
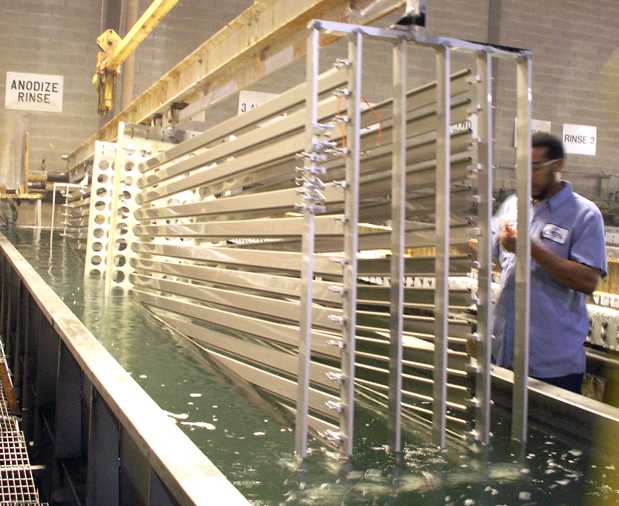
Устройства, оборудование, реактивы
В промышленных масштабах анодирование делается в растворах серной кислоты разной концентрации. Они обеспечивают как большую скорость процесса, так и заданную глубину оксидной плёнки. Применение автоматики позволило полностью автоматизировать этот достаточно вредный для здоровья процесс.
Оборудование для анодирования бывает трех типов:
- Базовое, или основное. Тут всё просто: ванна с электролитом из инертного, не вступающего в реакцию, материала, притом обладающего свойствами теплоизолятора для предотвращения перегрева электролита. И катод, материал которого находится в прямой зависимости от того материала, который нужно анодировать.
- Обслуживающее оборудование. К нему относятся агрегаты, обеспечивающие работоспособность установки для оксидирования. Это узлы подачи напряжения, предохранительные и приводные механизмы.
- Вспомогательное. Это оборудование для работ по обработке и подготовке изделий к анодированию. В него входят и средства доставки деталей к ваннам. И средства упаковки и перемещения к местам, где готовые изделия складируются.
Самыми трудными, экологически опасными операциями при обработке металлов анодированием являются процессы загрузки и выгрузки деталей в ванны
Поэтому на качество работы приводных механизмов для этого всегда обращается особое внимание
Исторически сложилось так, что все производственные процессы связаны с потреблением переменного тока – который совершенно не годится для процессов анодирования. Для того, чтобы ток был постоянным (то есть текущий в проводниках только в одном направлении, применяют выпрямители с достаточным запасом мощности. Оптимальная мощность для промышленных выпрямителей, связанных с процессами оксидирования – 2,5 киловатта. А для обеспечения получения анодированной плёнки разных цветов и оттенков для таких выпрямителей монтируют бесступенчатую систему подачи мощности.

Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
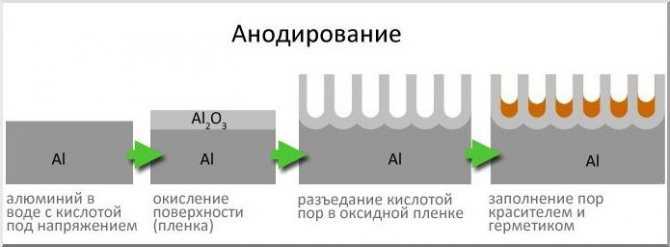
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминияЧерное анодирование алюминия
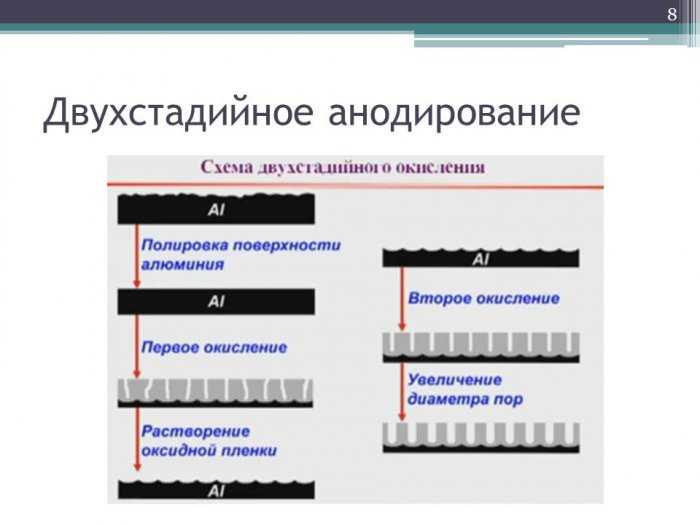
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
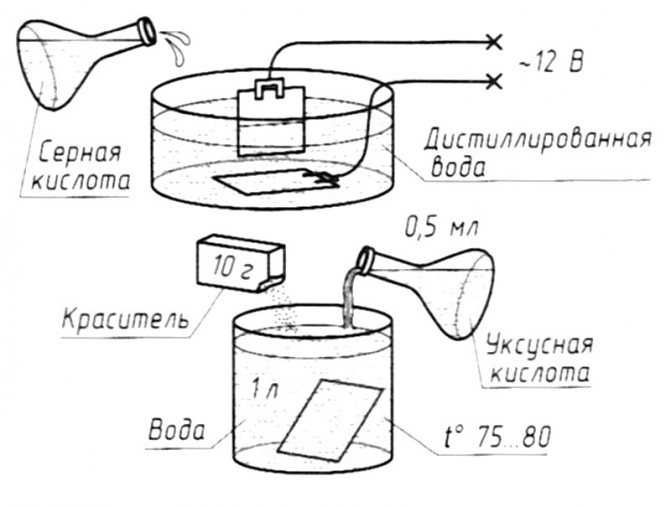
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.








Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Этапы работ
При проведении анодирования деталей, температура должна оставаться в следующем диапазоне: от -10 до + 10 градусов.
Если она будет ниже, то напряжения у блока питания будет недостаточно, чтобы поддерживать нужную силу тока, а если выше, то не сформируется твердое защитное покрытие – оно будет мягким и бесцветным и не сможет защитить металл.
ВАЖНО ЗНАТЬ: Убираем ржавчину с металла — как и чем?
Лучше всего заканчивать анодирование, когда температура достигла +5 градусов, т.к. в углах ванны и на поверхности предмета будет разная температура, а процедура анодирования позволяет выделять достаточное количество тепла.
Кроме того, процесс перемещения электролита должно быть постоянным: мешать его можно с помощью воздуха, ложки или насоса, чтобы температура на поверхности обрабатываемого изделия и алюминия была примерно одинаковой.
Разница же температур приведет к тому, что некоторые участки детали перегреются, а затем на них появятся пробои или случится растрав изделия.
Чтобы провести твердое анодирование под золото, вам понадобится специальное оборудование. Чаще всего это несколько ванн, в одной из которых будут обрабатываться детали из алюминия, а другая – маленькая емкость.
Для нее можно использовать пищевые контейнеры или пластиковые горшки. Стенки и дно ванн нужно покрыть алюминиевыми листами, либо сделать из них специальную выкройку и согнуть ее так, чтобы получилась емкость.
Это нужно, чтобы создать равномерную плотность тока с каждой стороны изделия.
Корпус ванны должен обладать хорошей теплоизоляцией, иначе электролит будет нагреваться слишком быстро, и жидкость придется постоянно менять.
Проще всего создать теплоизоляционный слой, оклеив стенки пенопластом толщиной 2-4 см, либо залить промежутки пеной для строительства.
После того как вы залили в ванну электролит, на выход нужно поставить блок питания, генерирующий ток. Чтобы регулировать силу подачи тока, присоедините резистор к цепи.
Если контакт качественный, то вы увидите кислородные пузырьки, которые будут появляться по всей поверхности изделия. Они небольшие по диаметру и по течению напоминают струи дыма.
Скорость окрашивания под золото, в черный цвет и другие оттенки зависит от размера детали: для маленьких объектов это около 20-30 минут, для больших – 60-90 минут.
После того как вся деталь приобретет нужный цвет, достаньте ее из емкости и промойте под холодной водой, а затем протрите ваткой, смоченной в растворе марганцовки – это поможет удалить лишние микроэлементы, получившиеся в ходе реакции, но поможет сохранить цвет под золото или другой.
ВАЖНО ЗНАТЬ: Приспособление для гибки профильной трубы
После изъятия детали, она должна иметь светло-серый цвет, быть гладкой и блестящей.
Видео:
В зависимости от режимов анодирования, изделия могут приобрести различный цвет: серый, темно-матовый, золотой и т.д. Чтобы дополнительно окрасить детали, нужно поместить их в анилиновый краситель, который нагреет деталь до 50-60 градусов.
Перед тем как начинать цветное анодирование, нужно отфильтровать раствор, чтобы на поверхности деталей не образовались пятна, которые появляются от оставшихся мелких крупинок красителя.
Чтобы окрасить изделия и получить нужный цвет, обычно достаточно 15-20 минут.
После того как необходимый цвет (черный, под золото и др.) и защитный слой правильной консистенции (твердый и блестящий) получен, нужно дополнительно зафиксировать его, чтобы со временем он не слез.
Технология закрытия микропор на металле может быть различной. Легче всего проварить анодированные детали в воде на плите в течение 30 минут. Для варки лучше всего использовать дистиллированную воду, т.к. она придаст материалу больше защитных свойств.
Другой способ: сделать для деталей паровую баню, в которой они должны находиться также не менее получаса.
Технология работы с алюминием может несколько отличаться, в зависимости от типа детали и материала, но в целом все этапы анодирования материала выглядят подобным образом.
Видео:


Отличия могут быть в температуре электролита, однако рекомендуется следовать в этом приведенным цифрам, т.к. в ином случае защитные свойства материала будут недостаточны, либо вы получите не тот цвет, который вам был нужен.
Если вы проводите анодирование под золото и другие цвета, то лучше всего выбирать холодный способ, т.к. в этом случае слоя покрытия будет более толстым, а сами детали приобретут красивый цвет: под золото, черный или другие оттенки, а также будут блестеть.
Применение анодированного алюминия

Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
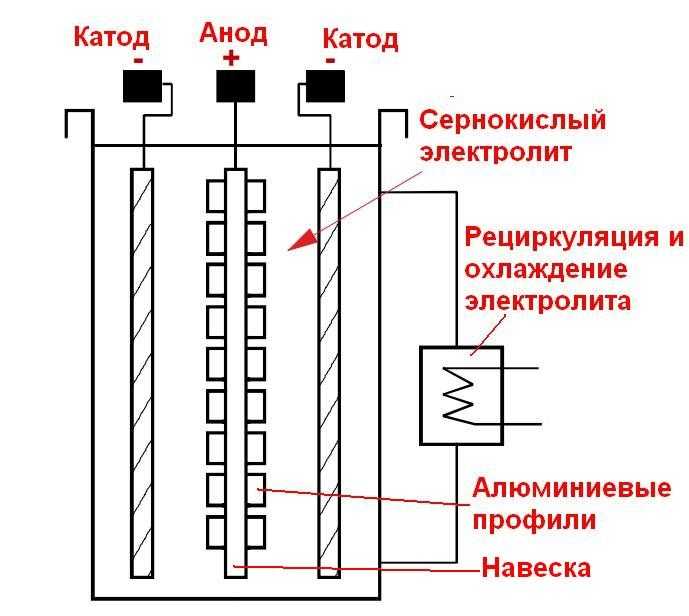
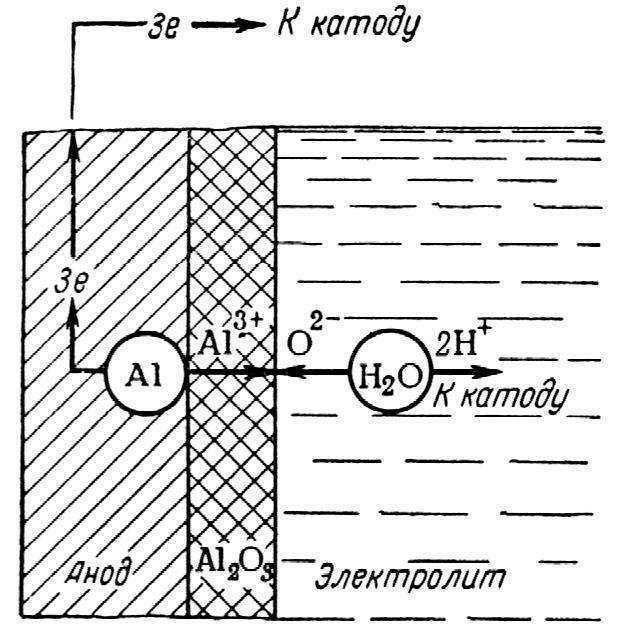
Анодирование алюминия в сернокислом электролите.
Стандартный потенциал алюминия -1,67 В, но вследствие его склонности к пассивации он приобретает меньший отрицательный потенциал (-0,5 В). Коррозионная стойкость алюминия и его сплавов зависит от количества примесей или специально введенных в них добавок, а также от качества и вида окисного покрытия.
Процесс получения эмаль-покрытий находит все более широкое применение для защиты от коррозии, защитно-декоративной отделки или придания алюминию и его сплавам специальных свойств (электроизоляция, светопогло-щение и др.).
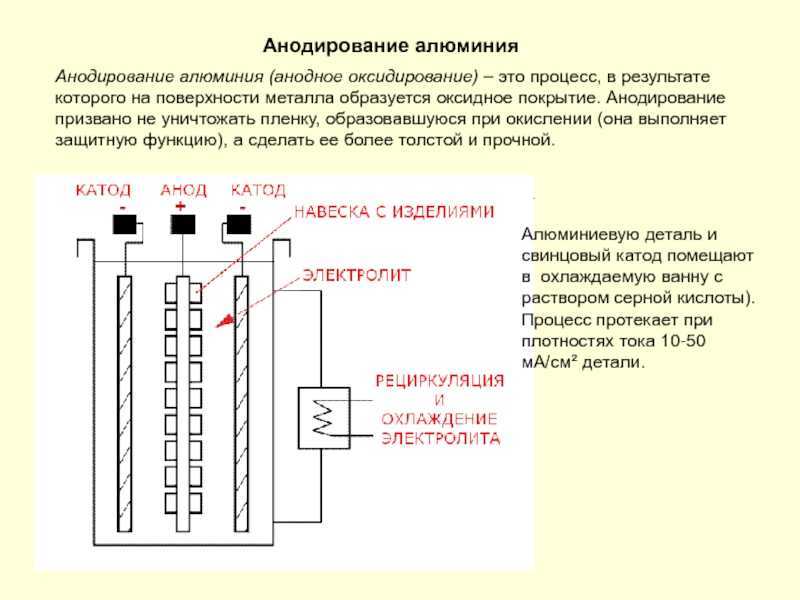
Анодирование в сернокислом электролите. Детали, изготовленные из Д16, AMг1, ABT-1 и других сплавов методом штамповки или точения, а также методом литья из сплавов АЛ9, АЛ11, АЛ22, АЛ32 с целью повышения коррозионной стойкости и улучшения товарного вида, анодируют в растворах серной кислоты. Подготовка деталей под анодирование в основном ведется по технологии, применяемой в гальванотехнике при покрытии изделий из алюминия и его сплавов.
Сернокислый электролит анодирования содержит 170-250 г/л H2SO4 (1,8-1,82). Режим анодирования: температура электролита 13-26°С; iа = 0,5- — 1,5 А/дм2; напряжение 10 — 25 В; Sа:Sк изменяется от 1:1 до 1:5; катод — из свинца; Sa = 0,5 ÷ 1,0 дм2/л, время анодирования 30 — 50 мин. В процессе анодирования по мере роста окисного покрытия плотность тока самопроизвольно падает. После соответствующей промывки в холодной, а затем в горячей воде, детали загружают в ванну с целью гидратирования окисла и замыкания пор в результате увеличения объема окисла. Раствор состоит из К2Cr2O7 (100 г/л) и Na2CO3 (18 г/л). Температура раствора 90 — 95°С, рН = 6 ÷ 7, продолжительность наполнения до 10 мин. Далее детали промывают в сборнике для улавливания хромпика в горячей воде и сушат в специальных камерах, обогреваемых калорифером или теплоэлектронагревателями с принудительной циркуляцией горячего воздуха. Окисное покрытие можно гидратировать в горячей воде без добавок наполнителя.
С увеличением концентрации серной кислоты пленка растет медленнее, так как более концентрированный раствор быстрее растворяет растущую пленку. Такие пленки отличаются большей пористостью и лучше заполняются хроматом или красителем.
После включения тока за 1-2 мин напряжение достигает предельного значения, причем с увеличением силы тока напряжение увеличивается незначительно. Это указывает на то, что при более высоких значениях iа получаются пленки с меньшим сопротивлением вследствие нагревания электролита, находящегося в порах. Поэтому в процессе анодирования необходимо постоянное охлаждение электролита. Оптимальную плотность тока надо выбирать с учетом температуры (рис. 132).
Рис. 132. Зависимость между напряжением и плотностью тока при сернокислом анодировании чистого алюминия
При повышении температуры электролита от 20 до 50°С толщина оксидной пленки уменьшается более чем в 10 раз.
Примеси хлоридов в электролите приводят к местным разрушениям пленки в результате концентрации тока и разъеданию металла в этих местах. Определенное влияние оказывает состав окисляемого металла (сплава). Дюралюминий и чистый алюминий анодируются легче, чем кремнистые сплавы. На силумине образуется более тонкая и менее пористая пленка, чем на чистом алюминии. Цвет пленки на силуминах темно-серый. Она не может быть окрашена в светлые тона. С увеличением содержания меди и кремния в сплавах получаются более тонкие и плотные пленки. В процессе анодирования концентрация серной кислоты в электролите естественно уменьшается, и ее добавляют согласно результатам химического анализа.
Окисные покрытия образованы в результате окисления основного металла и в отличие от металлических или Лакокрасочных покрытий обладают надежным сцеплением.
Твердость анодизационных покрытий на алюминии и его сплавах зависит от химического состава основного металла (сплава), а также от способа их нанесения. Наибольшую твердость имеют покрытия, получаемые на чистом алюминии в сернокислом электролите. Твердость окисных твердых покрытий близка к твердости естественного кварца и топаза (наждачная бумага не оставляет на них следов). Так, твердость окисного электроизоляционного покрытия, полученного из сернокислого электролита при 2,5 А/дм2, составляет 770 кгс/мм2 (при 14°С), а при 30°С и переменном токе 185-225 кгс/мм2.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Рейтинг: /5 — голосов
Общие сведения о технологии
Процесс анодирования состоит из нескольких технологических этапов, среди которых механическая и химическая подготовка, непосредственно создание покрытия и при необходимости – коррекция и доработка изделия. Первичная механическая обработка выполняется с целью ликвидации царапин, рисок, вмятин и других дефектов на поверхности, которые не позволят качественно выполнить операцию. В частности, цветное анодирование алюминия требует обеспечения максимальной гладкости поверхностей заготовки, что позволит ей придать естественный блеск с отливом. Обработка производится путем шлифования и полировки, но от крупных абразивов стоит отказаться. Оптимальным вариантом станут фетровые и войлочные круги. Уже на этом этапе можно предусмотреть элементы химической подготовки – например, в качестве полировочных паст задействуется венская известь или та же окись алюминия. Иногда производится и химическая электрополировка на специальном оборудовании.
Что касается прямой химической подготовки, то она выполняется посредством операций обезжиривания, травления и осветления. Уже в процессе анодирования может производиться окрашивание или уплотнение. Опять же, в бытовой сфере данный метод обработки чаще используется для декоративного изменения цвета. Анодирование алюминия позволяет наделять заготовку светло-серым, черным, красным, синим и другими оттенками. Отдельную категорию палитры занимают имитирующие цвета – например, с эффектом старения или «под бронзу».

Зачем анодировать алюминиевые поверхности
Этот металлический сплав при естественных условиях взаимодействует с кислородом, в результате на поверхности создается защитное покрытие. Слой, обеспечивающий защиту, предотвращает окисление алюминия. Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование. Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
После анодирования алюминий не боится коррозии. Пленка, создаваемая при этом на поверхности, характеризуется высочайшей устойчивостью к изнашиванию. Кроме того, покрытие не будет отслаиваться со временем.



Стоит отметить, что это не нанесение защитного слоя как такового, как в случае покрытия поверхности стали цинком или хромом. Пленка из оксидов при анодировании формируется из самого металлического сплава. Интересно то, что анодирование актуально не только для алюминия, но и для иных материалов (магний, титан).
Иногда анодирование используется для улучшения декоративных свойств металлического сплава и придания ему конкретного оттенка. Среди расцветок сегодня особой популярностью пользуется темный и светлый золотистый, матовое серебро, жемчужные тона.
В промышленности анодирование осуществляется с применением двадцатипроцентного раствора серной кислоты. Но самостоятельное анодирование (в домашних условиях) с использование кислоты крайне опасно и не очень удобно.
Есть и иной вариант, который подразумевает применение составом из хлористого и углекислого натрия. Это обыкновенная соль и сода, которые можно отыскать в любом доме.
Применение анодирования
Применение анодирования — это тема отдельной статьи, в любой отрасли где в той или иной мере используются изделия из алюминия или его сплавов и требуется изменение каких-либо качеств металла анодирование является оптимальным и зачатую единственным решением.
Приведем перечень основных областей применения анодирования:
- Тонкие окисные пленки используются в качестве основы для нанесения органических и неорганических покрытий (краски или лака).
- Цветное анодирование. Применение различных окрашивающих электролитов позволяет получить широкую гамму оттенков и цветов поверхности алюминиевого изделия. В качестве добавок используются соли никеля, кобальта или олова. Получаемые оттенки от светло-бронзового до черного.
- Повышение износостойкости. Оксидные покрытия на алюминии значительно тверже основного металла. Твердое анодирование широко применяется для деталей, работающих на истирание при небольшой нагрузке, а также для повышения коррозионной стойкости изделий.
- Электрическая изоляция. Оксидная пленка по сравнению с органическими изоляционными материалами обладает не только высокими изоляционными свойствами, но и обладает значительно большей теплостойкостью.
- Получение уплотненной поверхности с высокими антифрикционными свойствами. (смазочное покрытие).
Анодирование до изменения цвета
Весь процесс анодирования в домашних условиях можно подразделить на несколько этапов. Но прежде хотелось бы остановиться на процессе промышленного холодного анодирования, который протекает с использованием раствора серной кислоты. В результате данного процесса происходит активное газовыделение, причем летучие газы обладают взрывоопасностью. Именно поэтому не рекомендуют в домашних условиях проводить подобный процесс.

Технология домашнего анодирования более безопасная. Поговорим об основных ее этапах подробнее.
-
Готовим необходимые растворы
Для твердого анодирования готовится два вида раствора в разных емкостях: один солевой, второй – содовый, основой для которых служит питьевая дистиллированная вода средней температуры (40-50 градусов). Содового раствора нужно будет в девять раз больше, чем солевого, а потому емкость под него выбирается соответствующая.В теплую воду при постоянном помешивании добавляется соль (в другую сода). Готовятся насыщенные растворы, т.е. соль и сода добавляются до тех пор, пока не начнет выпадать осадок. После этого растворы необходимо процедить несколько раз. Помните, что от качества растворов (их прозрачности и чистоты) зависит качество анодирования.Перед самим процессом твердого анодирования растворы смешиваются в соотношении 1 часть солевого и 9 частей содового.
-
Готовим к анодированию заготовку.
Ну здесь все просто. Необходимо заготовку тщательно отшлифовать и обезжирить.
-
Анодируем.
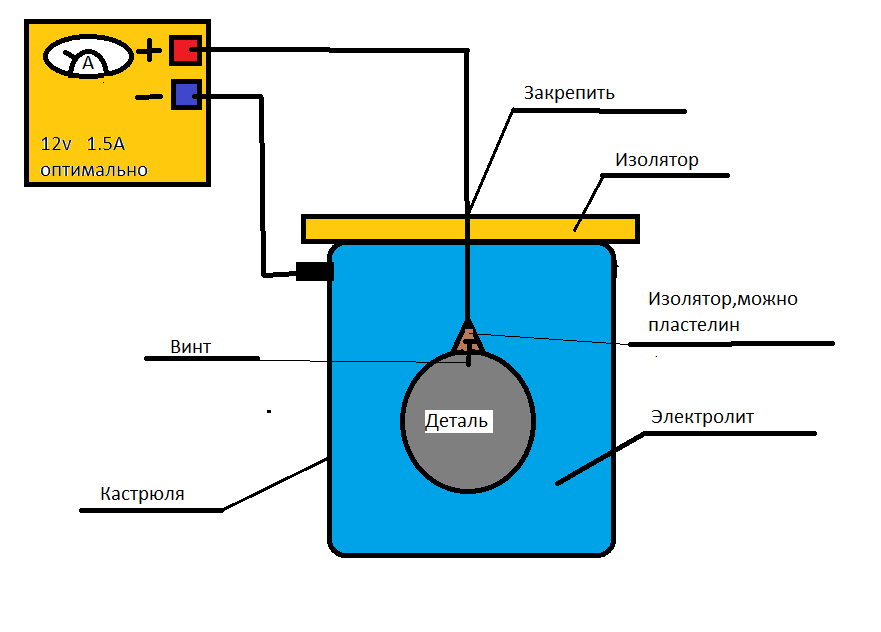
Итак, приступаем к анодированию. Детали необходимо разместить в ванночке так, чтобы они были полностью погружены в раствор, а также не касались дна или стенок ванночки.Затем подается электрический ток: на ванночку «минус», на заготовку «плюс». Под воздействием напряжения в ванночке заготовки находятся до тех пор, пока не изменят свой цвет. Затем ток отключается, заготовки вынимаются и тщательно промываются в проточной воде. После деталь помещают в раствор марганца, где происходит окончательное удаление следов соляно-содового раствора с поверхности детали. Затем снова промываем.Вы не видите пятен и разводов на заготовке? Значит все прошло успешно.
- Закрепляем поверхностный слой.
В результате анодирования образовалась пленка с большим количеством пор, которые нужно закрыть. Осуществляется это путем обычного кипячения в дист.воде в течение получаса. -
Лакируем или окрашиваем.
Для этого анодированную заготовку помещаем в емкость с лаком или краской анилиновой (10%). Все, деталь готова.
Как видите, процесс анодирования в домашних условиях несложен и доступен каждому.
Подготовка емкости для анодирования
Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.
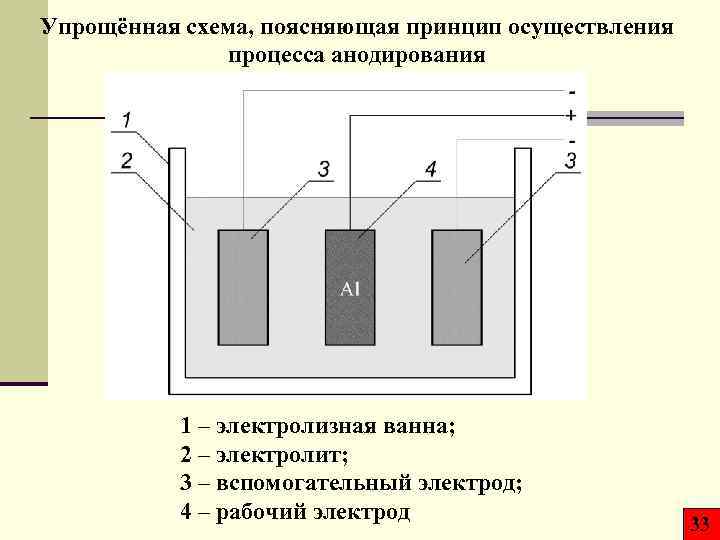
Технология анодирования
На производстве для анодирования металлов используется раствор серной кислоты. Но такая методика небезопасна, так как сопровождается бурным газовыделением. Даже малейшая искра может привести к взрыву этой смеси. Суть процесса несложно понять по схеме, но в бытовых условиях кислотой редко кто пользуется, хотя методика остается прежней (разница только в том, что свинцовая пластина отсутствует). Поэтому рассмотрим более простой способ работы с алюминием.