

Альтернативные способы
Принцип работы диффузионно вакуумной сварки
При сварке очень тонких выводов электронной техники применяют термокомпрессионную сварку. Она заключается в использовании твердой ковкой подложки, которая (вместе с соединяемыми компонентами) нагревается до 250-300 градусов. Далее компоненты сильно прижимаются друг к другу, в результате чего выходит неразъемное соединение.
Медные провода более габаритных изделий соединяются диффузионной вакуумной сваркой. Также способ подходит для соединения деталей из пластичного материала с другими (например, сталью).
Для сварки медных шин используется холодный метод пластической деформации сдвига. Метод применим только в среде энергетических установок, а качество соединения считается удовлетворительным.
Сварка медных заготовок — специфический процесс, имеющий свои «подводные камни». Знание особенностей материала позволяет с легкостью выбрать наилучший способ сварки медных заготовок с изделиями этого же либо иного материала.
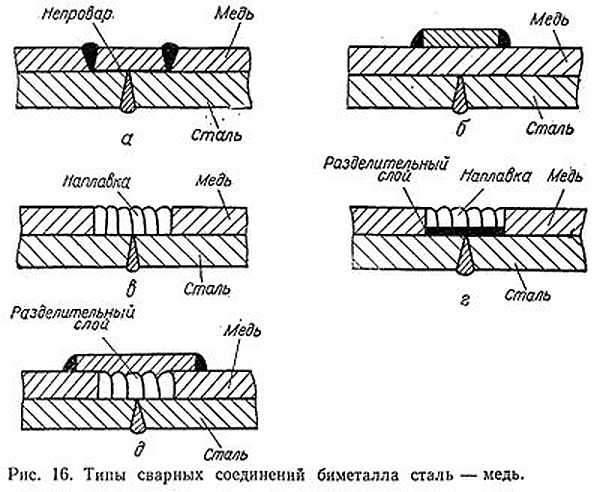
Сварка меди и её сплавов со сталью. Как сваривать медь и сталь?
На практике сварка меди и стали, чаще всего, осуществляется в стыковых соединениях. В зависимости от характера конструкции, швы в таком соединении могут быть наружными и внутренними.
Для сварки латуни со сталью лучше всего подходит газовая сварка, а для сварки красной меди со сталью — электродуговая сварка металлическими электродами. Хорошие результаты также получаются при сварке угольными электродами под слоем флюса и газовая сварка под флюсом БМ-1. Часто на практике выполняют газовую сварку латуни со сталью, используя медь в качестве присадочного материала.
Подготовку сварных кромок при одинаковой толщине цветного металла и стали выполняют так же, как и при сварке чёрных металлов. Сварку листов, толщиной менее 3мм выполняют без разделки, а листов, начиная с 3мм — со скосом кромок.
При недостаточном скосе кромок, или при наличии загрязнений на торцах свариваемых деталей, хорошего провара добиться невозможно. Исходя из этого, при сварке деталей больших толщин, в которых выполнена Х-образная разделка, притупление делать не следует.
Сварка меди со сталью — задача сложная, но вполне выполнимая для наплавочных работ и сварки, например, деталей химической аппаратуры, медного провода со стальной колодкой. Качество сварки таких соединений удовлетворяет требованиям, предъявляемым к ним. Прочность меди можно повысить путём введения в её состав до 2% железа. При большем количестве железа прочность начинает падать.
При сварке угольным электродом необходимо применять постоянный ток прямой полярности. Напряжение электрической дуги равно 40-55В, а её длина, примерно, 14-20мм. Сварочный ток выбирается в соответствии с диаметром и качеством электрода (угольный или графитовый) и составляет в пределах 300-550А. Флюс используют такой же, как и для сварки меди, состав этих флюсов дан на этой странице. Вводят флюс в зону сварки, засыпая его в разделку.
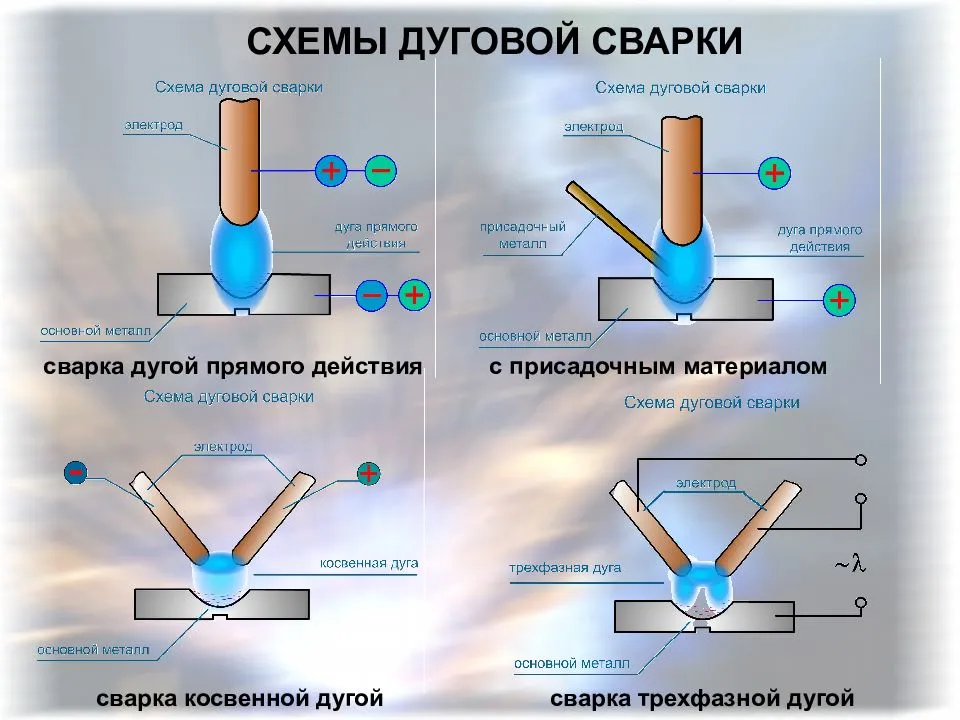
Способ сварки применяют «левый». Наилучшие результаты при сварке медных шин со стальными получаются при сварке «в лодочку». Схема такой сварки показана на рисунке. Вначале выполняется подогрев медных кромок угольным электродом, а затем сварка с определённым положением электрода и присадочного прутка (см. рисунок). Скорость сварки составляет 0,25м/ч. Сварка меди с чугуном производится с помощью таких же технологических приёмов.
Приварку низколегированной бронзы малой толщины (до 1,5мм) к стали толщиной до 2,5мм можно осуществить внахлёст неплавящимся вольфрамовым электродом в среде аргона на автомате с подачей присадочной проволоки диаметром 1,8мм со стороны
При этом очень важно направить дугу на нахлёстку со стороны меди. Режимы такой сварки: сила тока 190А, напряжение дуги 11,5В, скорость сварки 28,5м/ч, скорость подачи проволоки 70м/ч
Медь и латунь хорошо свариваются со сталью стыковой сваркой с оплавлением. При таком способе сварки стальные кромки оплавляются достаточно сильно, а кромки цветного металла незначительно. Учитывая это обстоятельство, и принимая в расчёт разность удельных сопротивлений этих металлов, принимают вылет для стали, равный 3,5d, для латуни 1,5d, для меди 1,0d, где d — диаметры свариваемых стержней. Для стыковой сварки таких стержней методом сопротивления рекомендуют вылет, равный 2,5d для стали, 1,0d для латуни и 1,5d для меди. Удельное сопротивление осадки принимается в пределах 1,0-1,5 кг/мм 2 .
Подготовка металла
Качественный результат сварки меди зависит не только от выверенных действий сварщика, но и от проведенного подготовительного этапа
Сначала следует обратить внимание на форму заготовки. Обычно это труба или лист
Первая процедура связана с кроением. По размерам вырезают нужную заготовку. В некоторых случаях приходится деталь порезать на несколько частей.

Разделка кромок – обязательная процедура. Предполагается исключительно механическая обработка торцов заготовок. Очистив поверхность металла от загрязнений, приступают к снятию оксидной пленки. Она видна невооруженным глазом. Деталь без пленки блестит, а окисел представляет собой мутноватый налет. Подготовленные торцы обрабатываются наждачной бумагой или металлической щеткой. После завершения этих работ металл следует обезжирить.
Не следует применять наждачку с крупным зерном, так как на поверхности заготовки могут остаться глубокие задиры. Среди популярных способов обработки детали и присадочной проволоки выступает травление. Это выдерживание заготовок в специальном растворе, приготовленном на основе азотной, соляной или серной кислоты. До нужной концентрации раствор доводится путем смешивания кислоты с водой. После травления поверхности необходимо промыть в воде, а затем просушить.
Медь требует предварительного прогрева в тех случаях, когда толщина деталей превышает 1 см. Прогрев газовой горелкой или в печи также входит в перечень подготовительных работ. Перед непосредственным свариванием детали совмещают так, чтобы между кромками образовывался небольшой зазор. Фиксировать заготовки можно струбцинами или прихватками, очищенными от инородных частиц. К дополнительным приспособлениям относят экраны для защиты места сварки от ветра и графитовые подкладки. Графит хорошо отводит тепло. Помимо этого, подкладка препятствует растеканию расплавленного металла.

Свариваемость меди и её сплавов
Необходимо понимать, что сварка меди и её сплавов требует знания некоторых особенностей материала и условий его свариваемости. Наличие примесей свинца, серы и фосфора негативно сказывается на качестве соединения, поскольку приводит к возникновению пор и трещин в теле шва.
Чтобы избежать отрицательных результатов окисляющего воздействия кислорода, часто используют сварочные автоматы, где сварка ведётся под слоем флюса. С целью устранения последствий температурных деформаций в зоне сварного соединения на производстве используют дорогостоящую сварку лазером, при которой негативное воздействие на шов практически исключается.
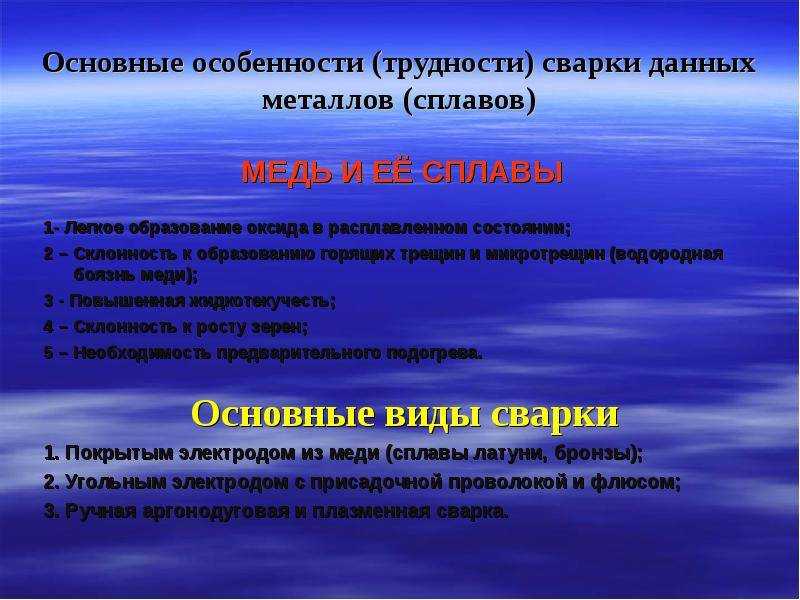
В бытовых условиях, прежде чем начинать сварку своими руками, необходимо выбрать метод работ, подготовить нужное оборудование и расходные материалы, а главное, уяснить какие факторы влияют на свариваемость меди и сплавов. По своим свойствам медь несколько отличается от стали, поэтому на качество сварочного процесса влияют несколько иные обстоятельства, а именно:
- высокое линейное расширение при нагреве, и сжатие при остывании приводит к деформации заготовок и возникновению трещин в зоне сплавления;
- окисная плёнка на поверхности материалов имеет большую температуру плавления, а при нагревании медь окисляется ещё более интенсивно;
- в зоне расплава происходит активное поглощение газов, что приводит к возникновению пор и неоднородностей при остывании;
- высокая теплопроводность требует более интенсивного нагрева, а поскольку тепло отводится быстро, то сформирование качественного шва требует навыка;
- резкие перепады температур при несоблюдении технологии работ, ведут к повышению зернистости и повышению хрупкости шва;
- высокая текучесть расплавленного материала требует применения подкладок и затрудняет формирование вертикальных и потолочных швов;
- с повышением температуры до 300−550оС пластичность меди, в отличие от стальных элементов, понижается, что необходимо учитывать при фиксации заготовок;
- сварка латунных деталей может привести к испарению цинка и образованию ядовитого оксида, поэтому работу необходимо проводить под вытяжкой или в хорошо проветриваемом помещении.
https://youtube.com/watch?v=aGtk5uepP5o
Добиться надлежащего качества сварки возможно с помощью технологических приёмов и использования методов работы, которые позволяют учесть особенности соединения медных деталей.
Важно знать, что соединение меди с углеродом может привести к возникновению взрывчатой смеси, поэтому сварочные работы необходимо производить покрытыми электродами с соответствующим флюсом или в среде защитных газов высокого качества очистки.
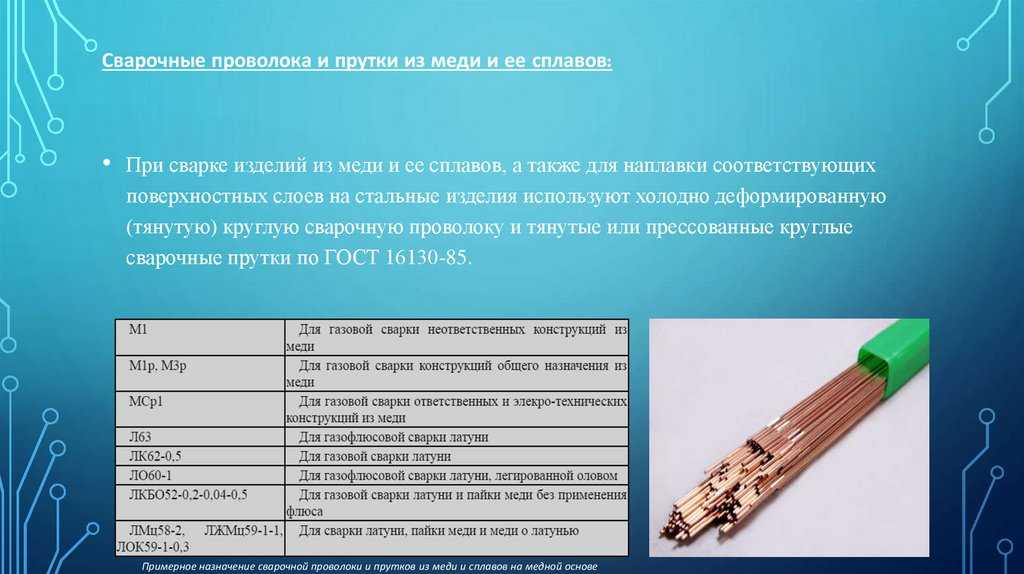
Материал электродной проволоки для сварки меди
Медные стержни для электродов
При сварке меди электродами из цветных металлов (медными, латунными или бронзовыми), подготовка свариваемых кромок и обработка сварного шва выполняется таким же образом, как при сварке угольными электродами.
Медные электроды изготавливают из меди марки М1, М2, М3. Они могут быть легорованы фосфором. Наиболее распространённый вид покрытия для таких электродов, рекомендованный, в прошлом, , имеет следующий состав: ферромарганец — 50%, ферросилиций (75%-ный) — 8%, полевой шпат — 12%, плавиковый шпат — 10%. Эти компоненты замешаны на жидком стекле, процентное содержание жидкого стекла составляет 20%. Толщина защитного покрытия 0,4мм. Но существуют и другие виды покрытий, указанных в таблице выше по тексту.




Бронзовые стержни для электродов
При сварке меди бронзовыми электродами, применяют электроды, состоящие из бронзы БрКМц-3-1. Это электроды марки ЭТ, предложенные, в прошлом, Балтийским заводом. Защитное покрытие для этих электродов имеет следующий состав: марганцевая руда — 17,5%, ферросилиция (75%-ного) — 32%, плавиковый шпат — 32%, графит серебристый — 16%, алюминия — 2,5% (см. таблицу выше по тексту). Эти компоненты замешивают на жидком стекле.
Также большое распространение получили стержни из оловянно-фосфористой бронзы Бр.ФО 4-03, в состав которой входят 3-5% олова, 0,2-,4% фосфора или из бронзы Бр.ФО 9-03.
Применение бронзовых стержней обеспечивает лучшее формирвоание шва, но хуже раскисляет металл, чем медные стержни. Стержни из бронзы марки Бр.КМц 3-1 снижают механическую прочность сварного соединения.
Что такое припой?
Припой – это незапятнанный сплав либо термопластичный сплав из нескольких компонент. Предназначается для соединения медных деталей в общую целостную сеть.
Под действием больших температур припой плавится, распространяется по зоне обработки и герметизирует поверхность. Опосля окончательного остывания на трубном материале появляется крепкий, ровненький шов без погрешностей
Разработка стыковки 2-ух фрагментов, проведенная по такому принципу, именуется пайкой.
Посреди главных плюсов методики стоит выделить:
- соединение без деформации;
- сохранение начальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- хорошая крепкость и высочайший уровень плотности сделанного шва;
- устойчивость скрепленной области к различным температурным режимам, включая интенсивное прогревание;
- обычное разъединение шовных участков в случае появления потребности поменять формат системы.
Проводят пайку особым оборудованием – паяльничком, газовой горелкой либо паяльной лампой. Конкретно перед работой зону кропотливо зачищают от поверхностных изъянов и технических масел, и лишь позже приступают работе.
Процесс соединения трубных фрагментов осуществляется просто и стремительно, но просит неотклонимого соблюдения правил простой сохранности. Во избежание заморочек и получения травм, на руки необходимо надеть плотные рабочие перчатки, лицо и глаза закрыть особыми очками либо маской, а одежку защитить плотным фартуком. Это убережет мастера от потенциально вероятных злосчастных случаев.
Для пайки в бытовых критериях почаще всего употребляют паяльничек. Горелку либо лампу используют там, где мощностных способностей паяльничка не хватает либо требуется соединить детали большенный толщины и впечатляющей массы
Токарный способ обработки
Распространенным способом обработки медных заготовок является токарный, с использованием специальных станков, оснащенных резцами. Благодаря этому методу обработки можно изготавливать большое разнообразие форм и деталей цилиндрической, сферической, конической формы. Механизм работы токарных станков заключается в воздействии режущего механизма на деталь, он врезается в заготовку и снимает лишний слой, который превращается в стружку. Скорость движения режущего механизма имеет большое значение в обработке различных видов металла. Поскольку медь является мягким материалом, для нее будет достаточно 40 — 50 м/с. С помощью токарной обработки меди можно получить следующие виды изделий:
Токарная обработка позволяет получить деталь любой формы
- шайбы;
- втулки;
- фланцы;
- шпильки;
- штуцеры.
Предприятия, осуществляющие токарную обработку металлов, могут выполнять большое разнообразие видов изделий по индивидуальным заказам. Станки настраиваются под параметры, каждой детали. С помощью токарного оборудования на медные заготовки наносится резьба, осуществляется выточка фасок, сверление отверстий, геометрическая обрезка. Использование автоматизированных станков позволяет выполнять сложнейшую отделку заготовок с максимальной точностью, при этом снижается процент брака и минимизируются отходы.
Общая характеристика медных сплавов
Чистая медь достаточно редко встречается. Это связано сразу с несколькими причинами. Во-первых, такой материал имеет высокую стоимость, а во-вторых, отличается недостаточной прочностью. Основными сплавами меди, что существуют на сегодняшний день, являются:
- Бронзы;
- Латуни.
Латуни – это сплавы меди и цинка. Кроме того, для повышения прочностных характеристик и устойчивости к воздействию химических веществ в такие сплавы могут добавлять дополнительные компоненты (никель, кремний и т.д.).
Бронзы – это металлы, что получают путем смешивания меди с оловом, алюминием, кремнием и другими компонентами, в случае если цинк не является легирующим элементом. Существует две основных группы этого сплава:
- Оловянные;
- Специальные, что содержат в качестве примесей хром, алюминий, никель, бериллий, кадмий, марганец.
Газовая сварка
При единичном производстве и ремонтных работах рекомендуется использовать газовую сварку, в процессе которой осуществляется подогрев и начальная термическая обработка изделия. Невысокие температурные градиенты уменьшают воздействие сварочного термического цикла на металл в зоне сварки (шов, зона термического влияния). Возможно раскисление и легирование металла через присадочную проволоку. Газовую сварку можно применять как для чистой меди, так и для ее сплавов.
Газовая горелка — тепловой источник малой сосредоточенности, поэтому для сварки меди желательно использовать ацетилено-кислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки толщин более 10 мм рекомендуется применять две горелки, из которых одна используется для подогрева, а вторая для образования сварочной ванны.
Для сварки меди и бронз используют нормальное пламя β = vO2/vC2H2 =1,05÷1,10, а для сварки латуней β= 1,3÷1,4 (с целью уменьшения выгорания цинка).
Раскисление металла сварочной ванны, несмотря на защиту от окружающей среды продуктами сгорания, производится извлечением закиси меди флюсами или введением раскислителей через присадочную проволоку.
Сварочные флюсы для меди содержат соединения бора (борная кислота, борный ангидрид, бура), которые растворяют закись меди, образуя легкоплавкую эвтектику, и выводят ее в шлак. Кроме соединений бора, флюсы могут содержать фосфаты и галиды (табл. 27.1).
Флюсы наносят на зачищенные и обезжиренные свариваемые кромки по 10—12 мм на сторону. Дополнительно их можно вносить с помощью присадочного металла, на который наносят покрытие из компонентов флюса и жидкого стекла с добавками древесного угля . При сварке алюминиевых бронз в состав флюса надо вводить фториды и хлориды, растворяющие Аl2О3, который получается при окислении алюминия в составе бронзы.
При сварке Сu толщиной до 3 мм разделку кромок не производят, в качестве присадочной проволоки используют медь Ml или М2, так как медь не успевает существенно окислиться. При больших толщинах применяют присадочную проволоку, легированную раскислителями. При сварке медных сплавов состав присадочной проволоки должен совпадать с составом основного металла. При сварке латуней следует применять кремнистую латунь ЛК80-3. Медь больших толщин сваривают в вертикальном положении. После сварки осуществляют проковку в подогретом состоянии (до 300—400 °С) с последующим отжигом. При проковке получается мелкозернистая структура шва и повышаются его пластические свойства.
При правильно выполненной сварке и последующей проковке сварные швы имеют прочность σв= 166÷215 МПа и угол загиба 120—180°.
Подготовка материалов перед сваркой
Обязательным условием для молекулярного соединения меди аргоном является тщательные зачистные работы. Свариваемое место обрабатывается абразивным инструментом до появления характерного блеска. Затем область работы обезжиривается. Чем внимательнее отнестись к зачистке, тем более качественное получится соединение.
К данным видам работы необходимо подойти со всей ответственностью. Дефекты сварки – это несплавление и шлак. Нагрев металла до 350-600 °C снижает риск их появления. На основании характеристик сплава и присадочного состава для разделки кромок выбирается разность температур. Соединяемое место необходимо добросовестно отчистить от грязи, масел, жировых образований и оксидной пленки.

Для осуществления подготовительных работ используется шлифовальный аппарат, щетка по металлу и органический растворитель. Примерно за 10 секунд до начала сваривания подается защитный газ. Такое же время надлежит выждать после окончания выполнения работ и только после этого остановить поступление газа. Следует заметить, что завершать сварочный процесс следует посредством снижения силы тока реостатом, входящим в конструкцию сварочного аппарата.
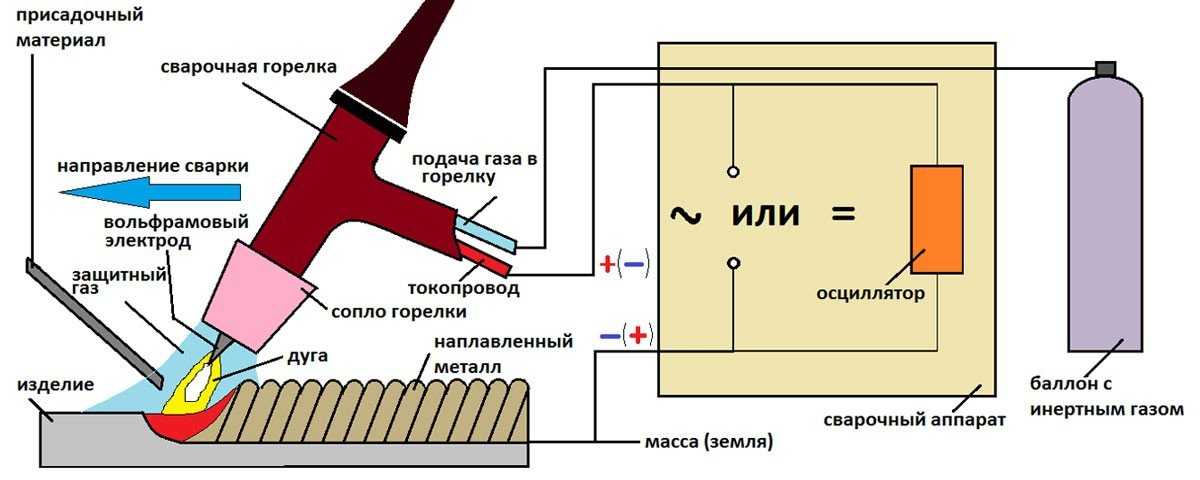
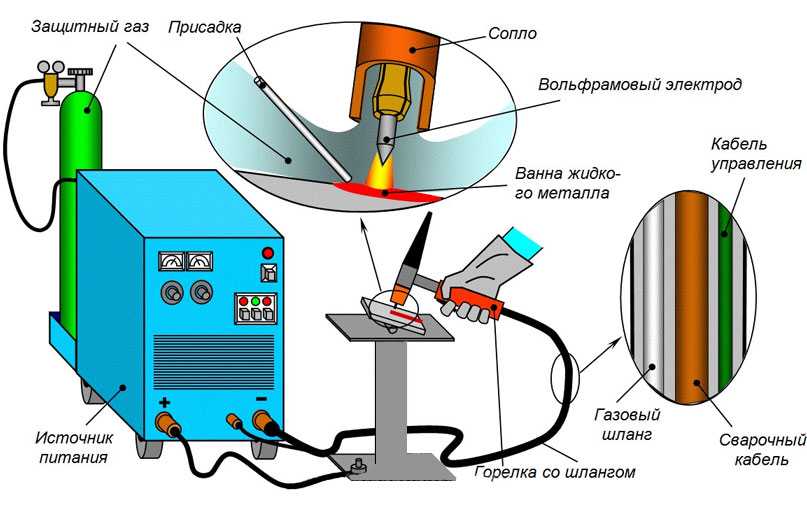
Газовая сварка меди
В качестве защитного газа применяется аргон высшего сорта (ГОСТ 10157-79) или смесь аргона с гелием (50-75% аргона).
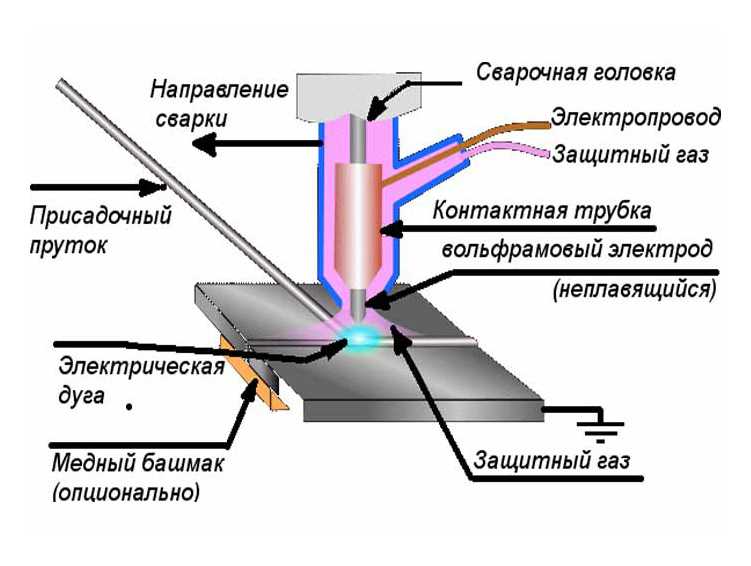
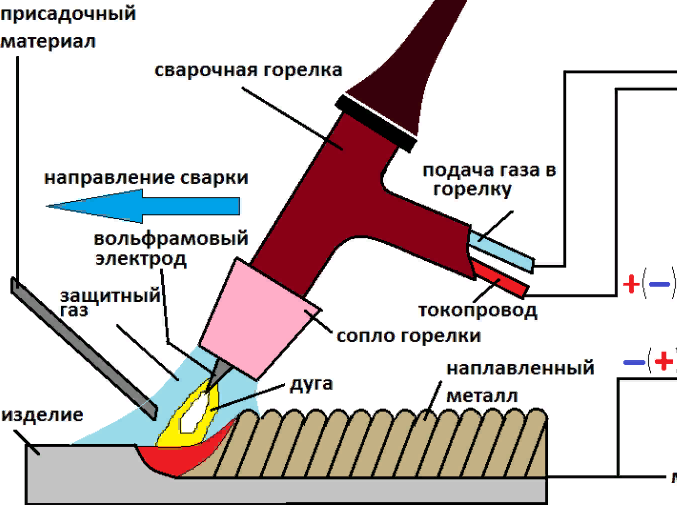
Наиболее часто сварку меди в домашних условиях и на производстве производят вольфрамовым (неплавящимся) электродом.
В качестве присадки используют проволоку или узкую профилированную проставку, закладываемую в стык, а также с применением технологического бурта на одной из свариваемых деталей.
Сварка меди аргоном неплавящимся электродом характеризуется хорошей устойчивостью дуги. Аргонодуговую сварку применяют при соединении деталей малой толщины (до 4 мм) и в труднодоступных местах.

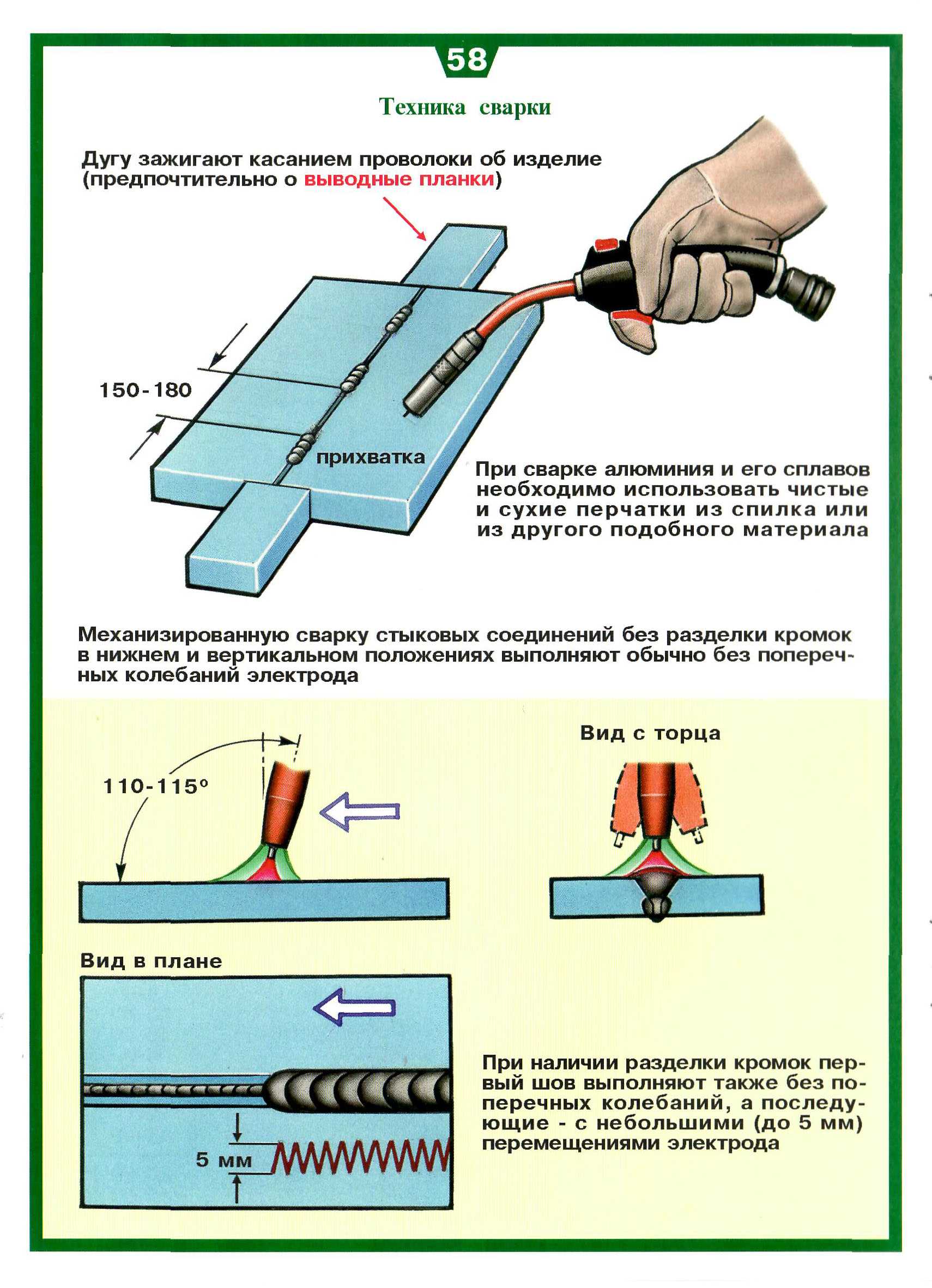


Техника сварочных работ
1. Сварка вольфрамовым электродом выполняется при постоянном токе прямой полярности.
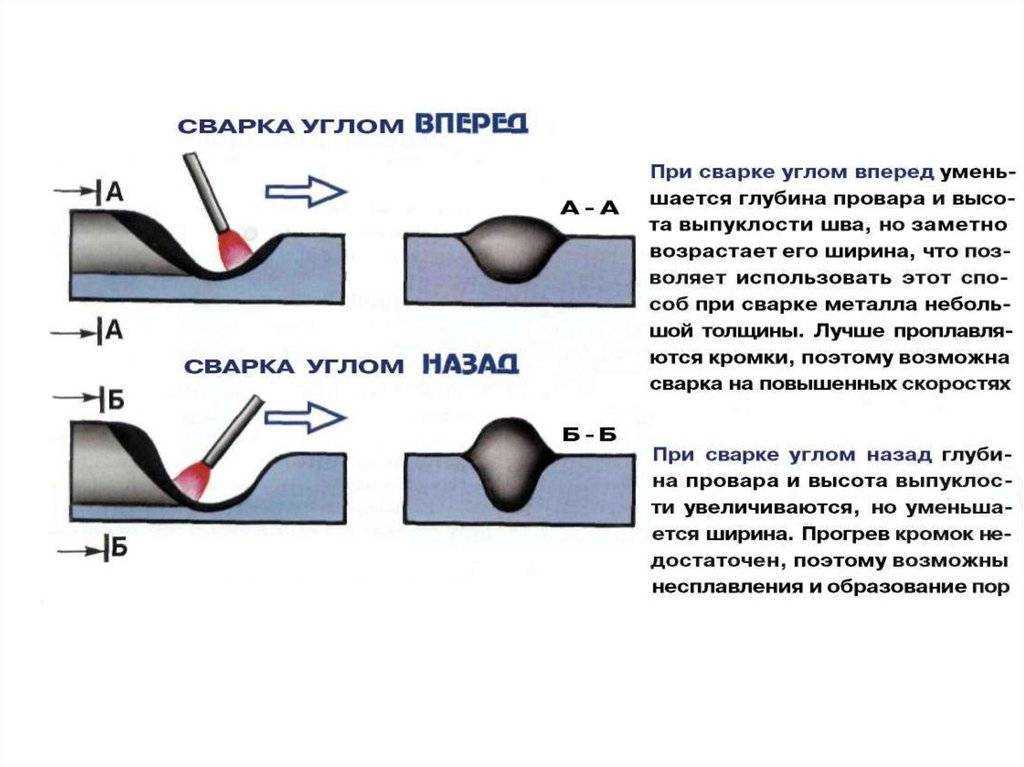
2. Электрод должен быть сориентирован строго в плоскости стыка, наклоняя его углом назад на 60-80 градусов.
3. В случае сварки меди толщиной более 4-5 мм требуется предварительный подогрев до 300-400 градусов Цельсия.
4. Электродную проволоку и кромки основного металла перед сваркой зачищают до свежего металла. Медь толщиной до 5-6 мм можно варить без разделки кромок.
Зазоры между кромками в мм:
- При h листов равной 2 мм – до 0,5;
- При h листов равной 3 мм – от 0,5 до 1;
- При h листов равной 4 мм – от 1 до 1,5;
Ток, А:
- При h равной 2 мм – 100-120А;
- При h равной 3 мм – 200-230 А;
- При h равной 4 мм – 380-400 А.
Скорость ручной дуговой сварки:
- При h основного металла 2 и 4 мм – от 25 до 30 м/ч;
- При h основного металла 4 мм – от 30 до 35 м/ч.
Расход аргона:
- При h равной 2 мм – от 10 до 12 л/мин;
- При h равной 3 и 4 мм – от 12 до 14 л/мин.
При соединении деталей толщиной от 2 до 3 мм подогрев основного металла не требуется. Техника электросварки меди толщиной 4 мм предусматривает подогрев до 300-400С.
Технология работы с цветными металлами и сплавами допускает использование плавящихся электродов.
При сварке меди электродом такого типа в аргоне (как и в других защитных газах) капли металла перегреваются, проходя через дуговой промежуток. В результате материал подвергается более сильному окислению за счет воздуха, попадающего в струю защитного газа.
Поэтому в качестве электродного материала используют медные сплавы марок БрКМц3-1 и МНЖКТ5-0,2-0,2. При этом металл шва будет отличаться по составу от чистой меди, но, тем не менее, механические свойства сварных соединений при этом получаются удовлетворительные. Следует отметить, что в случае огневых работ плавящимся электродом в аргоне дуга не отличается стабильностью.
Сварка
меди нашла широкое применение и в электронике, и в химическом машиностроении
при изготовлении приборов для применения условиях, где требуется высокая коррозионная
стойкость. Поэтому технология сварки меди, как и технология сварки цветных металлов
и сплавов, вообще, постоянно совершенствуется, несмотря на стремление к их экономии.
Прежде чем описать, как варить медь, необходимо пояснить, что в большинстве
случаев, для сварки используются листовые медные детали и трубы.
Отметим также, что нет каких-либо специальных видов сварки для медных изделий.
И для их сваривания могут применяться все известные способы, за исключением
контактной сварки, которая применяется ограничено.
Особенности сварки медных деталей
Для сварки меди используют ряд вполне эффективных методов, которые позволяют с помощью технологических решений добиться высокого качества шва практически без потери физико-химических свойств материала. В промышленных масштабах эти работы осуществляют с помощью лазерной сварки или с применением сварочных автоматов.
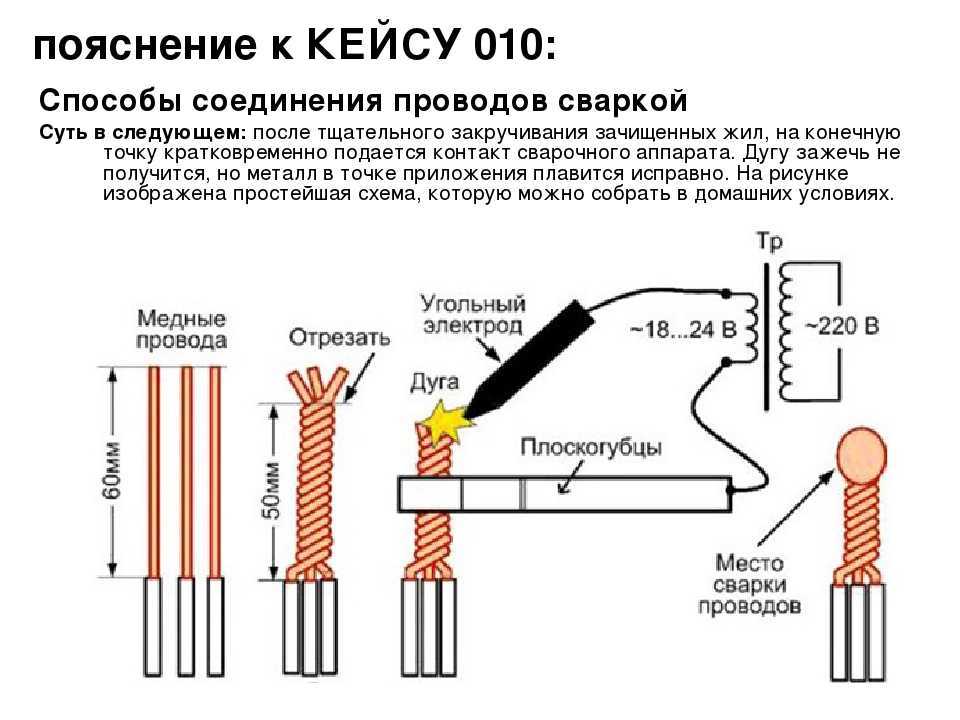
Для бытового применения есть более простые методы. Например, сплавление электрических медных проводов или сварку нихрома с медью производят с помощью простого преобразователя напряжения. Он представляет собой обычный понижающий трансформатор, на вторичной обмотке которого переменное напряжение около 20 В, а сварку осуществляют угольным электродом.
Конечно, листовые детали или заготовки значительной толщины таким образом сваривать нельзя и для них подбираются особые температурные режимы и электроды или проволока, подходящие по составу. Медные заготовки толщиной более 8 мм перед сваркой подогревают до температуры 200−300оС, бронзовые до 500−600оС и латунные до 350оС при толщине более 12 мм. При толщине заготовок более 5 мм требуется разделка кромок под углом 60о−70о, а в процессе работы использовать подкладки с изнанки шва для устранения эффекта текучести расплава
Особое внимание следует уделять механической очистке деталей от окисного слоя и обезжириванию
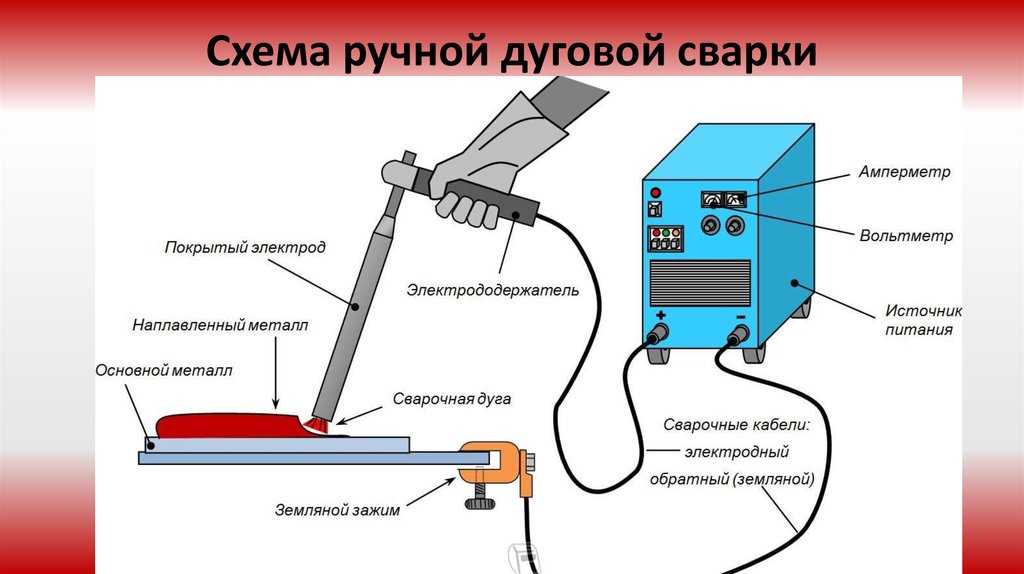
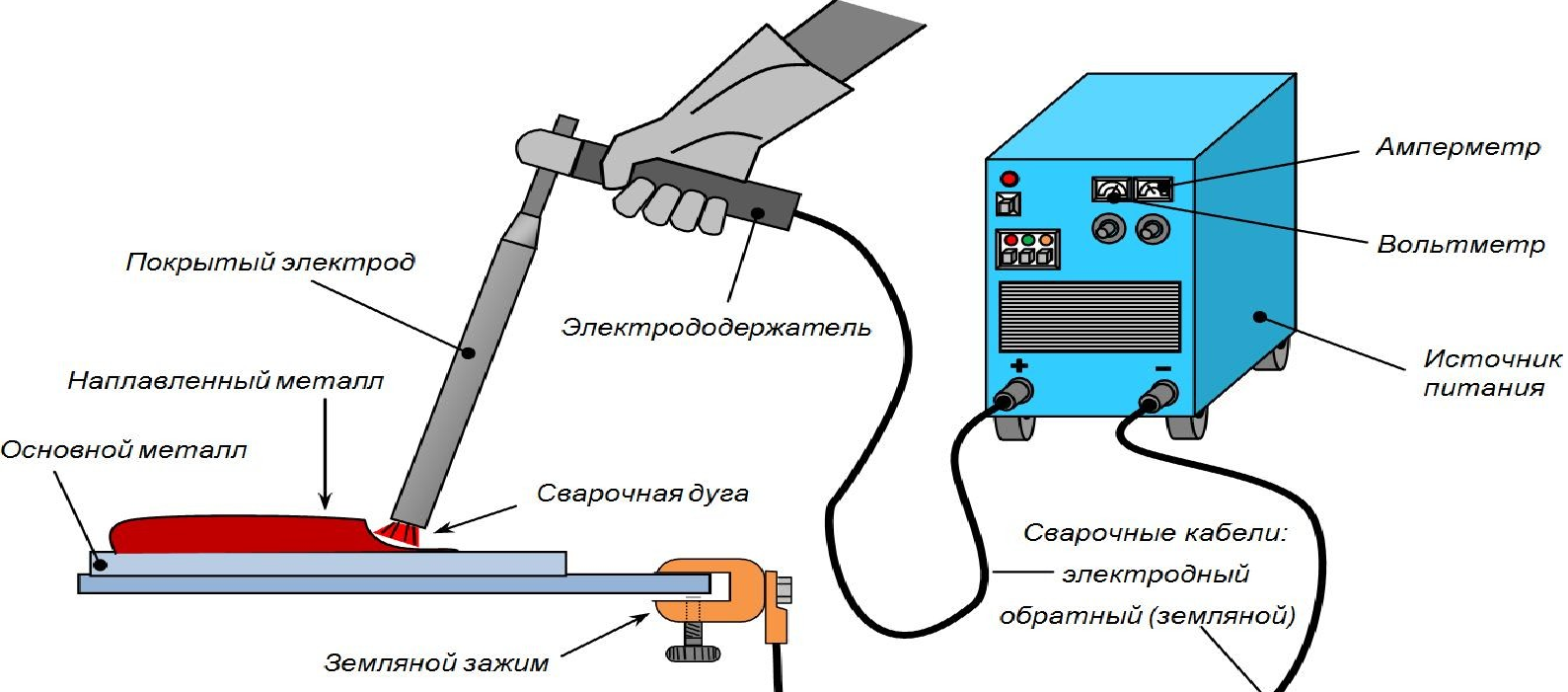
Сварка меди и сплавов производится инверторными аппаратами и самым важным является защита сварочной ванночки от воздействия агрессивного кислорода. Это достигается с помощью электродов или проволоки с эффектом раскисления, а так же за счёт воздействия инертного газа. Для сварки используются следующие методы:
- сварка плавящимися электродами ММА постоянным током обратной полярности электродами К100 и Комсомолец;
- сварка вольфрамовыми электродами в инертных газах TIG с ручной подачей проволоки из меди или бронзы в зону плавления;
- полуавтоматическая сварка в защитном газе методом MIG с регулируемой подачей соответствующей проволоки в сварочную ванночку.
Важно помнить, что материал электродов и проволоки должен по составу быть как можно ближе к свариваемым деталям, поскольку это улучшает прочностные свойства шва и сохраняет физические свойства меди или сплава. При правильно выбранных компонентах, режимах работы и способах разделки кромок, сварочный шов по прочности не уступает основному материалу, а использование импульсного тока при сварке заготовок небольшой толщины позволяет избежать перегрева меди и сплавов
Длину дуги необходимо поддерживать в пределах 3−4 мм и использовать подкладки, чтобы обеспечить правильное формирование шва без потери качества
При правильно выбранных компонентах, режимах работы и способах разделки кромок, сварочный шов по прочности не уступает основному материалу, а использование импульсного тока при сварке заготовок небольшой толщины позволяет избежать перегрева меди и сплавов. Длину дуги необходимо поддерживать в пределах 3−4 мм и использовать подкладки, чтобы обеспечить правильное формирование шва без потери качества.
Подготовительные мероприятия
Для сварки или для пайки меди нужно соблюсти еще и правила подготовки металла перед сваркой, чтобы результат вас не разочаровал. В зависимости от рода детали (труба, лист, заготовка и т.д.) ее предварительно разрезают на отдельные части, если это необходимо. Медь можно разрезать с помощью шлифмашинки, трубореза или станка. Также возможна плазменно-дуговая резка. Не используйте болгарку или иные подобные инструменты.

Далее нужно разделать кроки у детали. Делается это механическим методом. Также нужно очистить металл и проволоку от окисной пленки и грязи, деталь должна в буквальном смысле блестеть. Обезжирьте металл. Обработайте кромки вручную с помощью мелкозернистой наждачки. Также для этих целей можно использовать щетку с жесткими металлическими щетинами.
Не используйте слишком жесткую щетку или наждачку с крупным зерном, иначе повредите металл. Также рекомендует выполнить травление присадочной проволоки и детали. Травление выполняется в специальном растворе, который можно приготовить самостоятельно. В качестве основного компонента может выступать азотная, серная или соляная кислота. Кислота смешивается с водой и в раствор помещаются заготовки с проволокой. После травления все нужно промыть в воде и просушить горячим воздухом.




Если деталь имеет толщину более 1 сантиметра, то ее нужно предварительно прогреть в печи или с помощью газовой горелки. Далее детали нужно состыковать друг с другом. Между деталями должен оставаться небольшой зазор, его размер не должен меняться при повторной стыковке. Чтобы точно состыковать детали можно использовать прихватки. Сами прихватки тоже должны быть очищены, чтобы не образовались трещины.
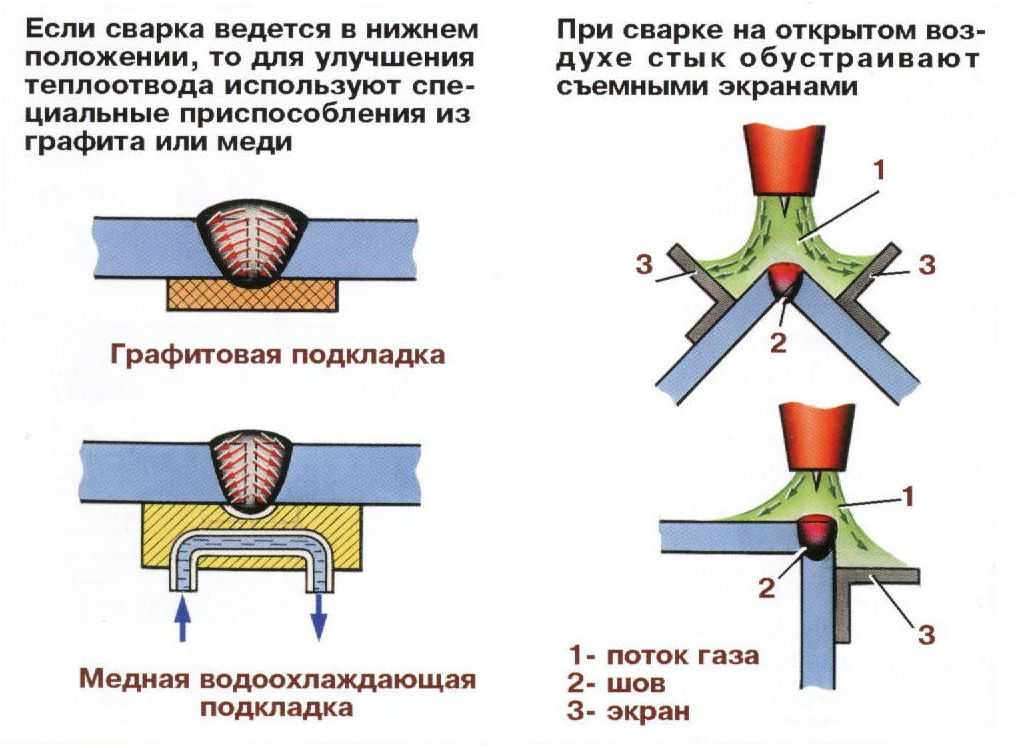
Иногда в процессе сварки используются дополнительные приспособления. Например, графитовые или медные подкладки, а также съемные экраны. Подкладки незаменимы при сварке нижних швов (или увеличивают теплоотвод), а съемные экраны понадобятся при сварке меди на улице (они защитят сварочную зону от ветра).
Отличительные особенности
Первое, что следовало бы подчеркнуть при рассмотрении процедуры сварки меди, — это зависимость хода работ от сплава. В действительности используется медь далеко не в чистом виде. На практике приходится дело иметь с различными примесями и сплавами. Чем чище медь, тем легче проводить подобные работы. Однако количество металла в примеси является не самым главным определяющим нюансом. Основные особенности и сложности, возникающие при ведении сварочных работ, должен знать каждый мастер.
- Медь, являясь представителем цветных металлов, быстро окисляется. В результате химической реакции с кислородом на поверхности металла образуется пленка – окисел. Она достаточно жаропрочная, поэтому существенно препятствует свариванию. На подготовительном этапе следует в обязательном порядке избавиться от этой пленки.
- Следует учитывать коэффициент теплового расширения. Медь в процессе нагревания расширяется достаточно сильно. При охлаждении происходит обратный процесс. Если формированию шва это никак не препятствует, то после его застывания будут наблюдаться разрывы и трещины.
- Жидкий металл поглощает кислород и водород. Закись меди имеет другую температуру плавления, нежели чистый металл, что существенно осложняет работу. Водород, вступая в реакцию с кислородом, образует внутри жидкого металла пузырьки с водяным паром. После сварки в зоне шва наблюдаются трещины, а сам металл становится пористым.
- Изменение температуры в широких диапазонах за малые промежутки времени приводит к реструктуризации кристаллов. Мелкозернистая структура превращается в крупнозернистую. Такие изменения приводят к повышению хрупкости меди в зоне шва.
- Внутренние дефекты свариваемых деталей возникают при плавлении и кристаллизации. Благодаря высокому коэффициенту теплопроводности, медь быстро плавится и после этого сразу же кристаллизуется.
- Показатель текучести данного металла в несколько раз превышает показатель для стали. При работе с толстыми заготовками приходится нагревать материал до высоких температур. В таком случае проплавка кромки практически невозможна. Именно с проблемой текучести при сварке меди применяют двустороннюю технологию. Следует помнить, что сложны вертикальные и потолочные работы.
- Такие свойства меди, как прочность и пластичность, зависят от температуры. Если температура металла находится в пределах 200°C градусов, то эти параметры достаточно высокие. Но при дальнейшем нагревании металла происходит их резкое снижение. Для меди температура в 550°C градусов является критической, так как пластичность практически исчезает. Это еще один фактор, который способствует появлению трещин в зоне ведения сварки.

Еще раз отметим, что чистую медь легче сваривать, чем медь с различными примесями. Также неприхотлива и раскисленная медь. Это металл с низким содержанием кислорода.
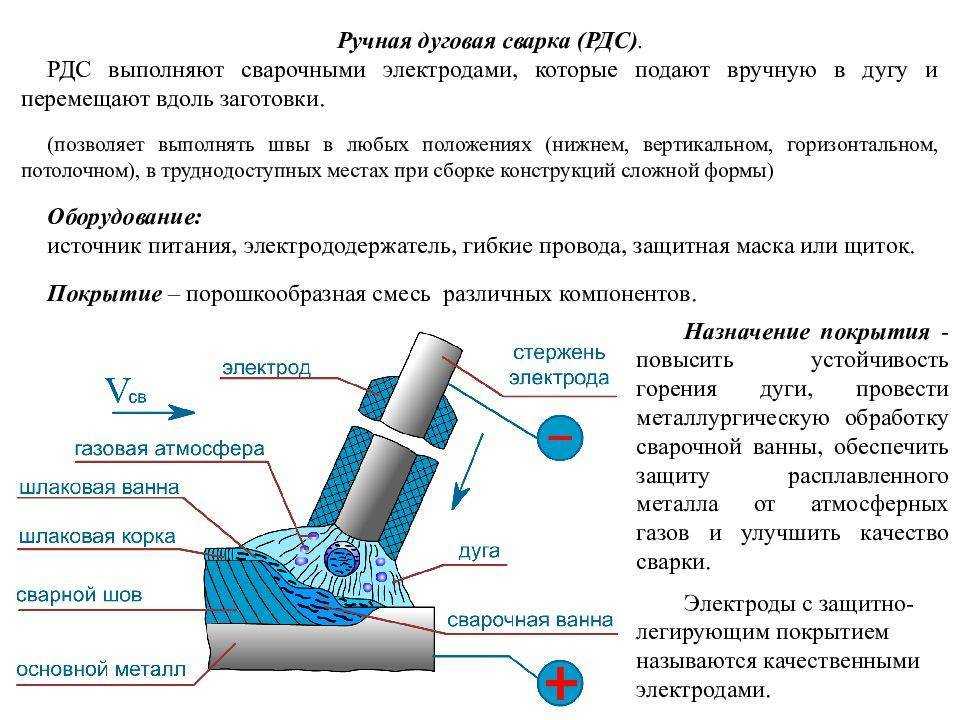
Но, к сожалению, на практике подобные материалы встречаются редко, поэтому для качественной сварки приходится применять флюсы, присадки, а работу вести в среде защитного газа. В качестве присадок используются такие раскислители, как марганец, кремний, алюминий. Имея в наличии электроды, стержни которых содержат перечисленные элементы, можно медь варить в режиме ручной дуговой сварки (MMA).
Что делать, если лом цветмета оказался не медью?
Частные сдатчики путают цветные металлы. Иногда они не могут отличить медь от латуни или бронзы и расстраиваются, не получив желаемого дохода. Наши клиенты также путают чистый металл от сплавов, в составе которых есть этот материал. Жилы в кабеле не всегда изготавливаются из меди – для этих целей подходит и алюминий, который на скупке ценится ниже.
Если лом цветмета оказался не медью, наш оценщик обязательно сообщит вам об этом. Он определит качество металла и предложит хорошую цену за латунь или бронзу.
Вне зависимости от вида и объема партии цветного металла, мы гарантируем моментальную оплату по факту приема и честное взвешивание партии. Приходите в пункт или вызовите наше транспортное средство для вывоза большой партии.