

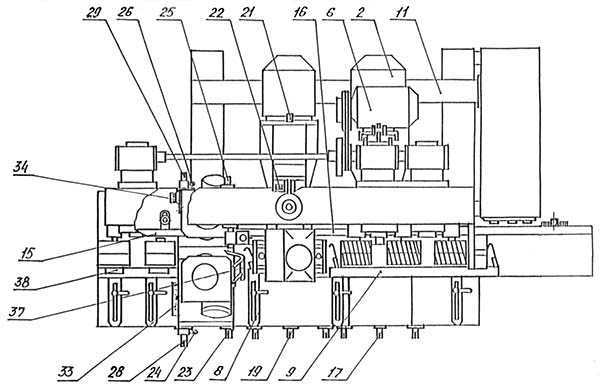
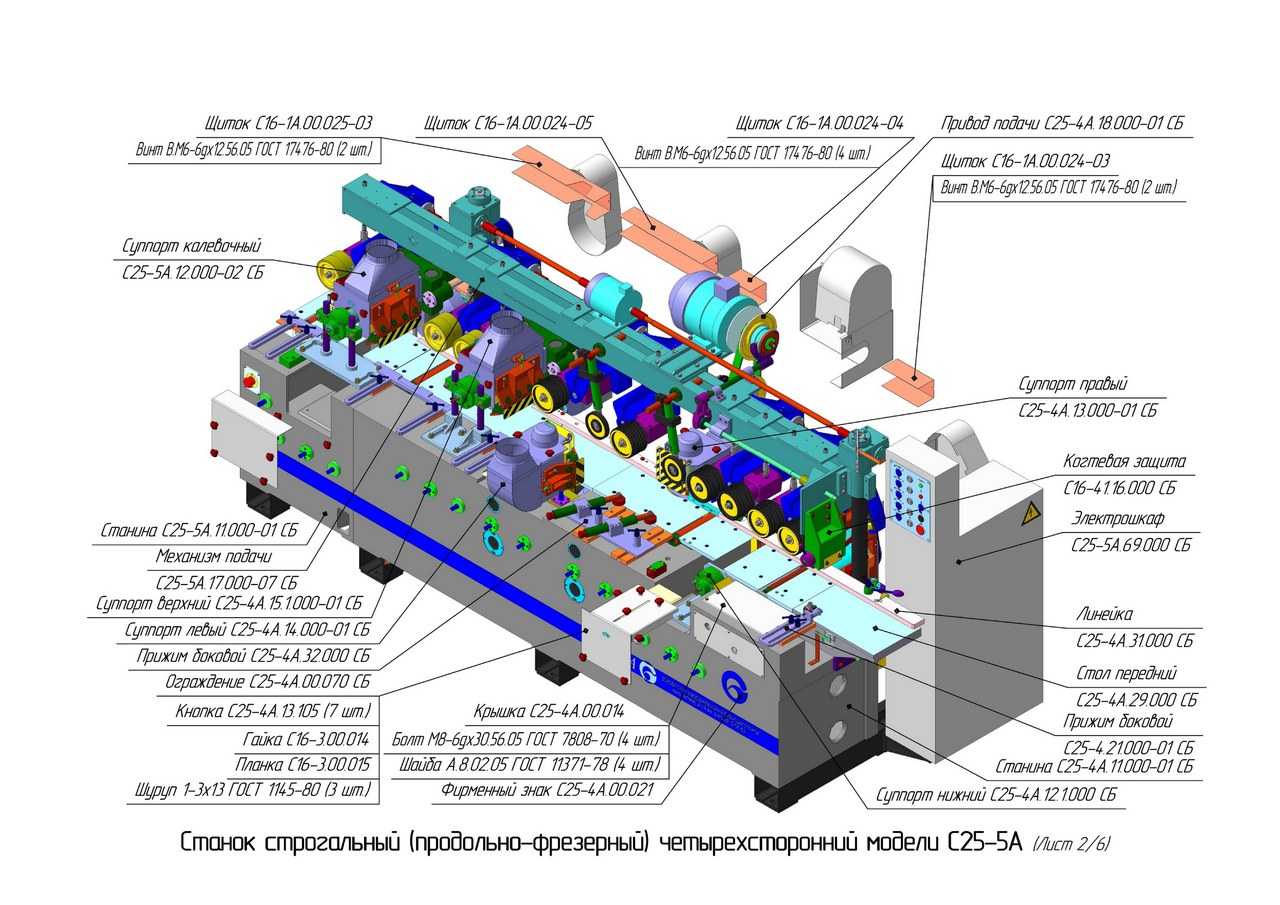
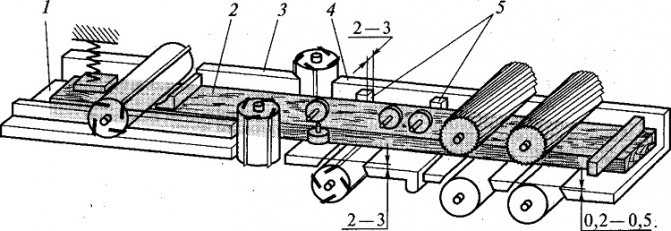
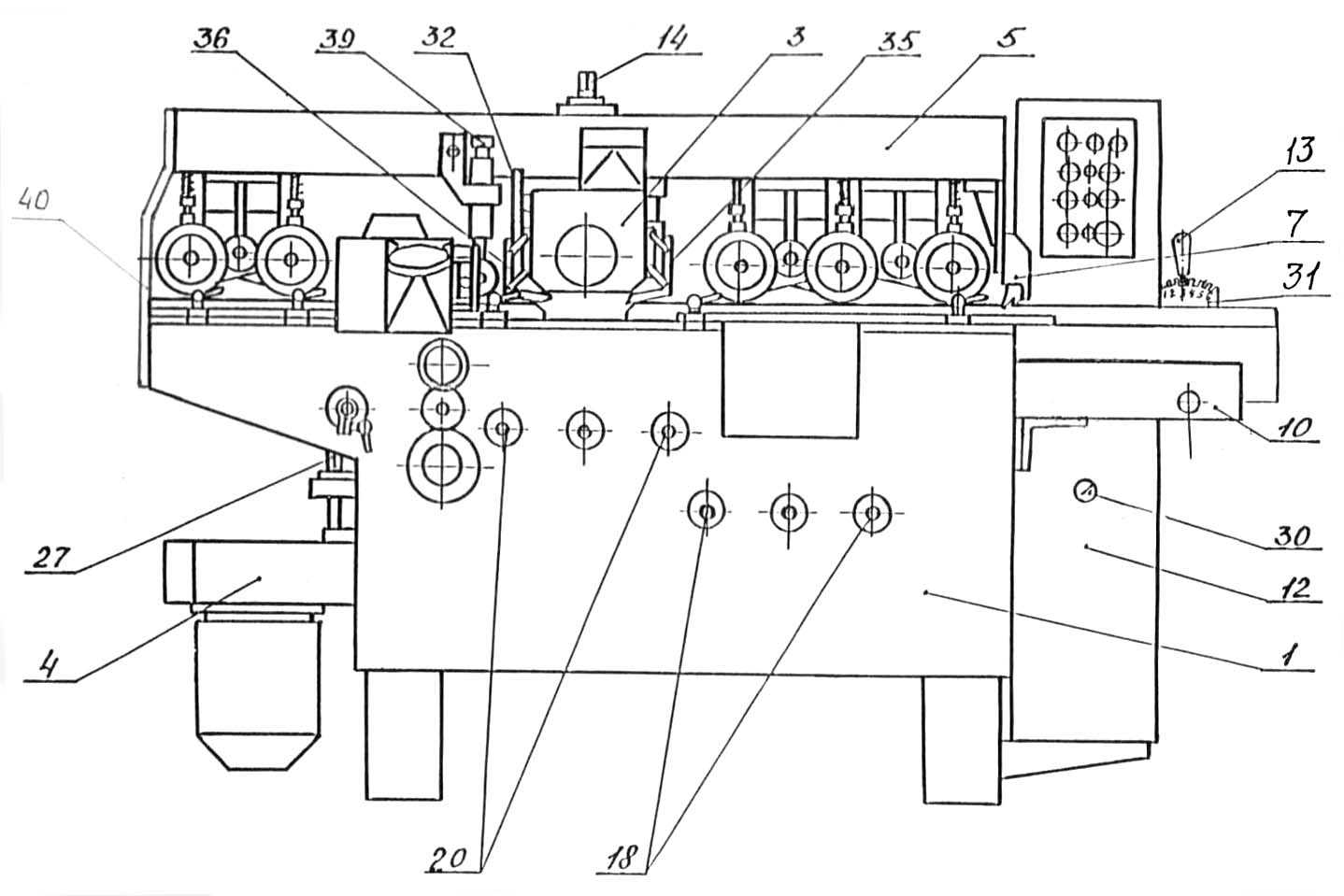
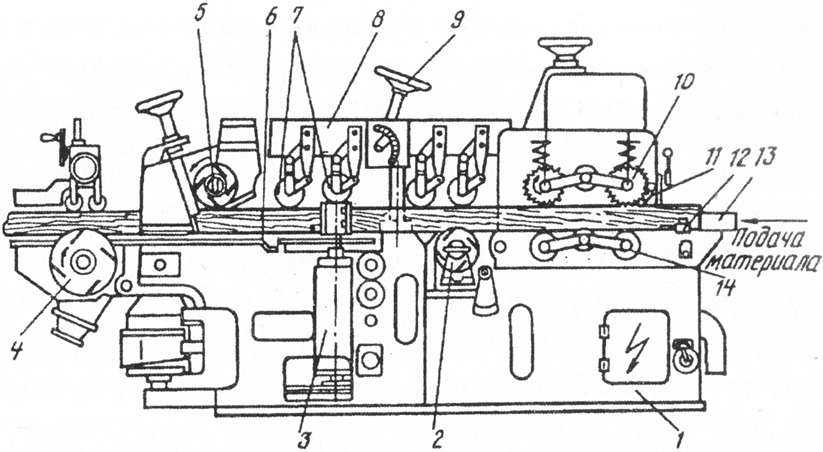
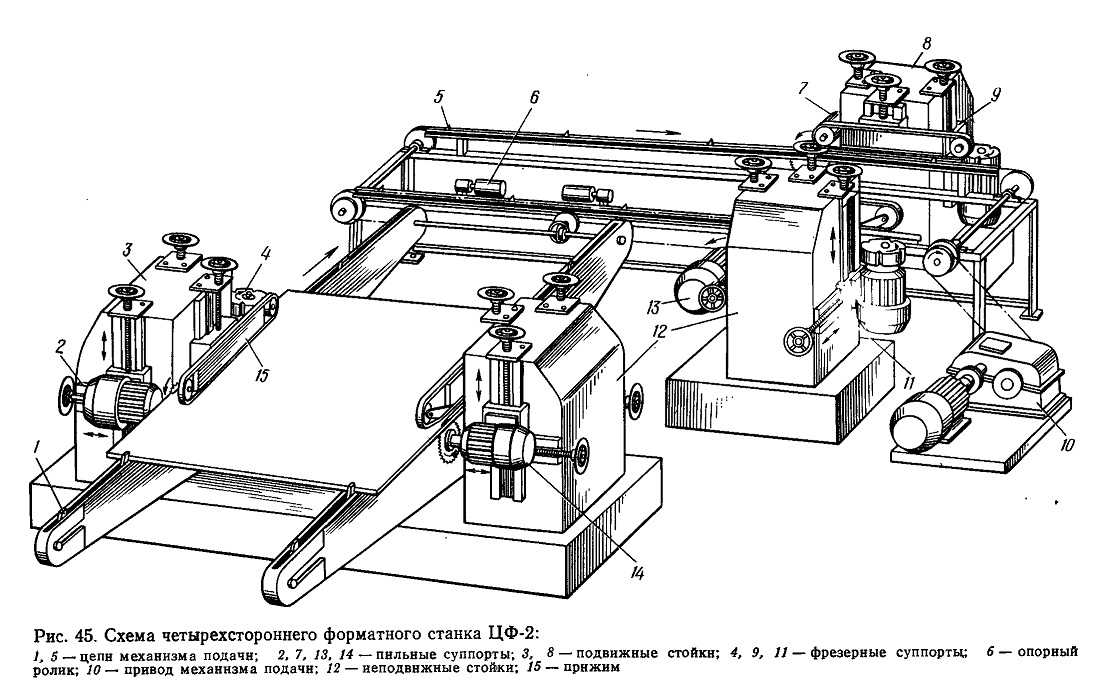
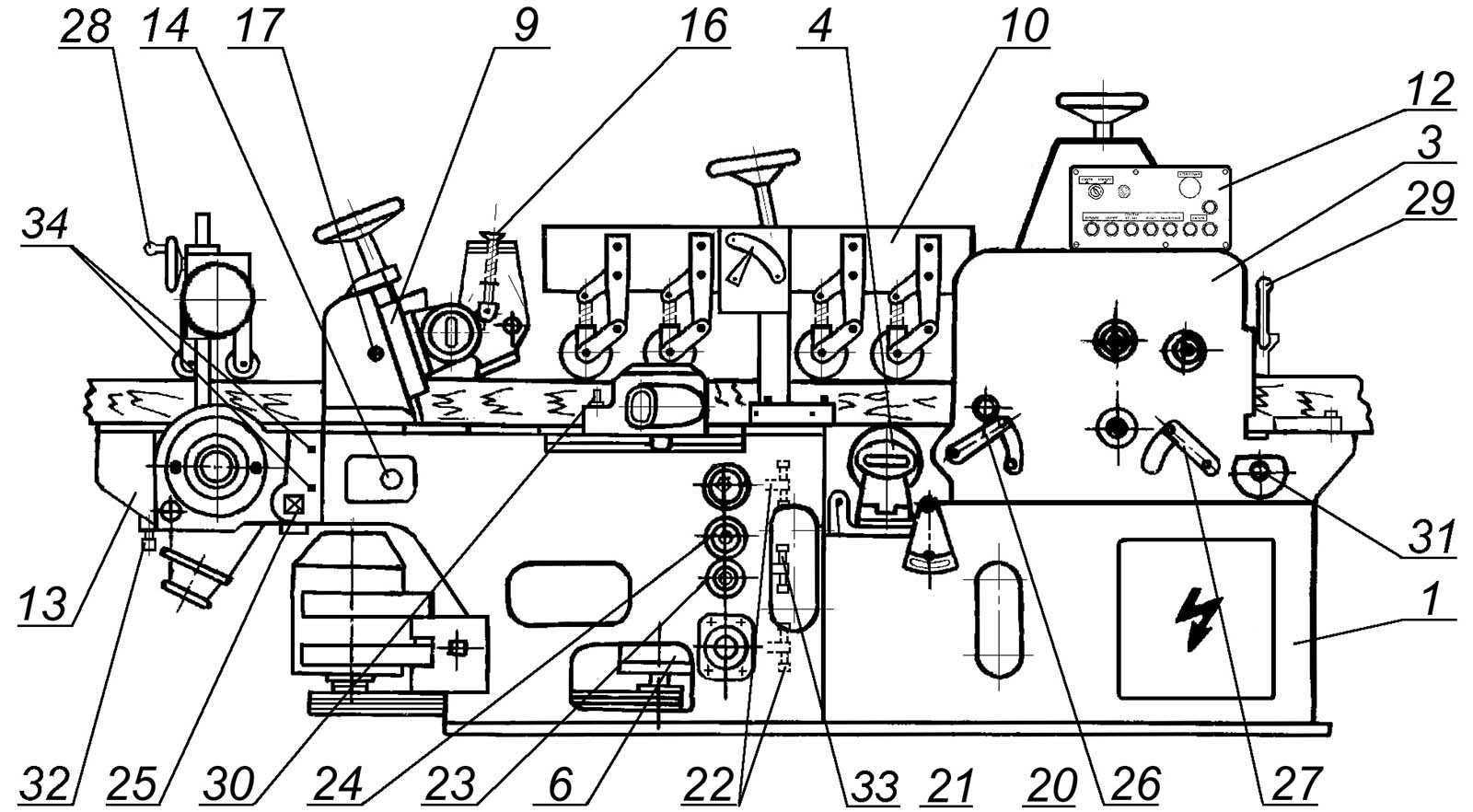
Расположение основных узлов четырехстороннего строгального станка С16-42
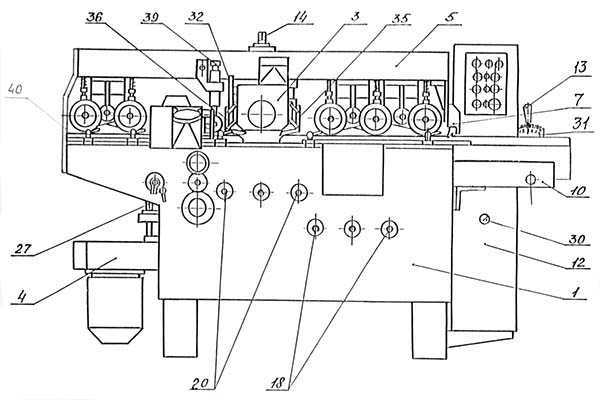
Расположение основных узлов строгального станка С16-42
Расположение основных узлов строгального станка С16-42
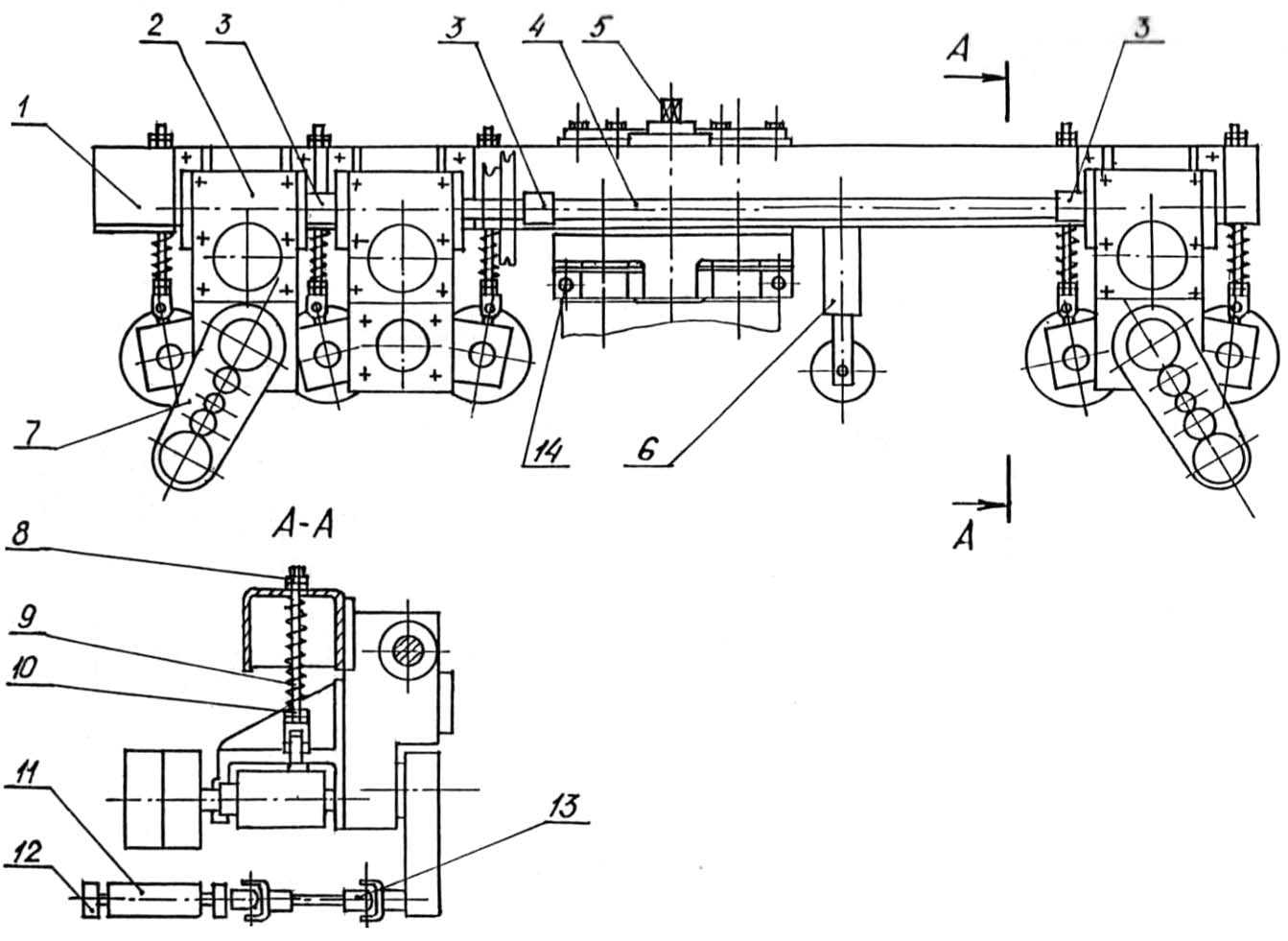
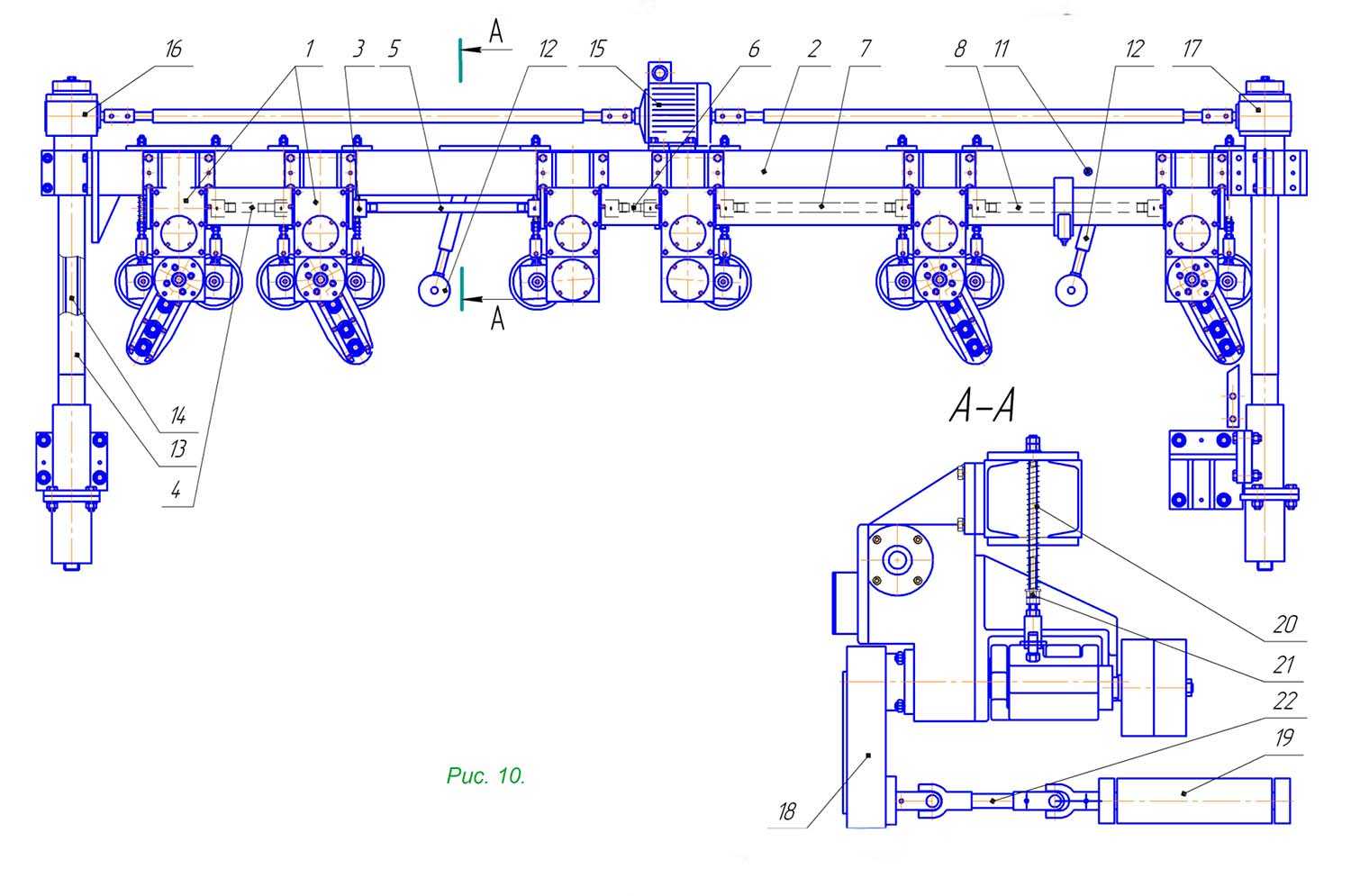
Перечень составных частей фуговального станка С16-42:
- 1. Станина С16-42.11.000
- 2. Суппорт нижний С16-42.02.000
- 3. Суппорт верхний С16-42.05.000
- 4. Суппорты вертикальные С16-42.03.000 2 шт
- 5. Механизм подачи С16-42.07.000
- 6. Привод подачи С16-42.08.000
- 7. Когтевая защита С16-42.16.000
- 8. Прижим С16-42.19.000
- 9. Прижим боковой С16-42.20.000
- 10. Стол передний С16-42.28.000
- 26. Трубопровод С16-42.67.000
- 27. Электрошкаф С16-42.69.000
- Х. Шпиндель С16-42.10.000 1 шт.
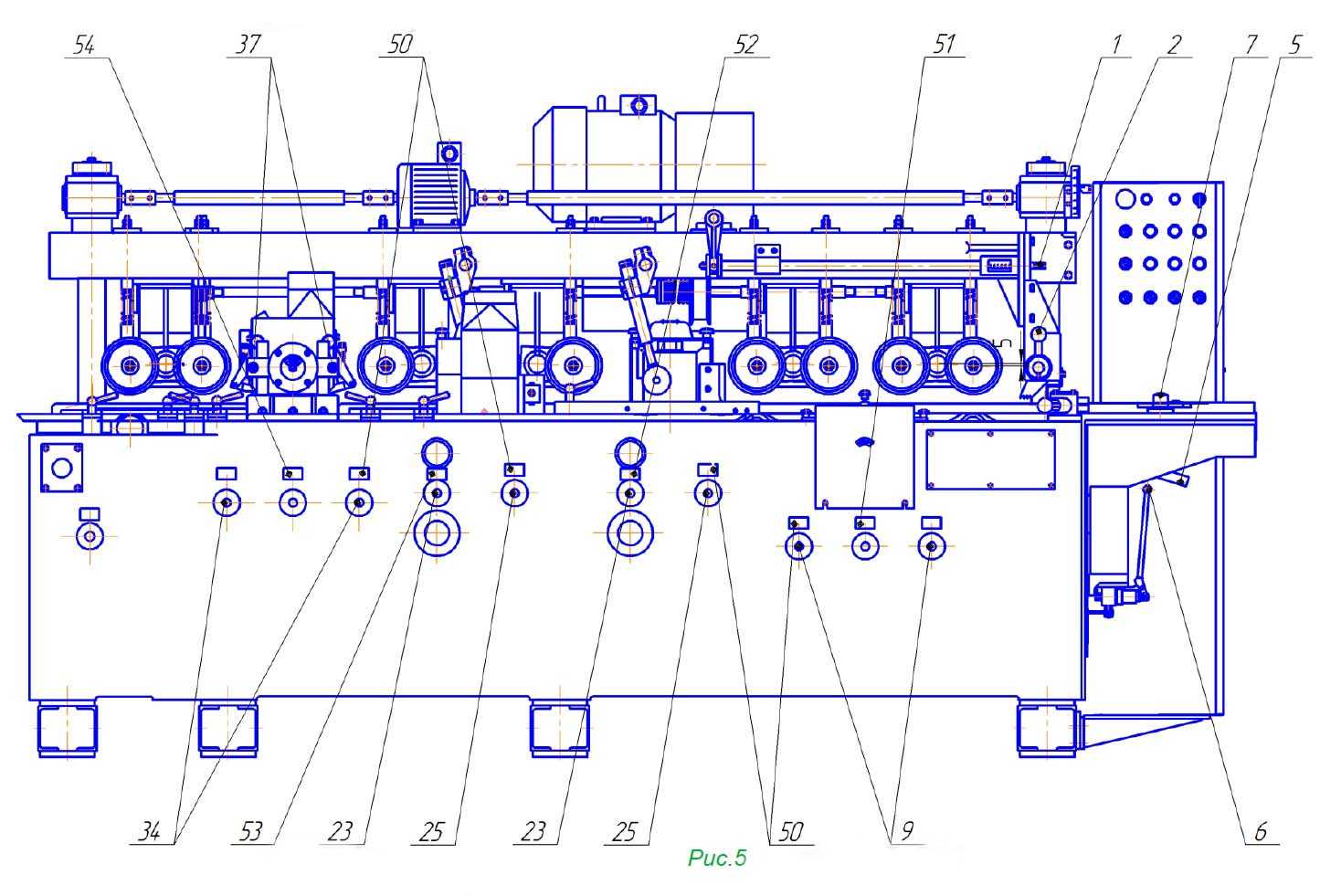
Органы управления фуговальным станком С16-42:
- 13. Рукоятка регулировки по высоте переднего стола
- 14. Квадрат поднастройки механизма подачи по высоте
- 15. Квадрат перемещения подвижной линейки
- 16. Винт зажима подвижной линейки
Суппорт нижний
17. Квадрат регулировки по высоте
18. Квадраты зажима при вертикальном перемещении
Суппорт верхний
19. Квадрат регулировки по высоте
20. Квадраты зажима при вертикальном перемещении
21. Квадрат осевого перемещения шпинделя
22. Квадрат зажима осевого перемещения шпинделя
Суппорты вертикальные
23. Квадрат горизонтального перемещения левого суппорта
24. Рукоятка зажима горизонтального перемещения левого суппорта
25. Квадрат горизонтального перемещения правого суппорта
26. Рукоятка зажима горизонтального перемещения правого суппорта
27. Квадраты осевого перемещения шпинделей
28. Квадрат зажима осевого перемещения левого шпинделя
29. Квадрат зажима осевого перемещения правого шпинделя
30. Замок включения напряжения
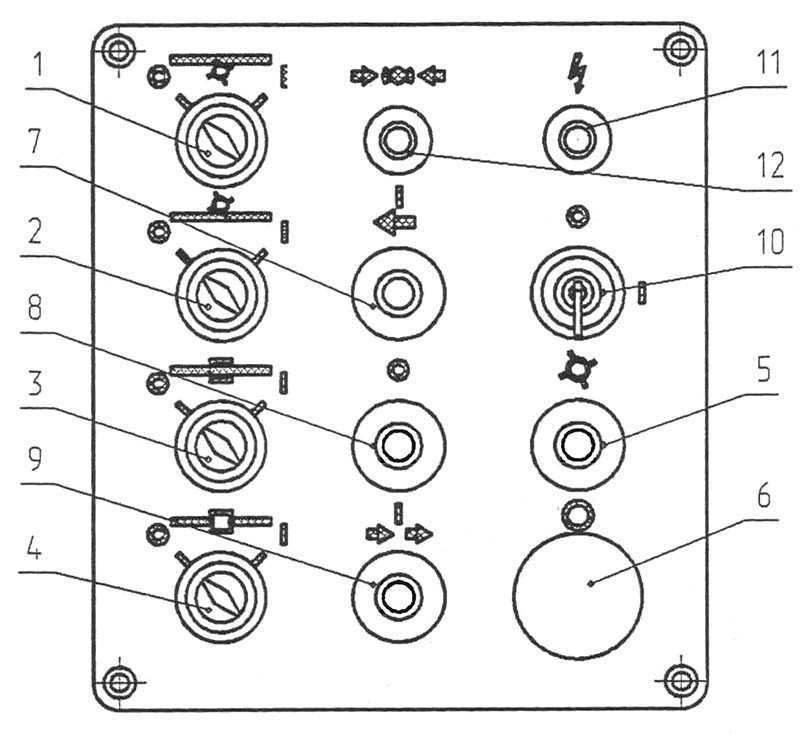
Пульт управления строгальным станком С16-42
- 1. Переключатель нижней фрезы S8
- 2. Переключатель верхней фрезы S9
- 3. Переключатель правой фрезы S10
- 4. Переключатель левой фрезы S11
- 5. Кнопка включения фрез S21
- 6. Кнопка отключения станка S2
- 7. Кнопка включения подачи «Вперед» S22
- 8. Кнопка отключения подачи «Вперед» S24
- 9. Кнопка включения подачи «Назад» S23
- 10. Переключатель включения станка S1
- 11. Сигнал наличия напряжения HL1
- 12. Сигнал торможения HL2
Особенности разборки и сборки при ремонте
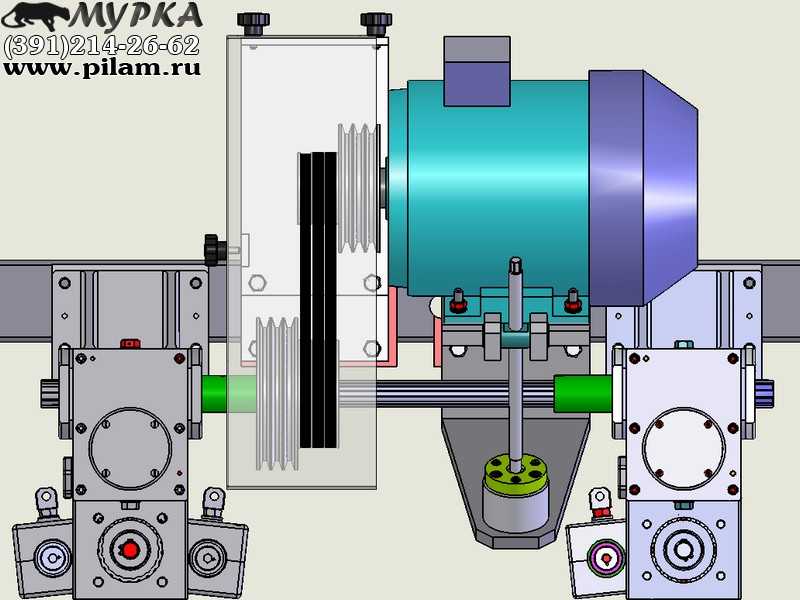
Замена плоских приводных ремней
ВНИМАНИЕ! На станке установлены плоские приводные ремни одностороннего направленного движения. При их замене, необходимо установить ремень таким образом, чтобы направление движения ремня, указанное на нем стрелкой, соответствовало направлению вращения шпинделя. Замена плоских приводных ремней на суппортах должна производиться с учетом следующих рекомендаций:
Замена плоских приводных ремней на суппортах должна производиться с учетом следующих рекомендаций:
Для надежной работы плоскоременных передач приводов шпинделей станка в процессе его эксплуатации проскальзывание ремней на шкивах в момент пуска и во время работы недопустимо.
В случае ослабления натяга и проскальзывания ремня необходимо немедленно произвести его натяжку до устранения проскальзывания.
При замене плоского приводного ремня на новый на приводах шпинделей необходимо:
- На прямолинейном участке ремня, уложенного на ровную плоскую поверхность, нанести две метки маркером на расстоянии 200 мм по внутренним границам меток.
- Установить ремень на шкивы привода, обеспечив минимальный предварительный натяг его таким образом, чтобы ветви прямых участков не имели провисания.
- Произвести замер фактического расстояния между внутренними границами нанесенных меток.
- Произвести натяг ремня до увеличения размера между маркерами на величину Δ = 2 мм. Произвести пуск привода. Ремень не должен проскальзывать в момент пуска.
Классификация и отличия станков
Модели деревообрабатывающей серии классифицируются по функциональному признаку: рейсмусовый, фрезерный, строгальный, (фуговальный) другие, включая торцовочный, распиловочный, универсальный. Каждый из них имеет конкретное назначение. Компактный четырёхсторонний станок выполняет:
- Строгание, создание базовой поверхности.
- Профилирование материала.
- Быструю замеуа режущего инструмента.
- Использование профильных ножей в нижнем и верхнем патроне.
- Визуальное определение размера материала по счётчику (до 0,1 мм).
- Вариация скорости (3-15 м/мин).
- Боковое перемещение шпинделей, что обеспечивается вращением рукоятки (вручную).

Оборудование выполняет обработку древесины требуемой точности, качества. Прочная чугунная поверхность со слоем нанесенного (0,3 мм) хрома ограничивает износ рабочей плоскости.
Конструкция и область применения
Сравнительно недавно в производстве по обработке дерева появились конструкции, совмещающие несколько операций. Обработка деревянных изделий при этом происходит с четырех сторон сразу. Это оборудование чаще всего используется для фрезерования и фугования.
Деревообрабатывающий станок состоит из:
- шпиндельной секции;
- блока подачи детали;
- системы управления параметрами оборудования.
С одной стороны может быть несколько обрабатывающих головок, что позволяет уменьшить стоимость изготовленной продукции и сократить время на выполнение определенной операции.
Четырехсторонний станок предназначен для выполнения следующих операций:
- Фрезерование. На рабочие головки оборудования вместо строгальных валов устанавливаются дисковые фрезы, что дает возможность делать продольное фрезерование. Чтобы проводить обработку пальчиковыми фрезами, необходимо периодически останавливать детали, однако, конструкцией это не предусмотрено;
- Строгание и фугование. Это можно сделать при помощи валов с установленными на них лезвиями определенной конфигурации. Конструкция станка дает возможность выполнять одновременно чистовую и черновую обработку;
- Реймусование и профилирование.
Чаще всего такие модели используют для создания пиломатериала с плоской поверхностью или профилем. Всю работу можно сделать за один проход.
При помощи четырёхсторонних станков можно изготовить такие изделия, как:
- паркетная или половая доска;
- профилированный или клееный брус;
- вагонка;
- плинтус;
- имитация бруса;
- оконные и погоночные элементы.
Назначение четырёхстороннего станка
Оборудование предназначено изготавливать профильный пиломатериал, продукцию с гладкой поверхностью. Половая доска, паркет, плинтуса, брусья, наличники, мебельные, оконные изделия, ряд другой продукции относятся к номенклатуре, изготавливаемой на этом оборудовании.
Модели соотносятся к продольно-фрезерному и строгальным машинам:
- Рейсмусовый — строгание дерева на заданную толщину с обеих сторон за один проход.
- Строгальный – снятие стружки, профилирование.
- Фрезерный – придание древесине заданной конфигурации.
Четырёхсторонний строгальный станок управляется панелью, выполняющая операции пуск−остановка техники, фиксирует параметры обрабатываемой древесины, устанавливает рабочее положение шпинделей по сечению инструмента и размера заготовки.

Четырёхсторонний фрезерный станок по дереву делает распил пиломатериала указанного размера по длине, а также профилирование нужной конфигурации. Учитывая толщину дерева, нижний вертикальный нож перемещается вместе со столешницей станка.
Главный рабочий узел машины−вал со шпинделями, расположенными горизонтально снизу, и вертикально справа. Мощность, производительность зависит от строгальных механизмов. Машина управляется панелью, выполняя функции:
- Подача заготовки к режущим инструментам.
- Определение размера материала.
- Выставление сечения насадки.
- Пуск−стоп оборудования.
2 Популярные профилегибочные модели четырехсторонних станков
В наши дни четырехсторонний строгальный станок представлен на рынке в большом количестве образцов от различных ПФС. Наиболее популярными среди них, достойными вашего внимания, являются такие модели:
- четырехсторонний станок сч 1 фрезерный. Один из наиболее популярных типов для выпуска бруса профилировочного. Не требует специальных условий установки, имеет простой ЧПУ, надежный зажимной патрон. За одну подачу материала может снимать до 5 мм с бруска. Предназначен для обработки деталей длиной от 1 метра;
- модель с26 2Н. Еще один вариант для обработки профилировочного бруса, благодаря стараниям ПФС, имеет универсальный зажимной патрон. С26 2Н дает возможность работать с образцами от 63 см. С 26 имеет среднюю мощность, благодаря чему использован может быть и для домашней работы, и для крупного мебельного производства. Как и другие профилегибочные образцы 26 или 13, предельно прост в использовании;
- четырехсторонний станок с20 4б фрезерный – модель токарного оборудования, предназначенная для обработки как хвойных, так и лиственных пород деревьев. Как и модель с26, 13, 15 имеет достаточно высокую скорость обработки, универсальный патрон, ввиду чего может использоваться также на предприятиях деревообрабатывающих. И как с26 2Н, гарантирует высокое качество выпуска продукции, независимо от задаваемых параметров обработки;

Станок строгальный 4-х сторонний С26 2Н
- версия с16 1а. Тип токарного оборудования для домашней и фабричной обработки дерева. К преимуществам этого варианта нужно отнести максимальную простоту в управлении образцом с16 1а, его надежность, а также широкий достаточно спектр применения, который обеспечивает универсальный, как в моделях 26, 13, 160, 15, патрон. Максимальный объем заготовки для него составит 160 х 80 мм. С16 1а особенно будет удобен в работе новичкам;
- Hold MB 4015- один из наиболее надежных образцов оборудования, имеющий цельную станину. Предназначен фрезерный Hold для обработки цеховой;
- Бивер 520 – одна из наиболее современных версий оборудования. Имеет, как и Hold, качественное программное обеспечение. Компактен, но достаточно мощен. Рекомендован для промышленного применения.
2.2 Четырехсторонний станок своими руками
Конечно, для многих частных хозяйств, желающих наладить выпуск пиломатериалов, четырехсторонний станок, к примеру, Hold MB 4015, с 26, с16, 13 и другие модели, от производителя является довольно дорогой покупкой.
Возникает вопрос – можно ли сделать такое оборудование своими руками. Такая возможность на самом деле есть. Для того чтобы сделать самодельный фрезерный станок, необходимо приобрести комплект фрез (здесь желательно не экономить, поскольку именно от качества данных комплектующих зависит уровень обработки древесины уже готовой конструкцией).
Далее нужно будет собрать корпус, линию подачи по типу той, которая установлена на фабричных моделях. Патрон сделать можно даже из обычного профиля. Конструктивно патрон в домашних и фабричных моделях, в том числе, 4015, 26, 13, 160, 15, 51, не отличается.

Самодельный четырехсторонний деревообрабатывающий станок
Двигатель лучше также брать готовый, а не делать его своими руками. Можно приобрести агрегат необходимой мощности от аналогичного оборудования, заменить на нем гибкие детали и шестерни, установить для работы. Дальше вам нужно будет сделать самодельный блок управления с учетом количества рабочих режимов.
Если вы беретесь за данное дело в первый раз, остановитесь на простой схеме, которая будет работать только на включение и выключение.
Собирать самодельный станок фрезерный можно по общей схеме для таких изделий, к примеру, используемой в версиях 4015, 26, 13, 160, 15, 51. По окончанию работы обязательно нужно убедиться в надежности креплений, в особенности, самих фрез.
Далее в обязательном порядке нужно запустить собранный своими руками агрегат в тестовую обработку. Берите для данной цели самые простые сорта древесины, к примеру, сосну.
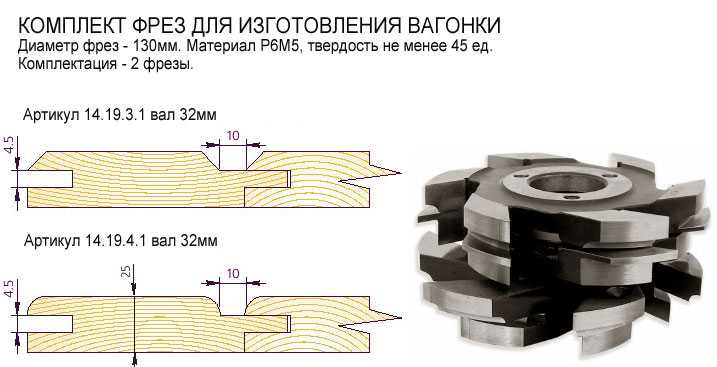
Фрезы для деревообрабатывающего станка
Только после того как вы убедитесь, что самодельный аналог фабричного оборудования работает нормально, можете начинать обработку древесины с ним.
Не забывайте только о правилах безопасности
Тем, кто выбирает самодельный вариант, им необходимо уделять особое внимание
Стоимость оборудования
Компания «StankoWoodGroup» предлагает покупателям высококачественные четырехсторонние станки Weinig. Наши специалисты всегда готовы оказать грамотную информационную и техническую поддержку и ответить на все ваши вопросы. Цена четырехстороннего станка определяется рядом факторов, в числе которых функциональность, класс, производитель, а также надежность, технические параметры, виды и оперативность обработки, вес станка.

![§ 28. продольно-фрезерные станки [1989 крейндлин л.н. - столярные, плотничные и паркетные работы]](https://esrbb.ru/wp-content/uploads/6/f/1/6f15f011289b36f0bc679ec1c63edf76.webp)

Четырехсторонний станок Вайниг – это надежное немецкое оборудование, позволяющее выполнять обработку массивных заготовок. Стоимость таких станков сопоставима с их качеством и надежностью, но для предприятий, которые работают на высококачественном профессиональном оборудовании, это лучшее решение.
«СТАРТ 4х160»
Размер изделия быстро регулируется по специальным линейкам перемещением правого и верхнего шпинделей (левый и нижний шпиндели регулируются в небольшом диапазоне для компенсации износа инструмента).
Подача заготовок происходит через мощный редуктор с помощью двух пар верхних и нижних, рифленых, разнесенных друг от друга рябух. Такое решение позволяет повысить надежность и точность подачи заготовок недостаточно хорошего качества и повышенной влажности (в отличие от рябух расположенных рядом).
Четырехсторонний станок «СТАРТ 4х160» комплектуется системой бесступенчатой регулировки скорости подачи, позволяющей оптимально подстраиваться под имеющийся материал для работы.
Точное положение заготовки в двух плоскостях обеспечивается специальными опорными пластинами, идущими практически по всей длине рабочего стола и парными подпружиненными роликами. Усилие прижима каждого ролика независимо регулируется в широком диапазоне. Парная конструкция роликов позволяет равномерно распределять прижимное усилие.
Точная шлифовка рабочих валов четырехстороннего станка «СТАРТ 4х160» гарантируют полное отсутствие торцевого и радиального биения инструмента.
Высокая скорость вращения шпинделей (4500 об/мин) позволяет добиться высокого качества чистовой поверхности. Опционально возможна установка верхнего шпинделя со скоростью вращения 6000 об/мин.
Станок строгальный четырехсторонний «СТАРТ 4х160» оборудован системой защиты от обратного выброса заготовки.
Станина сконструирована таким образом, что обеспечивает удобный доступ ко всем важным узлам станка, имея при этом необходимую жесткость, исключающую вибрации при работе.
Рабочая поверхность стола изготовлена из особо прочной стали, что увеличивает срок ее службы, а также дополнительно отшлифована для минимизации сопротивления подаче и повышения точности обработки.
Срок службы рабочей поверхности составляет не менее 10-15 лет, однако, при необходимости, эта деталь может быть заменена отдельно от остального оборудования. Сменная рабочая поверхность стола делает срок эксплуатации станка практический неограниченным, в отличие от аналогов, где рама станка и его рабочая поверхность составляют единое целое.
Управление электрическими системами станка вынесено на независимый мобильный пульт.
Станок может быть оборудован специальным приемным столом, с точной регулировкой по высоте. Правильно подобранная высота приемного стола позволит избежать «подрезания» в конце заготовки.
Компактные габариты и небольшая масса станка делают его достаточно мобильным и легким в установке.
Максимально упрощенная, но грамотно продуманная конструкция обеспечивает его высокую надежность.
Самодельный четырёхсторонний станок
Имеет ряд преимуществ, включая себестоимость готовой продукции. К достоинствам самодельного четырёхстороннего деревообрабатывающего станка относятся: возможность изготовления собственной конструкции, отвечающей поставленной задаче, получение из древесного сырья необходимого изделия.
Принцип работы самодельного станка в части выполнения технологических процессов не отличается от продукции заводского исполнения. Переносные варианты конструкций разнятся по весу, габариту.

Компактность позволяет разместить оборудование частного пользователя в неподготовленном помещении или гараже. Малая потребляемая мощность без дополнительной силовой электролинии обеспечивает стабильную работу станка.
Технические характеристики четырёхсторонних станков исходят из производительности, мощности приводов, скорости подачи, сечения материала. Необходимое оборудование линейки четырёхсторонних станков, подбирается исходя из технологических функций.
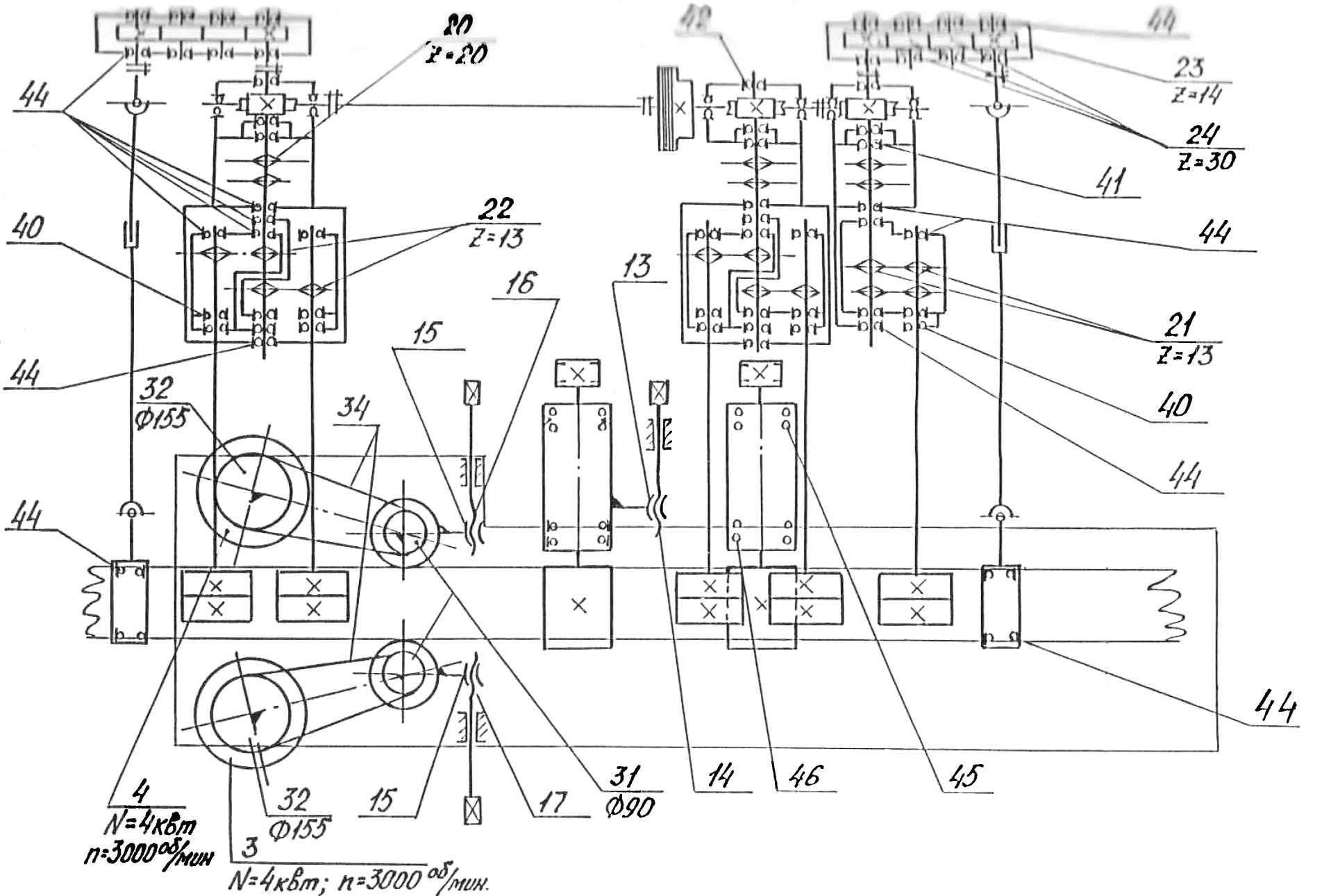
Технические характеристики строгального станка С16-42
| Наименование параметра | С16-42 | С25-5А | С25-4А |
|---|---|---|---|
| Основные параметры станка | |||
| Ширина обрабатываемого материала (при фрезах Ø140), мм | 32..160 | 32..260 | 50..250 |
| Толщина обрабатываемого материала, мм | 10..100 | 12..160 | 12..230 |
| Наименьшие размеры обработанного изделия (ширина х толщина) (при фрезах Ø140), мм | 30 х 8 | 30 х 10 | 45 х 10 |
| Минимальная длина одиночной заготовки, мм | 400 | 700 | 700 |
| Наибольшая толщина обрабатываемого материала при продольной распиловки, мм | — | 60 | — |
| Наибольший припуск при обработке цилиндрическими фрезами (на 1-м шпинделе), мм | 8 | 7 (8) | 7 |
| Наибольшая глубина обрабатываемого профиля, мм | 20 | 30 | 30 |
| Количество суппортов (шпинделей) | 4 | 5 | 4 |
| Скорость подачи обрабатываемой заготовки (бесступенчатая), м/мин | 7..13 | 7..35 | 7..35 |
| Диаметры шпинделей нижнего, верхнего и калевочного, мм | 40h6 | 50h6 | 50h6 |
| Диаметры шпинделей правого и левого, мм | 40h6 | 40h6 | |
| Частота вращения ножевых головок (фрез), об/мин | 6000 | 5600 | 5600 |
| Торможение шпинделей электродинамическое, постоянным током | Да | Да | Да |
| Диаметр цилиндрических фрез, мм | 140 | 125..140 | 125..140 |
| Диаметр профильных фрез на вертикальных шпинделях, мм | 180 | 110..200 | 140..203 |
| Диаметр профильных фрез на горизонтальных шпинделях, мм | 180 | 110..200 | 140..203 |
| Наибольший диаметр пил, устанавливаемых на шпиндель калевочного суппорта, мм | — | 250 | — |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
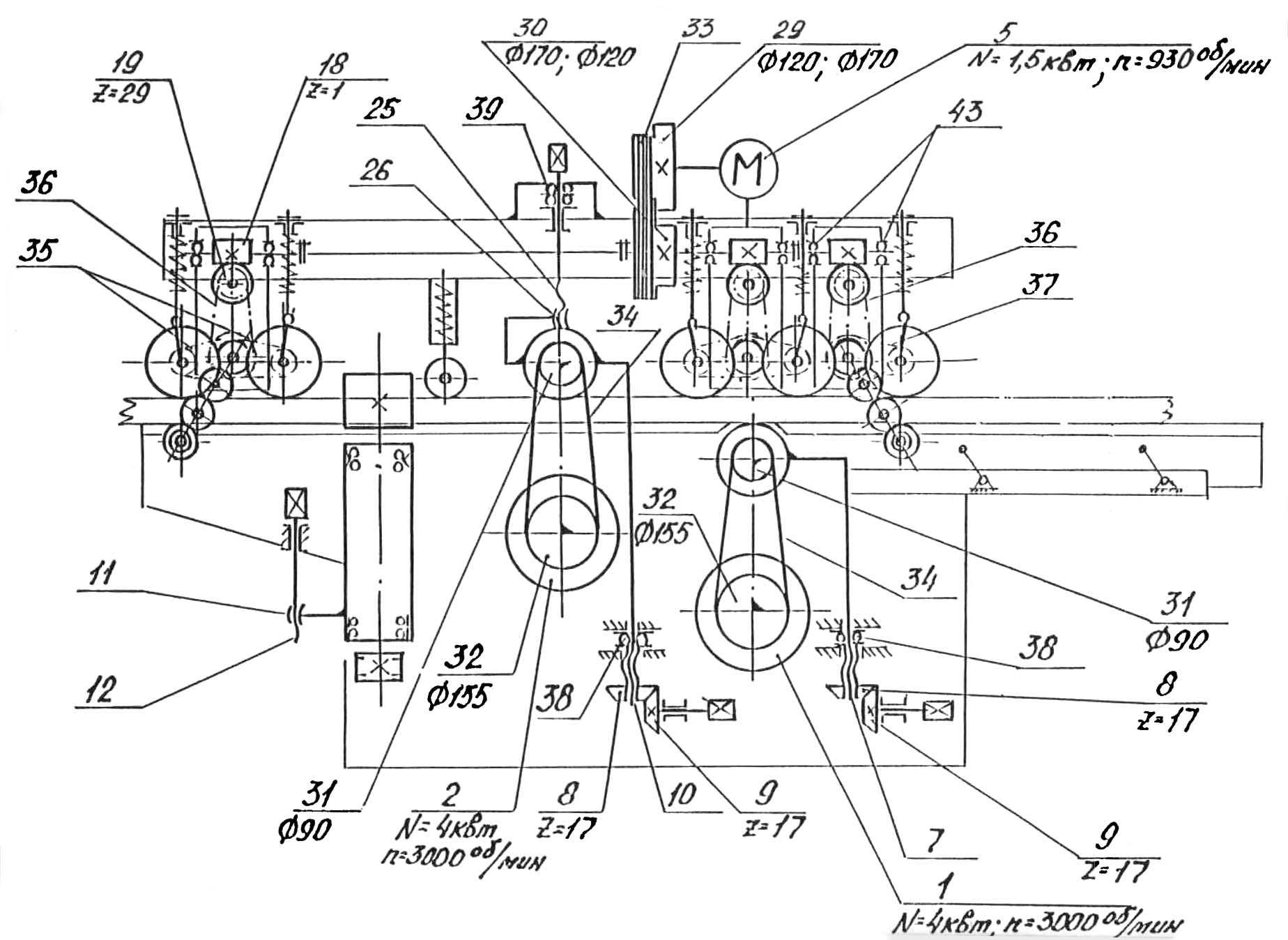
| Количество электродвигателей на станке, шт | 5 | 7 | 7 |
| Электродвигатель привода нижнего, правого, левого (1,2,3), кВт (об/мин) | 4,0 (3000) | 7,5 () | 7,5 () |
| Электродвигатель привода верхнего и калёвочного суппорта (4,5), кВт (об/мин) | 4,0 (3000) | 11 (3000) | 11 (3000) |
| Электродвигатель привода подачи, кВт (об/мин) | 1,5 (1000) | 4,0 (750) | 4,0 (750) |
| Электродвигатель подъёма траверсы, кВт (об/мин) | — | 1,1 (1000) | 1,1 (1000) |
| Установленная мощность: кВт | 17,5 | 49,6 | 49,1 |
| Габарит и масса станка | |||
| Габарит станка (длна х ширина х высота), мм | 2455 х 1250 х 1400 | 4770 х 1560 х 1870 | 3150 х 1315 х 1570 |
| Масса станка, кг | 1800 | 5200 | 4200 |
Список литературы:
Станок строгальный четырёхсторонний модели С16-42. Руководство по эксплуатации С16-42.00.000 РЭ,
Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
Бобиков П.Д. Мебель своими руками, 2004
Борисов И.Б. Обработка дерева, 1999
Джексон А., Дэй Д. Библия работ по дереву, 2015
Золотая книга работ по дереву для владельца загородного участка, 2015
Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
Коротков В. И. Деревообрабатывающие станки, 2007
Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
Манжос Ф.М. Дереворежущие станки, 1974
Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Особенности конструкции
В конструкции четырехсторонний деревообрабатывающий станок включает 3 основные части:
- приспособление подачи заготовки;
- секция шпинделей с режущими органами;
- система установки рабочих параметров, регулировки, управления.
Есть модели, у которых несколько режущих механизмов, установленных последовательно по одной стороне прохождения детали (множественная обработка).
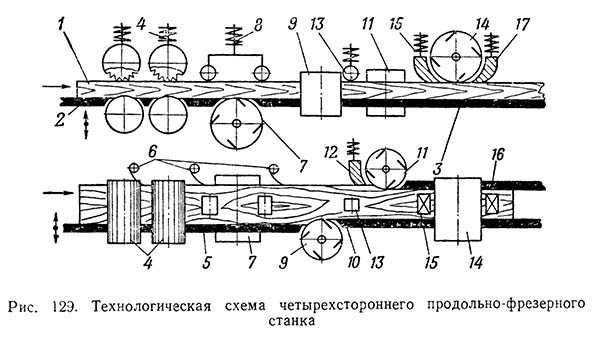
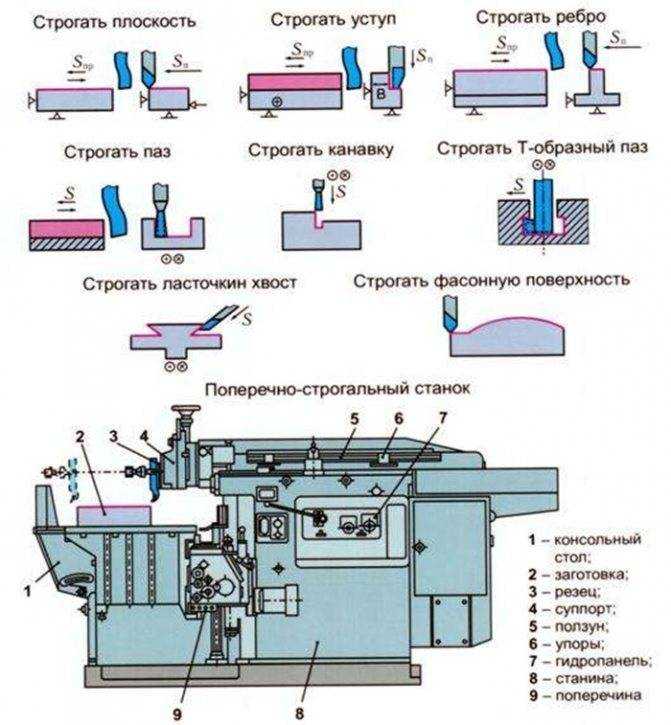
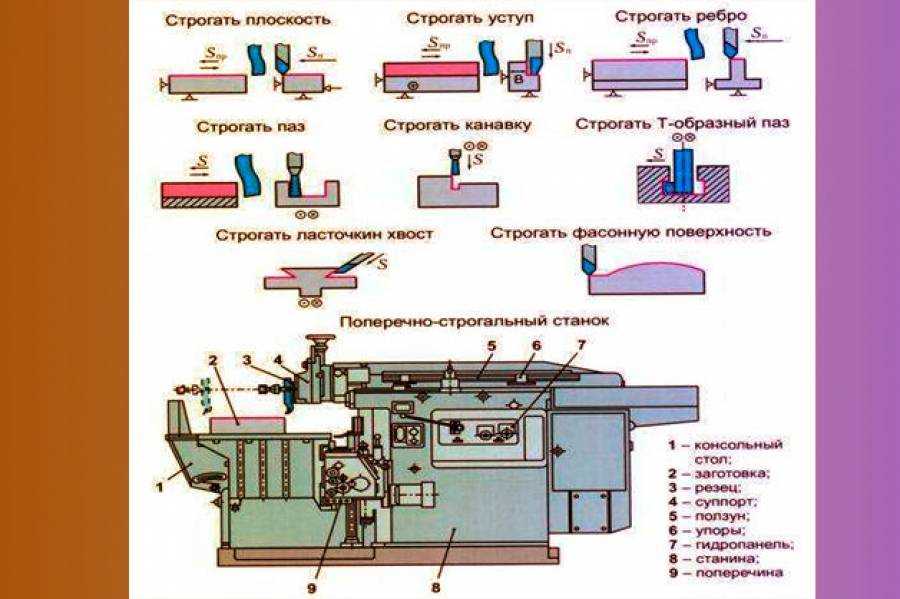
Схема строгания заготовки на 4-х стороннем станке
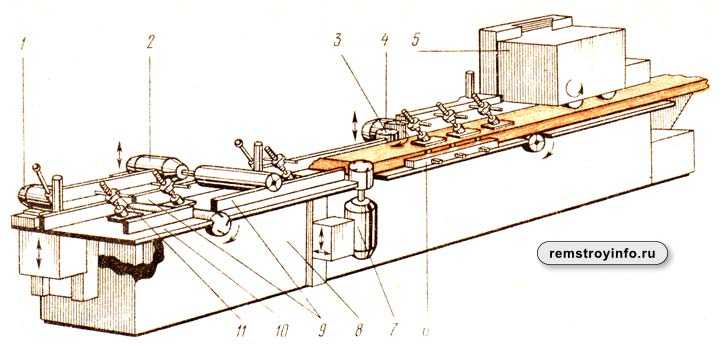
Схема обработки на 4-х стороннем пяти шпиндельном станке
Виды данного оборудования подразделяют на 2 группы, каждая из которых представлена многообразием вариантов:
- переносной (мобильный) тип. Распространены эти четырехсторонние станки в домашних, малых ремонтных мастерских. Автоматизация, мощность, ассортимент изделий в небольших пределах, но дают возможность делать деревянные детали быстро в разных условиях;
- стационарный. Эксплуатируют в налаженном производстве для получения больших объемов бруса, вагонки, ламелей, рейки. Оснащены ЧПУ, набором различных заменяемых режущих органов. Обрабатывают различные виды сырья разных размеров. Такие фрезерные станки требуют обучения обслуживающего персонала из-за сложности управления, настройки, технического обслуживания.
Кроме 4-х стороннего оборудования промышленного производства, в частных хозяйствах применяют установки по дереву, сделанные собственноручно.
Подающее устройство
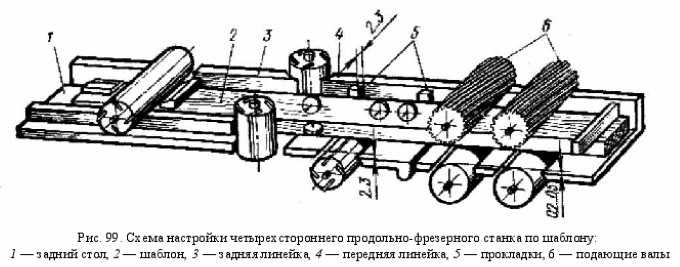
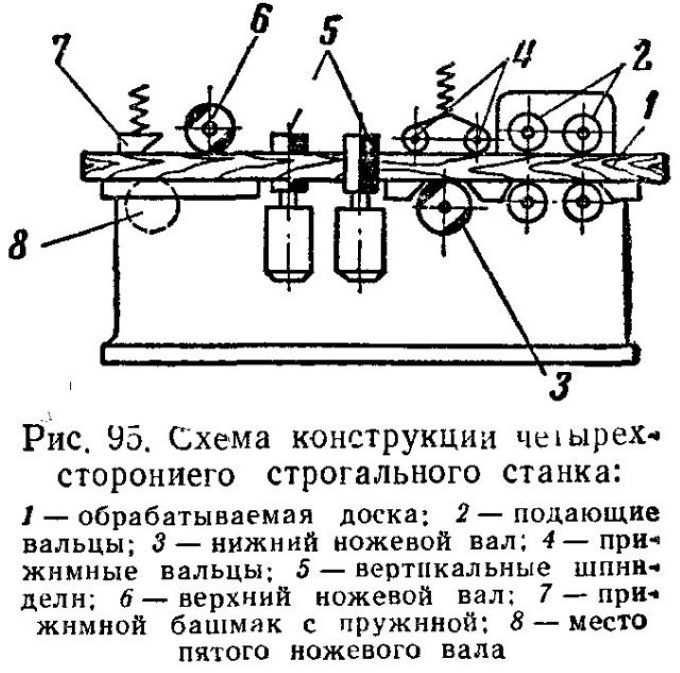
Регулировка толщины снимаемой стружки у четырехстороннего станка производится смещением по вертикали передней части стола.
Подачу древесины выполняют приводные вальцы (4 шт). Фиксацию по направлению движения — верхние, боковые прижимы. Верхние прижимы, вальцы выполняют свою роль за счет веса (собственного, дополнительного) или пружинных усилителей.
![§ 28. продольно-фрезерные станки [1989 крейндлин л.н. - столярные, плотничные и паркетные работы]](https://esrbb.ru/wp-content/uploads/3/e/9/3e931ab3614c2b69c36d2fec31e2837c.jpeg)

Доски подаются в 4-х сторонний станок непрерывно, без зазора между торцами последующих единиц. Разрыв требует новой заправки сырья в вальцы, что значительно продлевает время на изготовление продукции, увеличивает трудозатраты.
Повышение производительности достигается комплектацией автоматизированных линий подачи. В них совмещаются функции движения и позиционирования доски. Подача происходит со скоростью 8 — 22 м/мин. В последних серийных разработках, реализуемых в России, вальцы разгоняют подачу дерева до 100 м/мин.

Число оборотов ножевых валов 5000-6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
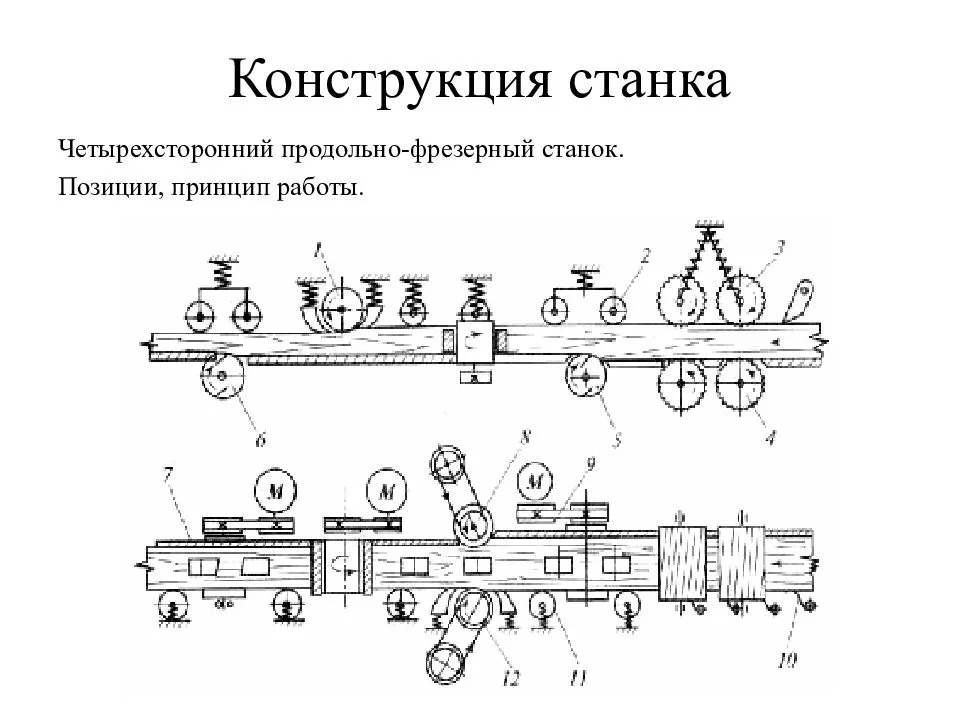
Зона обработки
Базовая установка включает 2 горизонтально располагающихся вала (верхний/нижний) и 2 шпинделя, расположенных вертикально. На шпиндель ставят головку с прямым или фасонным ножом. Вращение вала находится в пределах 5000 — 9000 об/мин.
Заданный габарит изделия задают соответственным перемещением шпинделя по горизонтали, посадкой/подъемом режущей кромки, наклоном продольной оси на угол до 25°. Толщина доски устанавливается смещением верхнего вала по вертикали.

Компоновка узла может включать установку 5-го строгального вала, чтобы получить профиль по нижней плоскости детали.
Дополнительно, устранять волну на поверхности древесины от вращающихся головок, предназначены гладильные ножи. Блок неподвижных лезвий, расположенных под углом 45° к плоскости стола, снимает 0,02 — 0,2 мм дерева каждой кромкой. Гребни волн от фуганка срезаются до определенной чистоты.
Управление
Снижение влияния человека в механическом процессе деревообработки, повышает его функции по точному замеру, расчету параметров для программного обеспечения, контролю фаз работы оборудования, срочной необходимости сделать корректировку отклонения.
Контрольными точками являются:
- расчет скорости движения сырья для соблюдения заданной точности обработки;
- выставление каждого отдельного узла в расчетных координатах;
- синхронизация работы комплекса;
- очистка, удаление появляющихся отходов.
В индивидуальном изготовлении это требует значительных затрат времени. При поточном производстве дает существенный выигрыш производительности, стандартизации качества готовой продукции из дерева.
Сервисное обслуживание
 Любая машина со временем имеет свойство ломаться, составляющие детали изнашиваются. Чтобы было меньше перерывов в работе по таким причинам, оборудование желательно выбирать самое прочное и износостойкое.
Любая машина со временем имеет свойство ломаться, составляющие детали изнашиваются. Чтобы было меньше перерывов в работе по таким причинам, оборудование желательно выбирать самое прочное и износостойкое.
Кроме производительности, важно, чтобы станок был максимально безопасен. Поэтому предусмотрено наличие концевиков, электрических тормозов и металлического защитного кожуха со звукоизоляцией
Обработка на станке изделий должна быть максимально точной и качественной
Для этих целей важно наличие на устройстве статистической и динамической балансировки всех фиксаций деталей
Эксплуатируя оборудование, необходимо придерживаться указанных в инструкции к нему правил. Нельзя обрабатывать заготовки, которые по размеру больше, чем предусмотренные правилами. Обязательно следует выполнять профилактические и ремонтные работы, чтобы поддержать оборудование в рабочем состоянии.
Очень важно правильно установить станок, с учетом не только его габаритов и массы, но и размеров деревянных заготовок. Оператор не должен сталкиваться с трудностями, связанными с подачей материала
Электрооборудование станка
Общие сведения
Степень защиты электрооборудования станков — IР54, электродвигателей — IР44.
Электрооборудование станков предназначено для подключения к сети 3NPE 50Гц, 220/380 В.
Силовые токоприемники питаются от сети 50Гц, 220/380 В.
Цепи управления 50Гц, 110 В.
Цепи освещения и сигнализации 50Гц, 24 В.
К электрооборудованию станка относятся:
- электрошкаф с вводным автоматом, пультом управления, релейно-контактной и защитной аппаратурой;
- электродвигатели;
- концевые выключатели;
- светильники;
- дополнительная кнопка «Стоп»;
- соединительные провода и оболочки, в которых они проложены.
Управление станком осуществляется с помощью следующих органов:
- вводного автоматического выключателя с комбинированным расцепителем для подключения питающей сети (установлен на боковой стенке электрошкафа);
- пульта управления, на котором установлена аппаратура управления и контроля.
Защита силовых цепей от токов короткого замыкания и перегрузки производится автоматическими выключателями с комбинированными расцепителями, защита цепей освещения, управления сигнализации — плавкими предохранителями.
Выбор режима работы
Для исключения перегрузки э/двигателей привода фрез во время работы необходимо правильно установить величину снимаемого припуска с заготовки. Ее величина зависит от скорости подачи и породы древесины ( см. п. 10.4)
Для древесины хвойных пород максимальная величина припуска, снимаемого одной фрезой, состоит при скорости: 7 м/мин – 500 кв. мм, 13 м/мин – 275 кв. мм.
Например при обработке доски шириной 100 мм на скорости 7 м/мин толщина снимаемго слоя не должна превышать 5 мм. Подобным образом подбираются припуски для каждой из фрез.
При обработке твердых пород дерева величину припуска уменьшают на 10…20%.
Долговечность работы режущего инструмента и качество
Долговечность работы режущего инструмента и качество обработки изделий зависит от правильности его установки. Радиальное биение режущих кромок и торцевое биение фрез не должно превышать 0,05 мм.
При установке фрез следует обратить внимание на правильную установку ножей, на состояние цанговых патронов и проставных колец. Не допускается применение их с повышенным биением
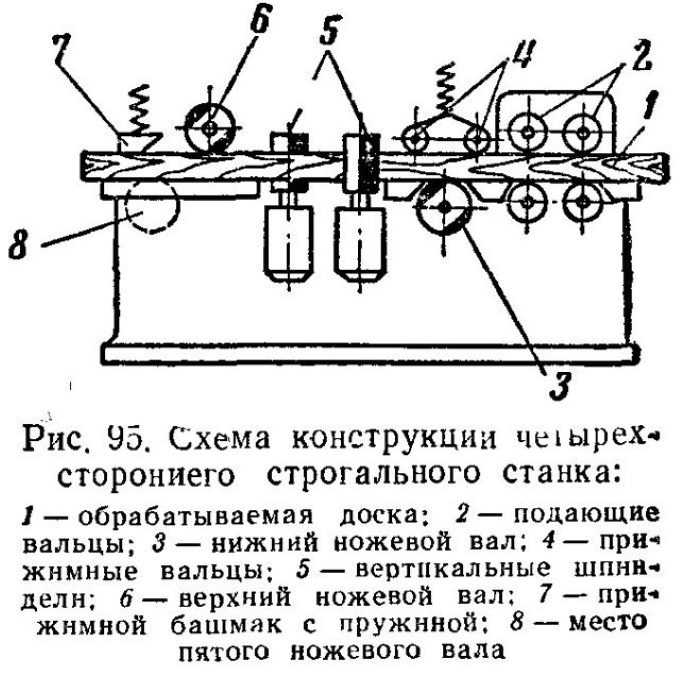
Устройство и принцип работы
Основание станка — литая чугунная станина, в отсеках которой сосредоточены: четыре автономных электродвигателя, ременной привод, устройство подачи инструмента. Машина оснащена блоком управления, элементами безопасного ведения работ.
Вставки из резины, композита в основании станины обеспечивают поглощение вибрации, снижают шумовые эффекты. Загрузочный стол для перемещения доски, бруса укомплектован прижимными скобами, валиками, струбциной, другой вспомогательной оснасткой. Число рабочих консольных шпинделей варьирует в пределах 4-8 ед. исходя из перечня работ, (толщина снимаемой стружки, профиль заготовки, срезы продольный, поперечный) требований к конечной продукции.
Важно, чтобы зазор между древесиной и столом не превышал 0,127 мм. Этот фактор приводит к дефекту обрабатываемой поверхности
Плавная, непрерывная обработка пиломатериала возможна только при точной регулировке нижних роликов стола относительно режущей кромки ножа.
Правильная настройка предусматривает, чтобы установка роликов (обоих) соответствовала уровню нижних. Стол, как главный блок станка состоит из нижних и двух верхних фрез. Последний нож размещён на штативе с функционированием от отдельных моторов.
Плотное удержание маломерных заготовок выполняется автоматическим механизмом, работающим с пиломатериалом различной длины, толщины.
Пиломатериал после распила имеет кривизну поверхности, изгибы, трещины, подлежащие исправлению. Многопрофильные машины устраняют эти недостатки обработкой дерева с четырёх сторон.

Оборудование состоит:
- Стол рабочий и продвигающий.
- Нижний, верхний, левый, правый шпиндели.
- Вальцы подачи, сброса.
- Шпиндель сложных форм обработки.
Подающий стол с прижимными приспособлениями и регулировкой станины по высоте работает с материалом предусмотренной толщины. Прижимные ролики, смонтированные перед верхним патроном, выправляют деформированную древесину, поступающую на обработку.

Для тонкого материала используется дополнительный прижимной ролик перед первым нижним шпинделем. Выпрямление твёрдых древесных заготовок предпочтительно выполнять на столе с рифлёной плоскостью.
Подающие ролики работают вкупе с пружинами или пневмоприводным цилиндром. Отрегулированные ролики выполняют функции протяжки дерева. Контакт между древесным сырьём и столом достигается, если правильно настроить вертикальные фрезы. Режущая кромка первого правого шпинделя выполняет строгание, профилирование поверхности. Сам строгальный стол (литой) держится на прочном штативе, способствующем ограничению вибрации при эксплуатации.
Не допускается задержка продвижения заготовки, ибо это притупит и выведет из строя режущие элементы. Станковые узлы обеспечивают эксплуатацию фрез под требуемым углом, что считается серьёзным преимуществом перед оборудованием с горизонтальным или вертикальным резанием. Подача, перемещение, выгрузка обрабатываемого изделия осуществляется приводными клиноременными, зубчатыми ремнями.

Операции контролируются с пульта управления, обеспечивая также соблюдение требований техники безопасности. Вариатор скорости подачи заготовки выполняет черновую и чистовую обработку.
Периодически необходимая очистка шпинделя (стружка, древесная пыль) осуществляется мощным давлением воздуха.
Преимущества и недостатки
Одно из неоспоримых преимуществ четырехстороннего станка — высокая производительность. Чтобы достичь оптимального результата, конструкцию снабжают блоком программного управления. Обычный станок может обрабатывать бруски с четырехугольным и с круглым сечением. Фрезеровать или фуговать листовые материалы можно с одной или с двух сторон.
К главным преимуществам четырехсторонних станков относят следующее:
- При работе своевременно устраняются все отходы.
- Каждый блок фугования или фрезерования можно регулировать. Обе функции выполняются не независимо друг от друга, а согласованно.
- Обработка может быть выполнена с максимальной точностью, так как скорость движения древесины по станине можно предварительно рассчитать.
К сожалению, нельзя сказать, что у них нет недостатков. Они есть и главным из них является высокая цена. Придется заплатить немало, чтобы приобрести такое оборудование. Кроме того, такой станок сложно налаживать.
Впрочем, высокая производительность компенсирует все эти недостатки.
Для того чтобы сделать работу автоматизированной, устройство необходимо укомплектовать линией автоматической подачи древесины на обработку. Благодаря этому блоку может также изменяться позиция заготовки относительно инструментов, которые ее обрабатывают.
Четырехсторонние машины для строгания. Описание. Принцип работы.
Многошпиндельные машины очень эффективны, чтобы сэкономить время при обработке большого количества древесины.
Деревянные разрезы после резки имеют дефекты, такие как неровные поверхности, трещины и т. Д., Которые необходимо удалить перед продолжением дальнейшей обработки. Для устранения этих дефектов используются фрезерные станки, через которые каждая из четырех поверхностей заготовки обрабатывается отдельно. Если количество обработанной древесины велико, удобнее и экономичнее использовать многошпиндельные деревообрабатывающие станки.
Такие машины называются четырехсторонними строгальными станками. Как следует из названия, все четыре поверхности заготовки подвергаются одновременной обработке или утолщению.
Четырехсторонняя машина может иметь от 4 до 10 валов шпинделя, в зависимости от требований к конечной форме ваших изделий.
Проще говоря, количество шпинделей зависит от сложности профиля продукта, который вы хотите получить на выходе из машины.