

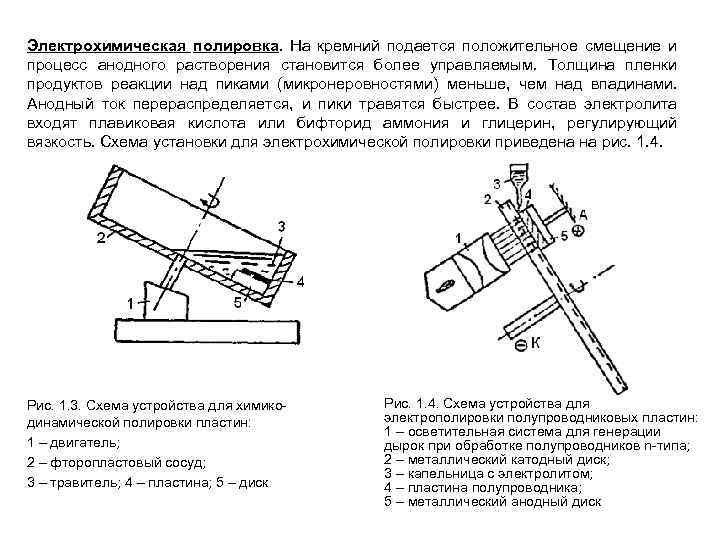
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима. Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора. Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.

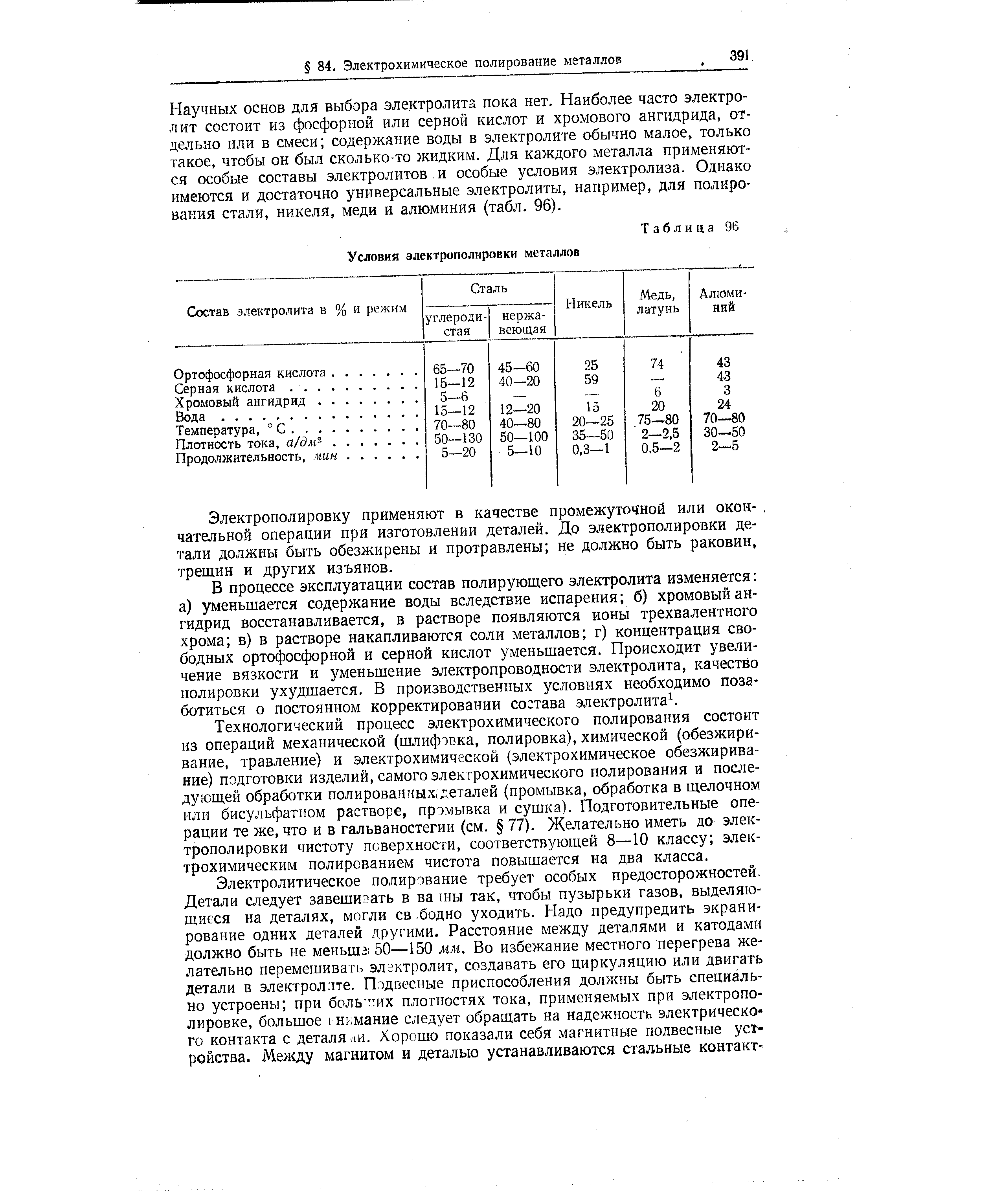
Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
|
Электролит |
Материал заготовки
|
|||
| Углеродистая сталь | Нержавеющая сталь | Алюминий | Дюралюминий | |
| Ортофосфорная кислота | 65% | 65% | 70% | 45% |
| Серная кислота | 15% | 15% | – | 40% |
| Хромовый ангидрид | 6% | 6% | 10% | 3% |
| Вода | 14% | 12% | 30% | 11% |
| Глицерин | – | 12% | – | – |
Большинство металлов полируется в фосфорносернохромовом электролите, удовлетворяющем следующим условиям:
- высокие показатели растворимости, что способствует лучшему сглаживанию поверхности полируемой детали;
- длительный срок эксплуатации раствора;
- универсальность электролита;
- безопасен для жизни и здоровья человека.
Важным показателем электролита является его температура. Чем выше этот показатель, тем интенсивнее происходит процесс полирования. Для всех электролитов предусмотрены пределы температур. Если резко понизить данный параметр во время проведения электрохимической полировки, то вязкая пленка уплотнится, что приведет замедлению растворения анодов. В результате полируемая поверхность изделия становится матовой и не приобретает зеркальный блеск.
 Н
Н
а равномерность электрохимической полировки оказывает влияние дистанция между электродами в электролите. Оптимальное растворение происходит при расстоянии до 40 мм. При дальнейшем увеличении данного показателя удаляемый слой становится неравномерным. В итоге поверхность детали покрывается темным налетом и становится более хрупкой.
После завершения процесса электрохимической полировки требуются приспособления для очистки электролитической ванны и остального полировочного оборудования. Для этого используются растворители и щелочные средства. В их состав входят активные действующими веществами, очищающими поверхность инструментов полировки от различных видов грязи.
Преимущества электрополировки в “Металл Клинер”
«Металл Клинер» осуществляет полировку металлов методом электрополировки на своих площадях, расположенных в городе Москва. Детали и готовые изделия мы готовы принять и доставить обратно в любую точку России. При необходимости электрополировать не поддающееся транспортировке оборудование мы готовы проработать вариант оказания услуги с выездом на место и предложить вам персональные условия и расценки.

Общие цены на электрополировку нержавеющей стали в Москве вы можете узнать, отправив запрос по форме обратной связи. Также мы готовы рассчитать стоимость услуги на основе предоставленных вами данных, например, схем и чертежей.
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.

Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы
Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование
Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Технология CLINOX и INVERTER
Наилучшие результаты следует поддерживать при четко определенных соотношениях плотности тока и напряжения. Это соотношение определяется в наших установках CLINOX, которые благодаря инверторной технологии позволяют контролировать электрические параметры, повышая электрическую эффективность и надежность процесса. Агитация не всегда принята. Она часто используется для предотвращения неконтролируемого нагрева и локальной турбулентности в электролитической ванне с высоким удельным сопротивлением. Перемешивание не должно быть слишком интенсивным и может быть реализовано с использованием пассивного материала или путем инсуффляции воздуха или азота. «Срок полезного использования» электролита довольно ограничен. Когда в ванне появляется определенное количество ионов металлов, ее полирующий эффект уменьшается или исчезает. Так что прибегают к частичной или полной замене отработанной жидкости.
Обычно продолжительность процесса включает удаление 0,5-2 мкм металла в зависимости от состояния поверхности. Такое удаление предполагает использование веществ, которые быстро растворяют в ванне продукты анодного воздействия. Среди наиболее эффективных веществ следует выделить фосфорную и серную кислоту – вещества, которые содержатся в нашем электролите для электрополировки E-polishing Bomar. Материал катода может быть изготовлен из свинца, меди или углеродного волокна. Электролит используется в нашей ванне для электрополировки E-polishing Box, чтобы обеспечить более длительный срок службы электродов и уменьшить электрические рассеяния. Расстояние между анодом (механическая часть) и катодом (углеродное волокно) может варьироваться от 1 до 15 см и во время процесса поддерживается постоянным; уменьшение расстояния увеличивает ионный обмен и уменьшает время электрополировки. Кроме того, очень важен идеальный контакт электродов с соответствующими шинами, в противном случае могут возникнуть вторичные электрические воздействия внутри дефектных точек контакта.
Электрохимическая полировка нержавейки используется для обеспечения оптимального сочетания эстетической красоты и очень высоких значений пассивации. Если нержавеющая сталь была электрополирована, поверхность свободна от примесей железа и имеет очень низкую шероховатость. В этих условиях нержавеющая сталь полна чистого хрома на поверхности. Хром связывается с кислородом, присутствующим в окружающей среде, создавая «пассивный» слой, который позволяет значительно замедлить процесс коррозии.

Как видно на рис. 3, микроструктура 1 создается после механической очистки. Как вы можете видеть, микроструктура проявляется различными слоями ферритов (номера 2, 3 и 4) и слоями аустенита (номера 1, 5 и 6) различной морфологии, поскольку они были деформированы после механического процесса. Микроструктура 2 образуется после электролитической очистки, она выглядит однородной, с зернами того же размера и с той же аустенитной природой. Толщина пассивного слоя сильно варьируется в зависимости от типа микроструктуры. Толщина механически полированного образца (1) ниже, чем у электрополированного образца (2), поскольку он загрязнен посторонними частицами (остатками абразива и примесями), которые препятствуют образованию однородного слоя оксида хрома.
Источник статьи: http://metallcleaner.com/elektropolirovka.html
Отличия электрополирования от химического
Электрополирование, как и электроплазменная обработка, отличается от химического процесса тем, что через электролит подается электрический ток. При химическом полировании изделие опускается в емкость с химическим раствором кислоты или щелочи. Здесь происходит растворение поверхностного слоя. Это сопровождается бурным кипением содержимого сосуда. Деталь приобретает нужную шероховатость за несколько секунд. В отличие от электрополирования такой метод менее затратный. Здесь не требуется сложного оборудования. Но присутствуют и недостатки:
- Сложность контроля над протеканием процесса.
- Без применения электрического тока качество получаемого изделия ниже. У него отсутствует блеск. Поэтому такому способу обработки больше подвергаются изделия из цветного металла, имеющие сложную конфигурацию, которым не предъявляется высоких требований.
Электрохимическая полировка: все минусы процедуры
У методики есть свои минусы, которые выходят из:
- необходимости часто менять оборудование;
- невозможности обрабатывать все металлы;
- токсичности процесса;
- взрывоопасности.
Всё дело в том, что электролиты оказывают воздействие и на сам анод, так что если в процессе не применяются титановые детали, оборудование придётся периодически менять. Работа с кислотами никогда не относилась к безопасным или, тем более, полезным.
Электрохимическая полировка
позволяет не только улучшить внешний вид конструкции, она так же защищает металл от коррозии, помогая сохранить его механические характеристики. Так что не стоит оставлять данный метод без внимания, как минимум он — самый быстрый из всех существующих на данный момент предложений.
Химическая полировка алюминия

Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки.
Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их.



Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Способы полировки алюминия: химический метод
Данная технология является экологичной, простой и довольно быстрой.
Её можно реализовать, имея кислотоустойчивую сталь, которая ляжет в основу полировальной ванны.
Если объемы работ сравнительно небольшие, можно использовать тигли из фарфора. В емкость наливается раствор кислот:
- серная;
- азотная;
- ортофосфорная.
4 Электрохимическая полировка – что изменит присутствие тока?
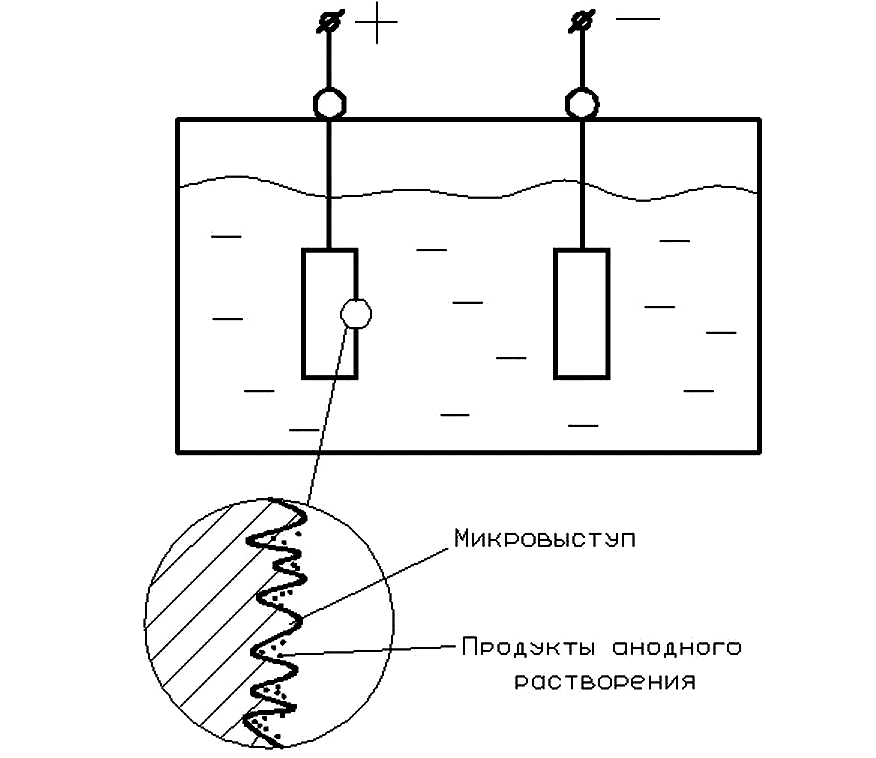
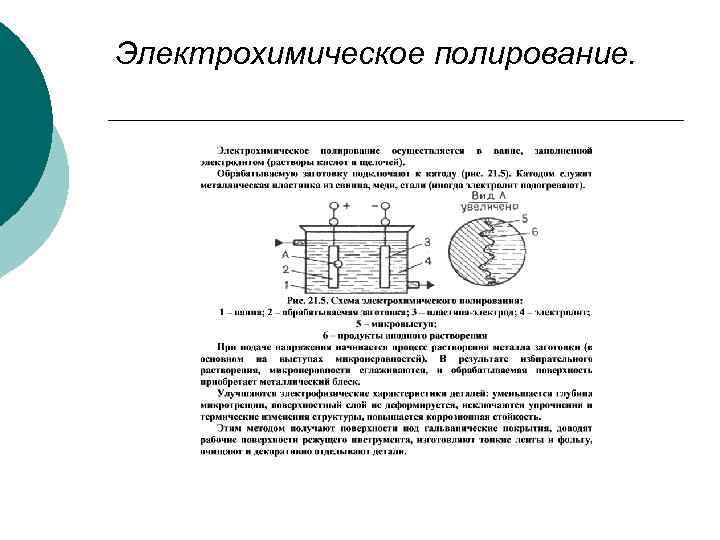
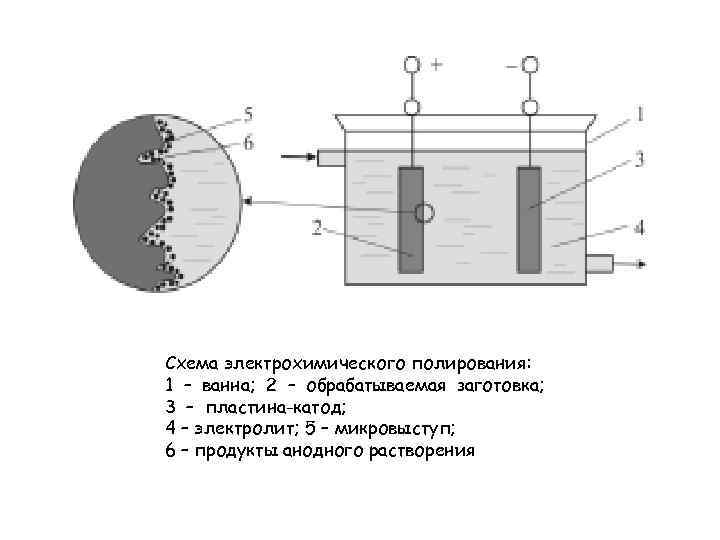
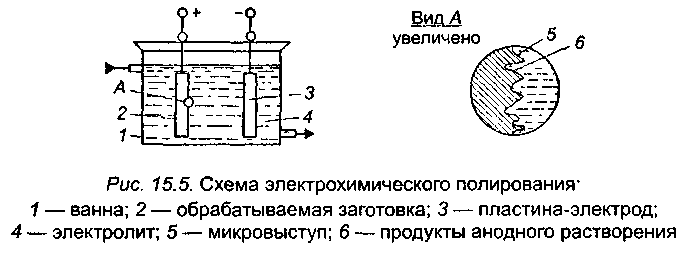
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.
 Процесс электрохимической полировки
Процесс электрохимической полировки
А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока
Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот
Состав № 1
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм2. Делать электрохимическое полирование нужно около пяти минут.
 Состав для полирования
Состав для полирования
Состав № 2
Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм2. Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
Химическая полировка алюминия — Справочник металлиста

Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки.
Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их.
Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Описание процесса
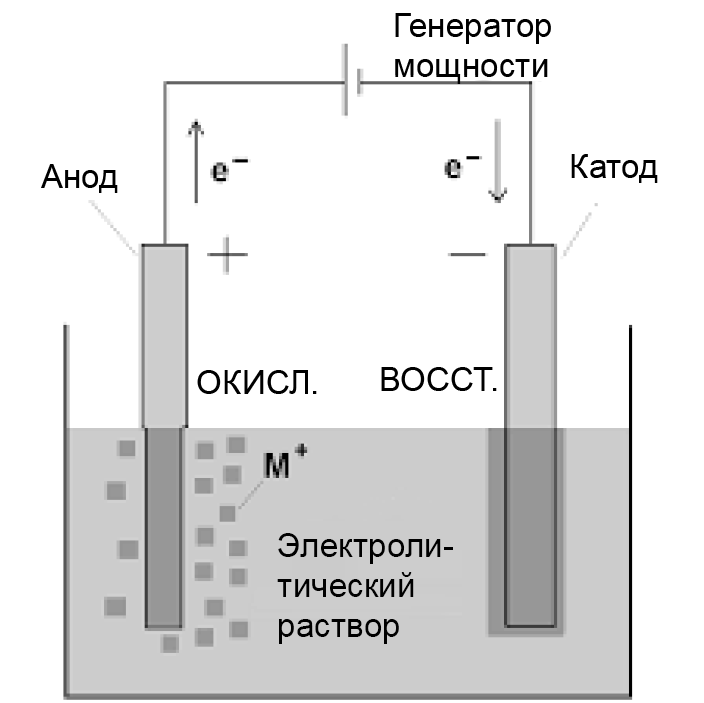
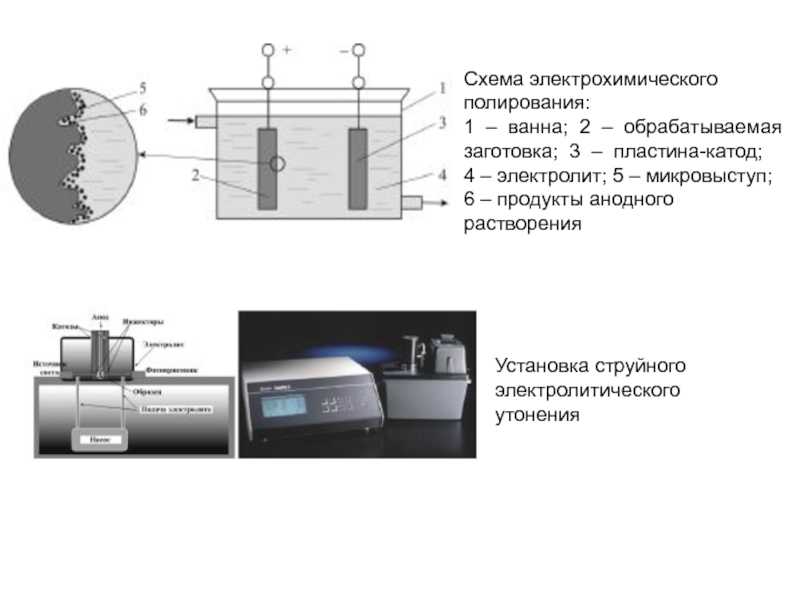
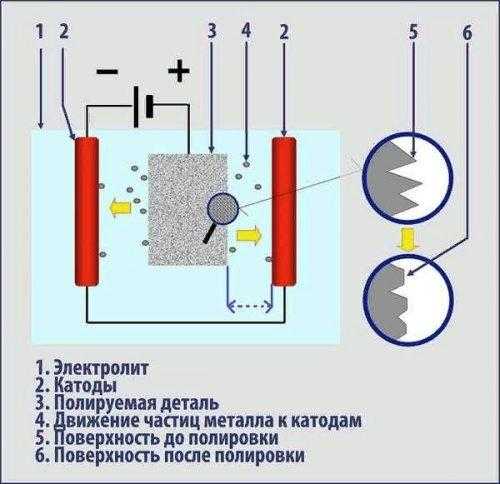
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется.
Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной.
Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается.
Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.






Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
Механическая полировка
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.

Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
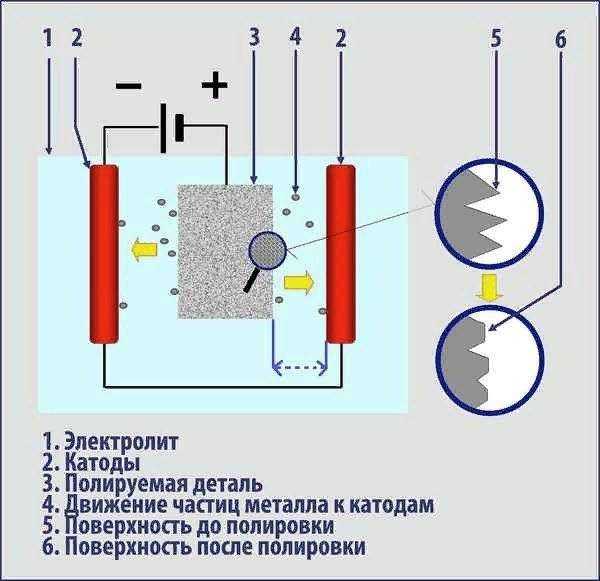
Электрохимический способ
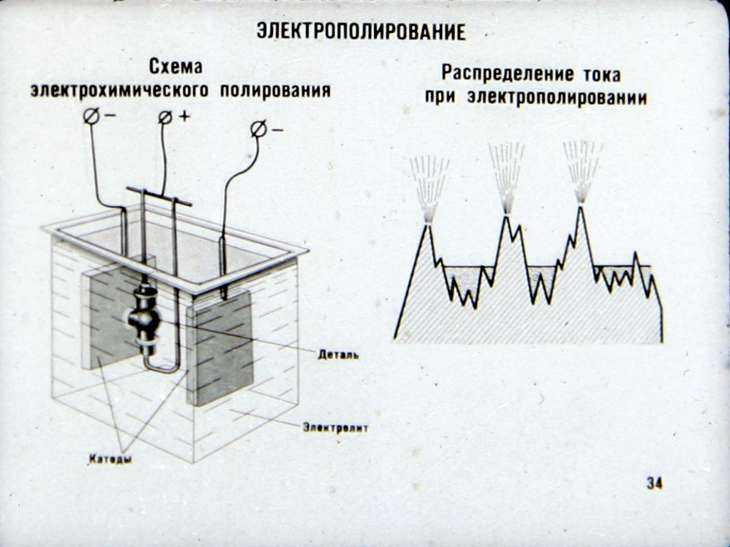
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
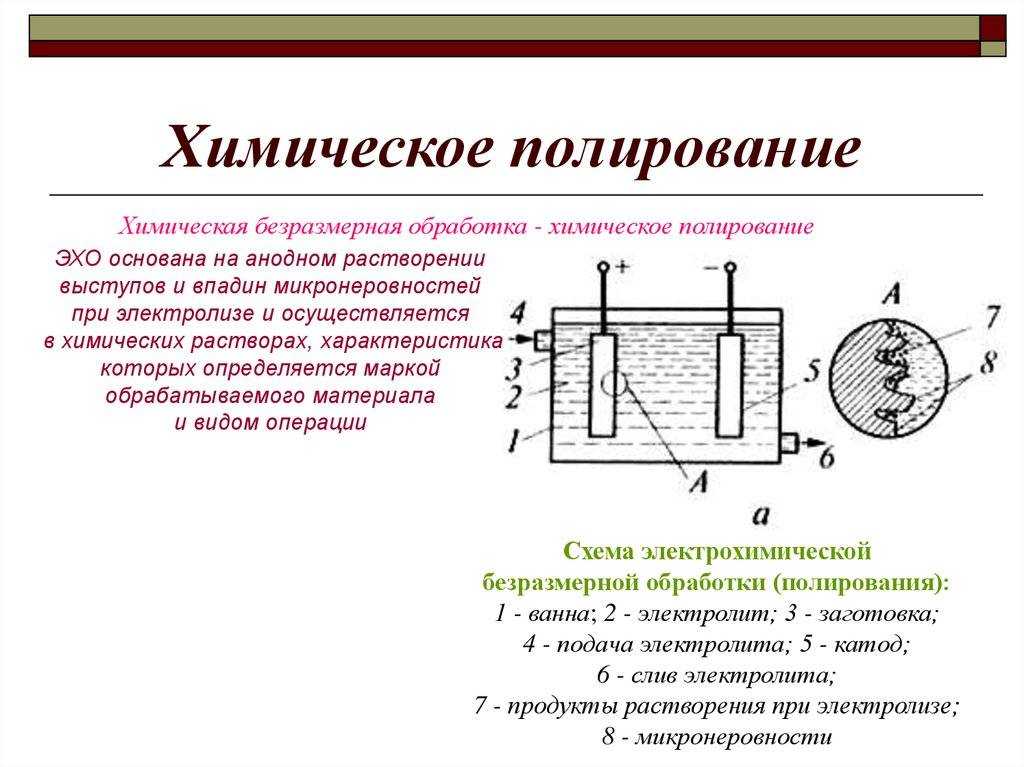
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.
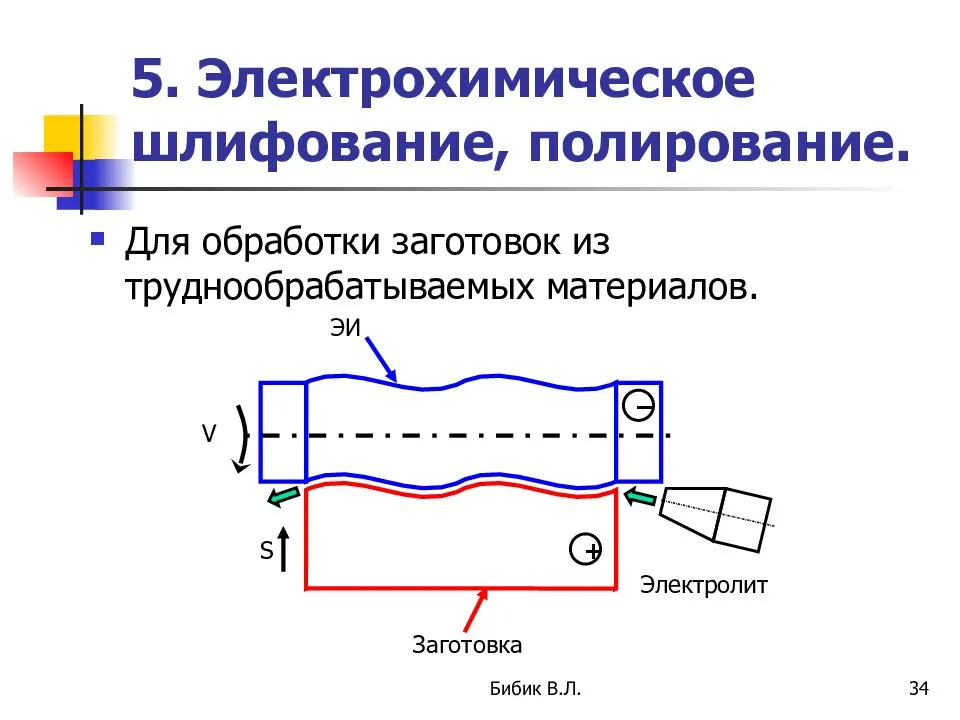
ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.
При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Шлифовка и сатинирование(матирование) шва на профильной трубе
Расходники
Процесс обработки типа сатинирования не сильно отличается от обработки под зеркало.
Последовательность использования расходников начинается так же как и в предыдущем примере. Только вместо войлока используем средство сатинирования.
Шлифовальный валик. После шлифовального круга на липучке зерном Р-320 используется шлифовальный валик. Надевается на тихоходную болгарку посредством переходника.
После шлифовального валика, поверхность дорабатывается Скотч-брайтом. Мы используем
Так-же доработать шлифованную поверхность можно шлифовальной губкой. И матовой поверхности можно добиться этой же губкой после полировки металла.
5 Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на процессах в металле при его погружении в раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.
 Плазменный метод обработки изделий
Плазменный метод обработки изделий
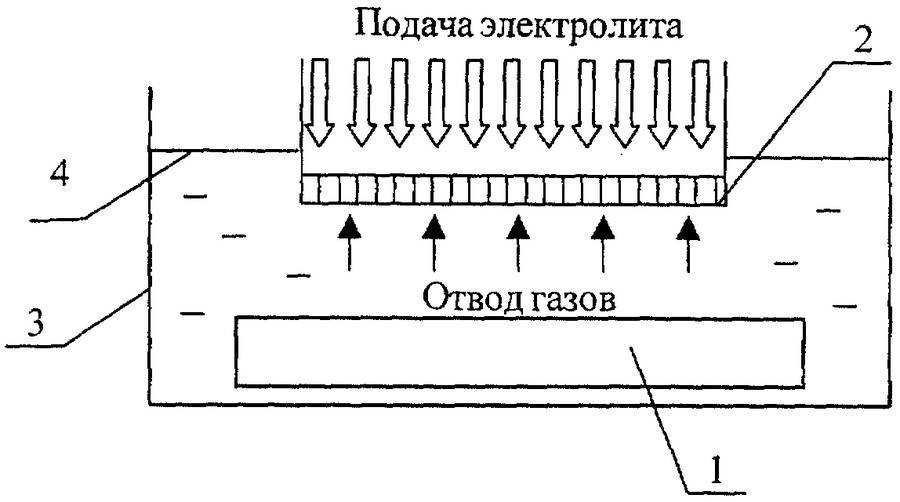
Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм). Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.
 Закипание электролита у поверхности детали
Закипание электролита у поверхности детали
Плазменная полировка удаляет с изделия тончайший слой с повышенным содержанием инородных включений. В результате поверхность имеет зеркальный блеск, обладает высокими адгезионными свойствами. Кроме того, этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Однако чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.
Травление нержавеющей стали в домашних условиях
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.
Процедура травления нержавеющей стали
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое). Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки. Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.
Травление изделия из нержавейки с помощью кислоты
В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.






Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.
Схема изготовления зондов с помощью электрохимического травления
Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Способы и особенности полировки алюминия
Алюминий очень популярный металл, используемый в различных сферах. Особенно при изготовлении деталей. Он обладает высокими показателями теплопроводности, стойкости к коррозии, электропроводности и пластичности. Также его сваривают с иными металлами, полируют для достижения особой гладкости и ровности поверхности.
Химический метод
Химический метод состоит из нескольких стадий. Это обработка специальным составом, промывка и повторная обработка, снова промывка и полирование.
- Вначале проходит травление металла в серной кислоте (50%).
- Затем его промывают обыкновенной водой.
- Затем применяют азотную кислоту (30%) и снова промывают.
- В самом конце алюминий проходит через состав из фосфорной кислоты, азотной кислоты, серной кислоты, меди и воды в течение 60-120 секунд при температуре 80-90 градусов по Цельсию.
В крайних случаях изделия проходят стадию анодирования. Весь процесс занимает немного времени и помогает добиться зеркальной поверхности, гладкости. Но, существуют и ограничения. Подобный эффект не удается получить при использовании чистоты в 99,5% и менее. Специалисты, работающие многие годы с данным металлом так и не смогли найти выход из этой ситуации.
Предупреждения
- При использовании оборудования нужно обязательно соблюдать технику безопасности, а также правила по работе с такими механизмами во избежание риска травматизма.
- При самостоятельной обработке металла следует выбирать только безопасные товары – пасты и смеси во избежание отравления.
- Снизить риск отравления помогут и средства индивидуальной защиты (костюм, очки и респиратор).
- Если не провести гигиенические и санитарные процедуры после окончания работ появится риск попадания алюминиевой пыли или иных частиц в легкие (организм).
- Получить отравление может ребенок или животное при использовании алюминиевой посуды или при вдохе ее частиц, оставшихся после обработки.
Данный металл имеет на поверхности защитную пленку, но все же может навредить как взрослому, так и детскому организму, животным и растениям (при оседании пыли).
Он оказывает токсичное, канцерогенное воздействие. При попадании в ЖКТ, легкие, костные ткани постепенно провоцирует различные серьезные заболевания
При работе с алюминием нужно обязательно соблюдать осторожность
Полировка алюминия – это сложный и трудоемкий процесс. Домашний и самостоятельный способ используют крайне редко. Для данных целей изобретены специальные пасты, упрощающие его. Для деталей же применяется высокотехнологичное оборудование, позволяющее добиться нужных показателей.
Электрохимическая полировка – оборудование и технологии
Для заказа услуг по электрополировке Вы можете позвонить на номер либо написать на почту
Процесс дополняет финишную механическую обработку
Использование электрополировки сталей практикуется в коммерческих целях с 1930-х годов, в основном, касалось придания внешней привлекательности потребительским товарам, таким как посуда и авторучки, фурнитура и др. В последние же годы акцент сместился на обработку инженерного оборудования, особенно в пищевой, медицинской, фармацевтической и полупроводниковой промышленности. Электрохимическое растворение металлической поверхности используется для улучшения гладкости, отражающей способности, чистоты и пассивности стальных изделий
или некоторой комбинации этих характеристик поверхности. При применении к компонентам трубопроводных систем электролитическая полировка помогает достигать и поддерживать необходимые показатели коэффициента шероховатости поверхности.

В то время как обычные процессы механической обработки представляют собой процессы удаления макрометалла, электрополировка – это микропроцесс. Таким образом, она не является конкурентом таких процессов, как шлифование, бластинг, пескоструйная обработка и механическая полировка, а скорее является дополнением.
Почти все металлы и сплавы могут быть электрополированы, но на практике нержавеющая сталь составляет наибольшую часть коммерческого электрополирования. Собственная прочность и коррозионная стойкость нержавеющей стали делают ее предпочтительным материалом для технологического оборудования и многих потребительских товаров.