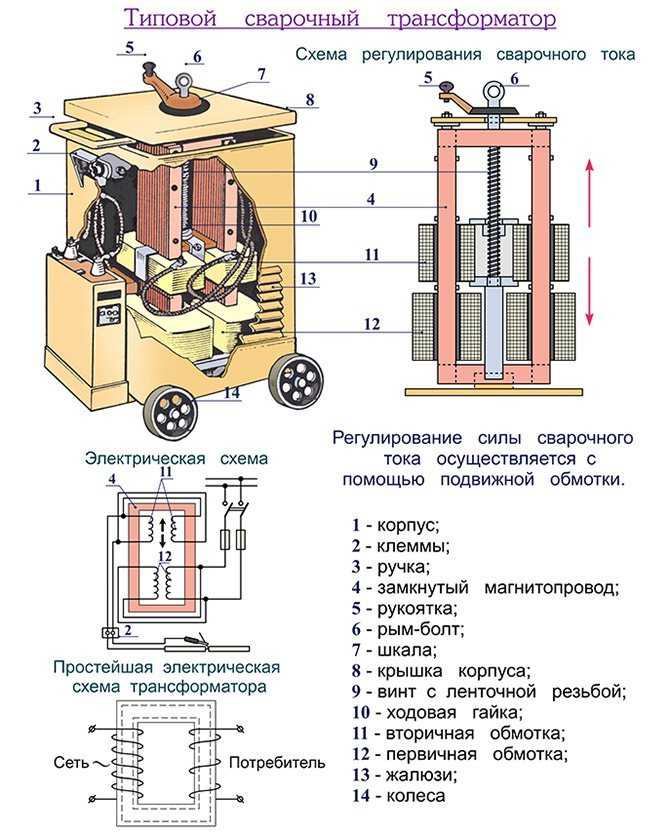
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Основные технические характеристики
Выбирая трансформаторное оборудование любого российского производителя необходимо будет оценить технические характеристики. У большинства моделей характеристики схожи, но иногда имеют место быть различия, которые определяют эффективность, быстроту и безопасность работы.
Основной характеристикой любого сварочного оборудования являются показатели номинального тока сварки. Этот параметр обозначает, какой по своей толщине металл можно будет обработать определенным инструментарием. Чем больше значение, тем, понятно, что более эффективнее будет работа по большим слоям металла.
Для обычных сварочных работ, например, домашних и бытовых, подойдут трансформаторные аппараты с силой тока до 160 Ампер. В тоже время, если предвидятся средней длительности работы средней сложности, то лучше выбирать модель с силой тока около 200 Ампер. Для профессиональных работ, например, работ с прочными метал конструкциями, швеллерами, широкополосными уголкам выбирают варианты оборудования, которые обладают силой тока в 220 Ампер.




Выходное напряжение — вторая по своей важности характеристика, которая характеризует то, какое напряжение образуется на участке цепи электрод-изделие. Аппараты с минимальными значениями силы тока имеют параметр не более 50 Вольт, средние — около 70, а профессиональные — 80
Если сварочный механизм трансформаторного типа будет использоваться для сварки специфических сплавов, то напряжение должно составлять не менее 90 Вольт.
Выходное напряжение устанавливается в соответствии с используемой для определенного типа работ силой тока. Если подбор будет неправильный, то работа не будет эффективной. Например, если установлен 220 А ток, но напряжение минимальное, то образуется на изделии поры и шлак.
Продолжительностью включения называют величину, которая определяет в процентном соотношении сколько может работать аппарат без перерыва при максимальной нагрузке. Если указывается, что продолжительность включения равна 70 процентам, то это значит, что если сварочный аппарат трансформаторного типа включить на десяти минут, то семь минут работает без перерыва. Но обязательно следует отключить устройство по прошествии времени, как минимум на три минуты.
Диаметр установленного электрода определяет то, каково будет значение тока сварки. Значение этого параметра указано в эксплуатационном листе.
Тип сварочного тока определяет, для каких именно целей можно будет использовать трансформаторный аппарат. В зависимости от этой характеристики определяют, к какому типу относится подаваемый ток — перемененный или постоянный. При помощи первого можно проводить работы по сварке черного металла. Постоянный же ток дает большие возможности, с помощью эффективны работы по любым видам металла, в том числе и цветным.
Присутствуют в продаже специальные электроды, позволяющие при помощи аппарата с переменным током проводить сварку и цветных металлов, но в таком случае алгоритм действий усложняется. Гораздо проще изначально выбрать трансформаторный сварочный аппарат с постоянным током, который подходит для выполнения большей части бытовых и профессиональных операций.
Тип сварки — важная характеристика, от которой зависит не только эффективность сварки, но и то, сколько прослужит сам механизм. Есть варианты сварки проволокой в среде инертного газа, а также неподвижными электродами в газовой среде. Эти характеристики могут различаться у различных видов трансформаторных аппаратов.
Тип аппарата — эта характеристика не часто указывается в эксплуатационном листе. Но стоит понимать, что присутствуют варианты с тиристорных фазорегуляторами и с регулируемой дросселью иди подвижными сердечниками. Как показывает практика, первый вариант превосходит два последних. Дело в том, что при использовании тиристорного фазорегулятора импульс существенно быстрей проходит через нулевое значение.
Фактор приводит к тому, что затуханий происходит меньше, меньшая амплитуда, а также к тому, что сварочная дуга горит более стабильно и дольше. В результате этого шов сварки получается качественным и долгослужащим. Такие аппараты не имеют установленных внутри подвижных деталей, поэтому они служат дольше. Подходят не только для выполнения работ на производстве, но и для использования в бытовых условиях — дома или на даче.
Общие сведения
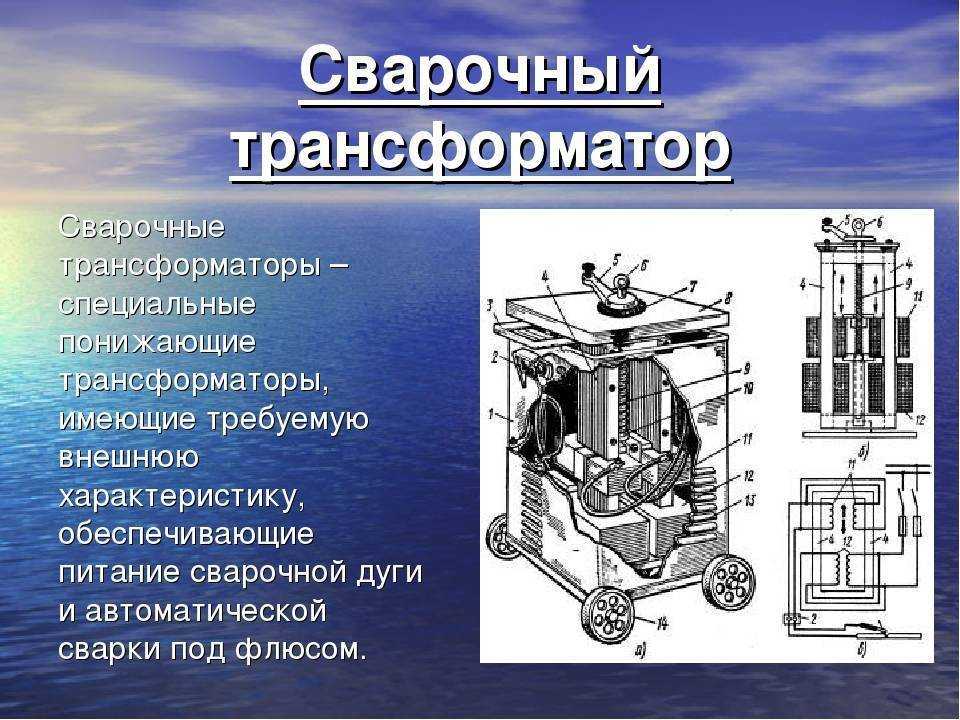
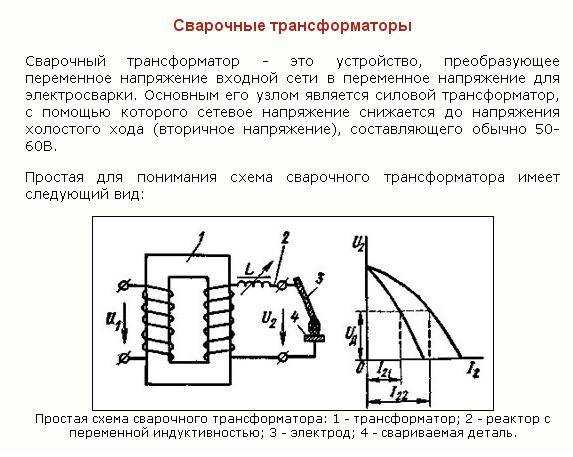
Сварочный трансформатор предназначен для питания дуги переменным током. Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке.
Трансформатор разделяет силовую сеть и сварочную цепь, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Силовые трансформаторы входят в состав всех сварочных выпрямителей и установок и имеют то же назначение, что и собственно сварочные трансформаторы.
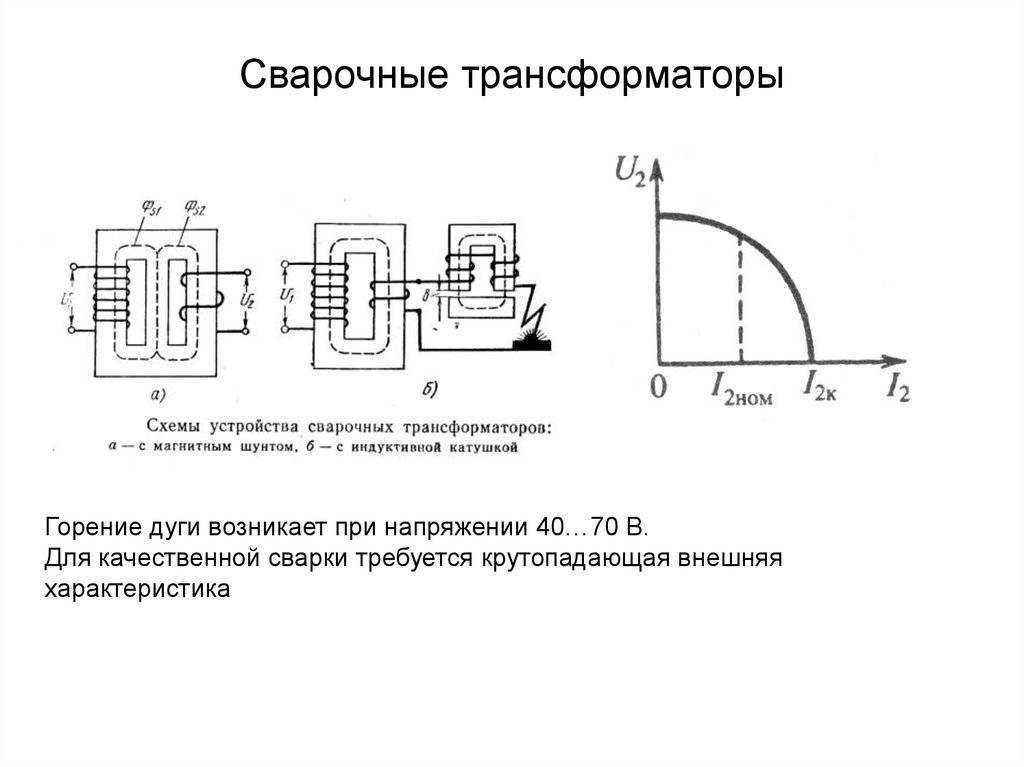
Конструкции сварочных трансформаторов разнообразны. В зависимости от способа формирования внешних характеристик и регулирования режима сварки трансформаторы бывают с механическим и электрическим регулированием.
Трансформаторы для ручной сварки относятся ко второй категории размещения источника тока, то есть предназначены для работы на объектах, где колебания температуры и влажности несущественно отличаются от колебаний на открытом воздухе. Трансформаторы могут работать при температуре окружающего воздуха —45° … +40°С и относительной влажности воздуха не более 80% при +20 °С на высоте не более 1000 м над уровнем моря.
Трансформаторы для автоматической сварки климатического исполнения У имеют 3-ю и 4-ю категории размещения источников и могут работать при температуре воздуха —10° … +40°С.
Классификация сварочных трансформаторов
Классифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям:
- Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка.
- Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V.
- Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А.
- Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В.
- Подача тока. Может быть непрерывной или импульсной.
- Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм).
Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий.



-
Политические идеи эпохи возрождения кратко
-
Фонетический состав первых слов особенности их слоговой структуры кратко
-
Теория гумбольдта о происхождения языка кратко
-
Детство и юность блока кратко
- Семейный кодекс кратко для егэ
Классификация сварочных трансформаторов
Разделение на виды сварочных трансформаторов происходит исходя из типа сварки и управления фазами. Первый признак выделяет устройства для ручной дуговой сварки и автоматической, с применением флюса. Второй получил более внушительную классификацию, которая выглядит следующим образом:
- Устройства со стандартным магнитным рассеянием амплитудной регулировки (присутствует дроссель с воздушным промежутком или насыщения);
- Приборы с повышенным магнитным рассеиванием (содержат подвижные разнесенные обмотки, намагниченные конденсаторы, импульсные выпрямители);
- Тиристорные (содержат импульсивные выпрямители или подпитку).
Мы рассмотрели общую классификацию сварочных трансформаторов переменного тока, которая является лишь поверхностной. Для более точного понимания существующих моделей устройств, следует разобраться в трансформаторах, отличающихся друг от друга преимущественно фазовым управлением.
Устройства, работающие на переменном токе с синусоидальным управлением сварочного процесса делают это за счет изменения сопротивления или переключения тока холостого хода. При это удается без изменений передать синусоидальную форму входного тока сварки трансформаторной.
Тороидальный трансформатор считается одним из наиболее интересных по своей конструкции. Его особенность состоит в том, что большая часть устройств собирается по схеме, аналогичной буквам Ш или П, а этот повторяет форму бублика. Благодаря такой компоновке удалось снизить размеры прибора, при этом получив больше мощности из текущего объема механизма. Конкурировать с ним может только трехфазный трансформатор с системой ступенчатого понижения тремя однофазными приборами. Этот является наиболее компактным и удобным в управлении, среди существующих ныне на рынке моделей.
Все сказанное выше относится к переменному току, но стоит упомянуть и трансформаторы постоянного тока, точнее аппараты, имеющие в своей конструкции выпрямитель переменного тока в постоянный. Они более удобны, выдают стабильную дугу, однако для работы с ними требуется определенная специализация.
Подобные механизмы редки в использовании из-за сложного принципа работы, который не только утяжеляет сам аппарат, но и делает его чрезмерно дорогим. Благодаря доступности работ с цветным металлом и нержавейкой трансформаторы постоянного тока, чаще всего, используются на мелких и крупных предприятиях, для обработки редких металлов. Не стоит забывать и то, что они требуют особых электродов, поэтому их бытовое применение практически исключено. Сравнивая две модели для переменного и постоянного тока, первую следует выбирать для личных нужд, а второй вариант лучше подойдет для ответственных работ в сфере сварочных услуг.
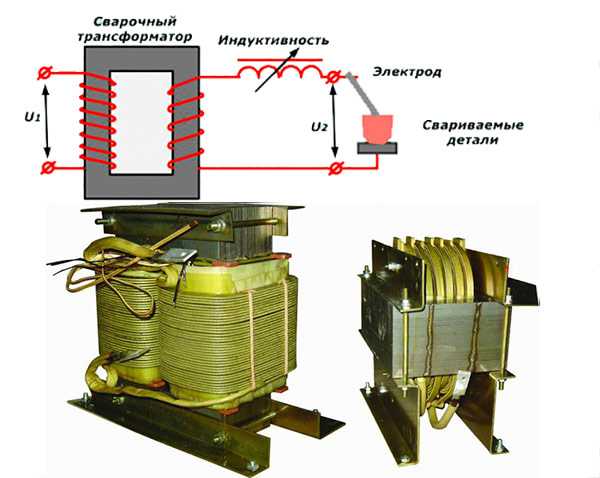
Как устроен сварочный трансформатор
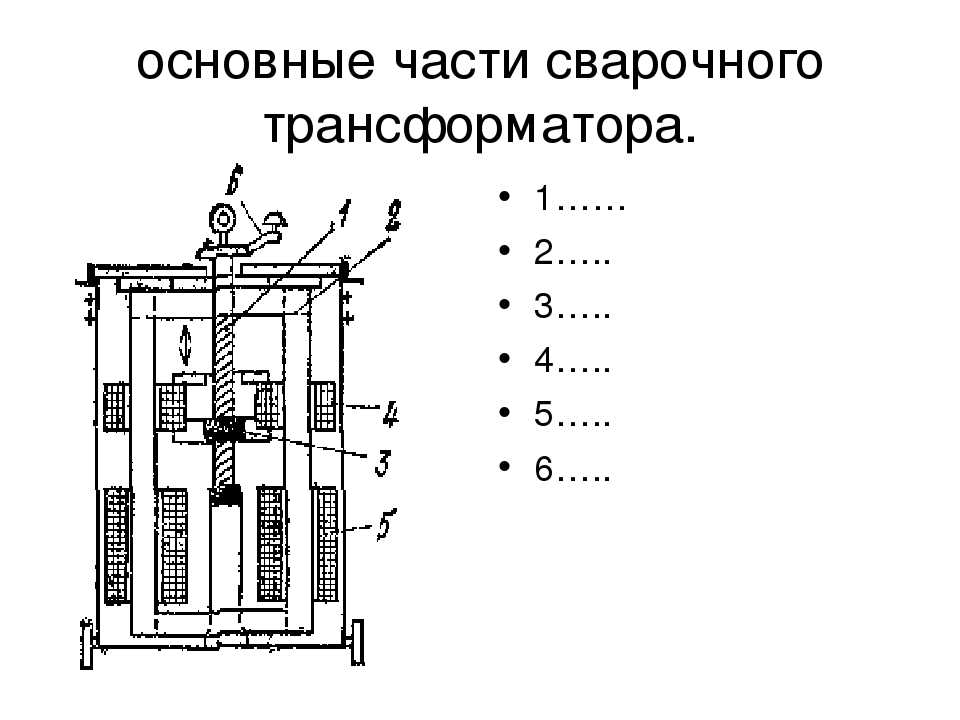
В классическую конструкцию включены следующие элементы:
- магнитопровод (сердечник);
- жестко закрепленная первичная катушка, намотанная изолированным проводом;
- подвижная вторичная обмотка, иногда неизолированная для лучшего охлаждения;
- вертикально расположенный винт с ленточной резьбой;
- гайка винта, скрепленная с вторичной обмоткой;
- ручка, закрепленная на верхнем конце винта;
- клеммы для подсоединения кабелей.
Элементы смонтированы внутри прямоугольного корпуса с продольными вырезами на стенках для прохода воздуха, отводящего тепло. В устройстве сварочного трансформатора сердечник не оказывает влияния на параметры тока, а предназначен для передачи магнитного потока между обмотками. Магнитопровод собирают из пакета пластин электротехнической стали, поверхность которых покрыта оксидной изоляцией или лаком. Таким способом снижают потери на вихревые токи, которые образуются при взаимодействии магнитного потока со сплошным проводником.
При прохождении по обмоткам переменного тока во время работы пластины вибрируют, издавая дребезжащий звук. Для уменьшения шума пакет стягивают как можно туже.
Для улучшения эксплуатационных характеристик и безопасности в трансформатор для сварки устанавливают дополнительные узлы:
- вентиляторы;
- конденсаторы;
- автоматические выключатели для защиты от перегрева и перегрузки;
- несколько вторичных обмоток;
- регуляторы тока на тиристорах;
- стабилизаторы напряжения.
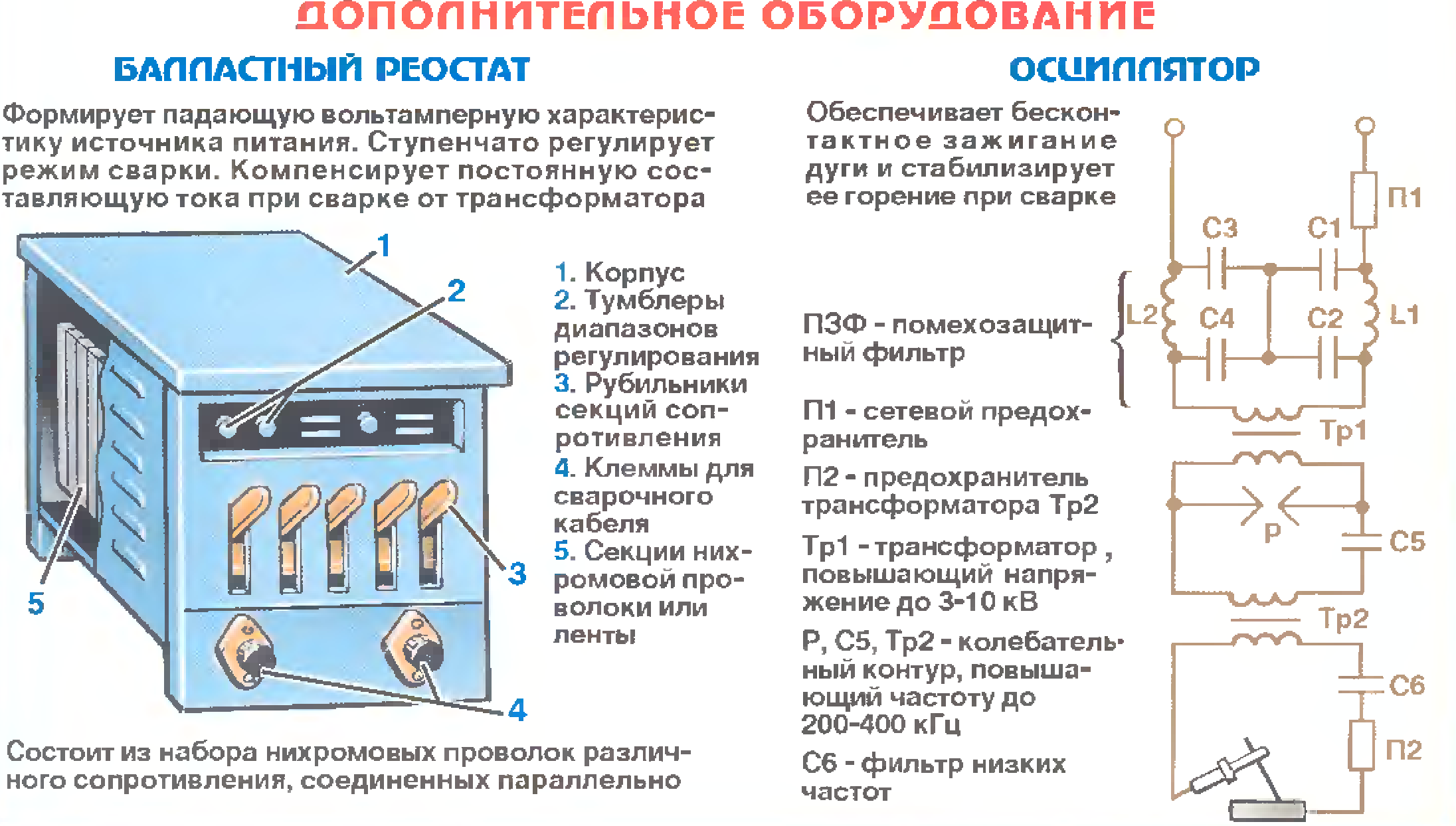
Чтобы расширить диапазон регулирования тока, при сварке тонкостенного металла добавляют сопротивление в отдельном корпусе. Нужное значение устанавливают контакторами. Как дополнительное сопротивление можно также использовать стальную пружину, подключив ее последовательно с кабелем массы.
Устройство и принцип работы
Устройство и принцип действия сварочного трансформатора крайне просты. Именно из-за этой особенности трансформаторы настолько ремонтопригодны и недороги в обслуживании.
Устройство сварочного трансформатора
Трансформатор состоит из трансформаторного и регуляторного узла. Трансформаторный узел необходим для понижения напряжения, поступающего от сети 220В или 380В. Регулярный узел позволяет установить нужную вам силу тока.
Состав трансформаторного узла может разниться в зависимости от напряжения, необходимого для стабильной работы аппарата. Существуют однофазные, двухфазные и трехфазные аппараты. Однофазный трансформатор состоит из сердечника и двух обмоток. Двухфазный — из двух однофазных. Трехфазный — из трех однофазных соответственно.
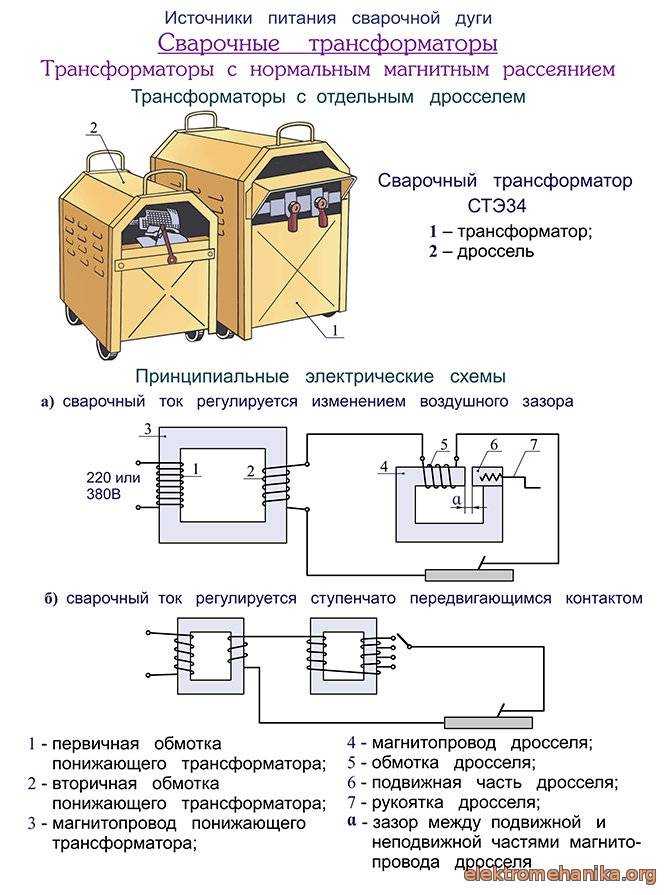
Что касается регуляторного узла, то зачастую это дроссель насыщения. Чтобы отрегулировать силу тока необходимо изменить зазор магнитопровода этого дросселя. Как вы понимаете, выполнять подобные манипуляции, каждый раз снимая корпус с аппарата, очень неудобно. Поэтому умельцы выводят на поверхность корпуса специальную ручку, с помощью которой можно механическим образом регулировать силу сварочного тока.
Два этих узла — трансформаторный и регуляторный — являются основой сварочного трансформаторного аппарата. Помимо этих узлов предусмотрены дополнительные устройства. Тем не менее, стандартная схема сварочного трансформатора все равно очень простая. По этой причине трансформаторы крайне редко выходят из строя. Если у трансформатора обнаружились неполадки, их можно легко устранить в домашних условиях.
Принцип работы сварочного трансформатора
В большинстве сварочных аппаратов сварочный ток преобразовывается из постоянного в переменный, чтобы была возможность зажечь дугу. В случае с трансформатором это правило не работает. Это единственный сварочный аппарат, позволяющий выполнять сварку с применением постоянного тока. Все, что необходимо — это адаптировать электрический ток под необходимые вам условия.
Это задача трансформаторного узла, о котором мы говорили выше. Он понижает входное напряжение до необходимого значения. Затем дело за регуляторным узлом, который позволяет точно настроить силу тока. Вот и все. Принцип действия максимально прост. Дополнительно может быть заземление.
Плюсы сварочного трансформатора
Аппарат имеет множество положительных качеств:
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1 — равномерная, 2 — секционная, а — сетевая обмотка, б — силовая обмотка.
- Он выгодно стоит. Прибор дешевый и надежный.
- Аппарат обладает высоким КПД. Обычно КПД равен 70-90%.
- Прибор расходует электроэнергию по минимуму.
- Провести ремонтные работы при его поломке можно самостоятельно.
- Аппарат легок в использовании и не требует навыков и знаний.
Если прибор работает хорошо, то можно увидеть отличное качество швов, металл не разбрызгивается при сваривании, дуга горит стабильно, и металлические листы наплавляются равномерно. В таких случаях мастера подчеркивают: «варит мягко».




Минусы оборудования
Кроме большого количества преимуществ существуют и отрицательные качества прибора. Итак:
- Чтобы провести сварку наиболее качественно, понадобятся специальные электроды. Они созданы для переменного тока и обладают стабилизирующими свойствами.
- Заниженная стабильность горения дуги. Этот минус присущ только тем трансформаторам, которые не имеют встроенного стабилизатора горения.
- Зависимость от колебания напряжения в сети. Этот минус присущ обыкновенным, простеньким аппаратам.
Таким образом, перед приобретением той или иной модели оборудования настоятельно рекомендуется взвесить все преимущества и недостатки.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.