

Варианты рейсмусовых станков своими руками
Самодельные рейсмусовые станки по дереву применяются для шлифования большого количества элементов и придания им привлекательного внешнего вида. В конструкцию такого оборудования входят:
 Вариант готового самодельного оборудования для мастерской
Вариант готового самодельного оборудования для мастерской
- Стол с рамой для станка. Столешница должна быть идеально ровной и устойчивой, чтобы выдержать вибрации во время работы.
- Ножевой вал. Основная часть конструкции, отвечающая за обработку заготовок из дерева. Скорость вращения шкива должна быть 4000 – 7000 об/мин.
- Болты для регулировки и устройство для подачи заготовок.
Чтобы правильно изготовить оборудование, используйте чертежи рейсмуса. Своими руками собирать конструкцию надо строго по ним.
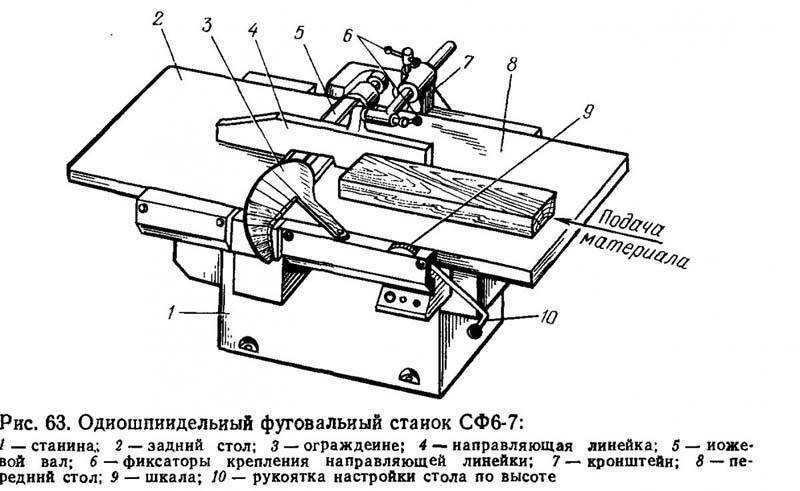 Схема со всеми комплектующими
Схема со всеми комплектующими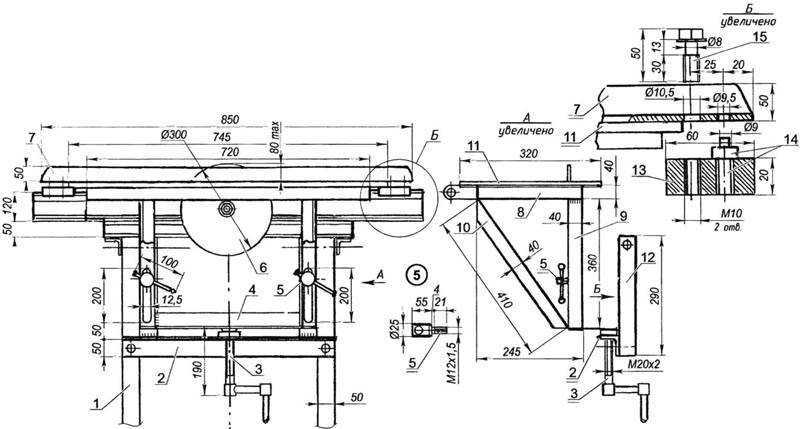 Чертеж с габаритами элементов
Чертеж с габаритами элементов Вариант заготовки чертежа от руки
Вариант заготовки чертежа от руки Сборка станка своими руками
Сборка станка своими рукамирейсмусовый станок
Видеоинструкция, как делать рейсмусы своими руками из электрорубанка
Для сборки рейсмуса из рубанка своими руками приготовьте:
- электрорубанок, который не жалко переделывать в другой инструмент;
- подробный чертеж для работы;
- фанеру и бруски для корпуса.
Когда подготовительный этап завершен, можно переходить к непосредственной сборке, которая займет около часа у человека, умело обращающегося с инструментом:
 Watch this video on YouTube
Watch this video on YouTube
Изготовление улитки
Несколько устройств представлено на рисунке. Примерно так (в основе) и должно получиться.
Сборка улитки своими руками – это один из вариантов самостоятельного конструирования, когда давать рекомендации с указанием точных параметров всех составных частей не имеет смысла. Здесь необходимо ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет понятна суть процесса изготовления, то сама сборка сложностей не вызовет.
Устройство рабочего стола
Процесс холодной ковки требует приложения больших усилий. Если уже есть готовый верстак, то, возможно, придется его укрепить. При изготовлении улитки с нуля каркас стола делается только металлическим – швеллер, уголок, труба толстостенная.
Понятно, что столешница также должна быть металлической. В процессе работы улитки она будет подвергаться как статическим, так и динамическим нагрузкам. Следовательно, обычный лист железа не подходит. Только плита, и не менее 4 мм.
Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный , то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.
Сборка улитки
Устанавливается лемех, крепятся рычаги, боковой упор. Все это хорошо видно на рисунках.
В дело пойдет все, что есть в сарае (гараже, на чердаке) – обрезки труб, прутка, уголка и тому подобное. Если понятен принцип работы улитки, то никакие подсказки более и не требуются.
Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует. Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера. В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.
Успехов в изготовлении улитки своими руками!являются универсальными декоративными элементами , применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типаиспользуется механизированное оборудование, а также ручные инструменты и приспособления . Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
В качестве примера рассмотрим чертеж улитки, сделанной своими руками
Рисунок 1: Ведущий лемех улитки (1) имеет постоянный размер, и закреплен на втулке с рычагами воротка (3). Конструкция надевается на ось (2). Заготовка фиксируется собачкой (4)
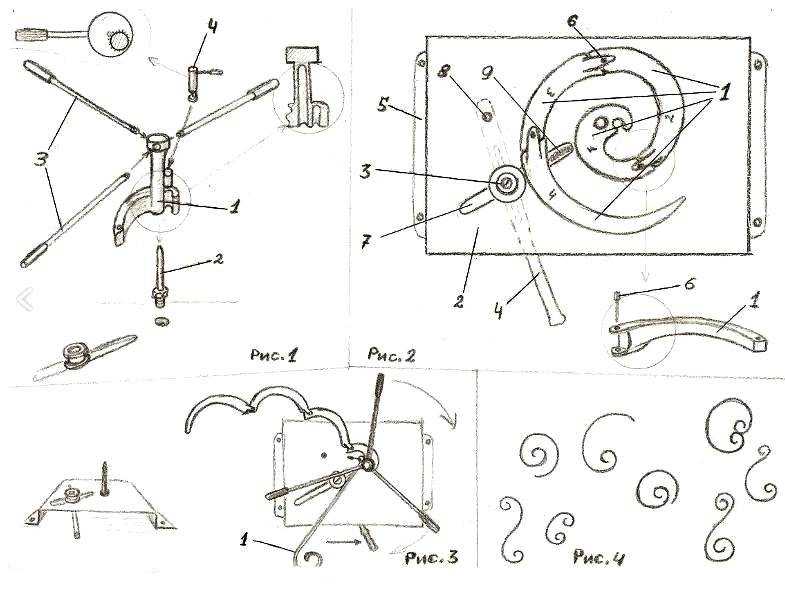
Рисунок 2: На ведущий лемех (1) крепятся дополнительные, при помощи шпилек (6). Их размер и количество зависят от формы заготовки. Вся конструкция крепится на площадке (2), которая одновременно является станиной.
Рычаг (4) при помощи прижимного валика (3) оборачивает улитку вокруг заготовки, придавая ей нужную форму. Стол крепится на прочном основании (5), которое желательно прикрутить болтами к полу. Валик может регулироваться при помощи прижимного винта (7).
В результате получаем абсолютно универсальную конструкцию. Воротком накручиваем заготовку на лемех, который может менять форму по желанию мастера. А с помощью рычага с роликом регулируем радиус закручивания завитка. Количество витков регулируется оборотами воротка.
Рисунок 3: Для извлечения готового изделия просто делаем оборот в обратную сторону, и подвижные лемеха выходят из завитка. Примеры обработки заготовок с помощью такой «улитки» на рисунке 4.
Станок для холодной ковки своими руками — видео примеры
Ручной вариант станка для холодной ковки.
Если вам хочется уйти от ручного труда, то сделайте самодельный электрический станок для холодной ковки как показано в этом видео.
Холодная ковка своими руками — хобби которое не лежит у вас в доме на полке, а украшает ваш дом.
Монтаж деталей «улитки»
 В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
Своими руками
Ручные станки для ковки возможно изготовить и своими руками. Мастера чаще всего производят улитку и торсион. Производство улитки самостоятельными силами позволит собрать устройство с кондуктором нужной конфигурации и размера.
Для повышения работоспособности устройств их целесообразно дополнить электроприводом. Подобные модели оборудования также под силам изготовить своими руками. Самодельные электрические механизмы с ручным и автоматическим режимом обладают повышенной производительностью.

Рабочая поверхность улитки до крепления шаблона
Универсальное оснащение, предназначенное для гибки заготовок разного сечения: профильные трубы (тут про станок для профтруб), полосы, кругляки и квадраты, обладает сложным строением. Поэтому выполнить сборку данного оборудования самостоятельно практически очень сложно.
Инструменты и приспособления представляют собой ручные предметы, практически всегда изготавливаемые своими руками.
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.

Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Виды ковки.
Нелишним будет предусмотреть выполнение на станке основных типов работ – закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.







При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
https://youtube.com/watch?v=P0_BY3qVDwM
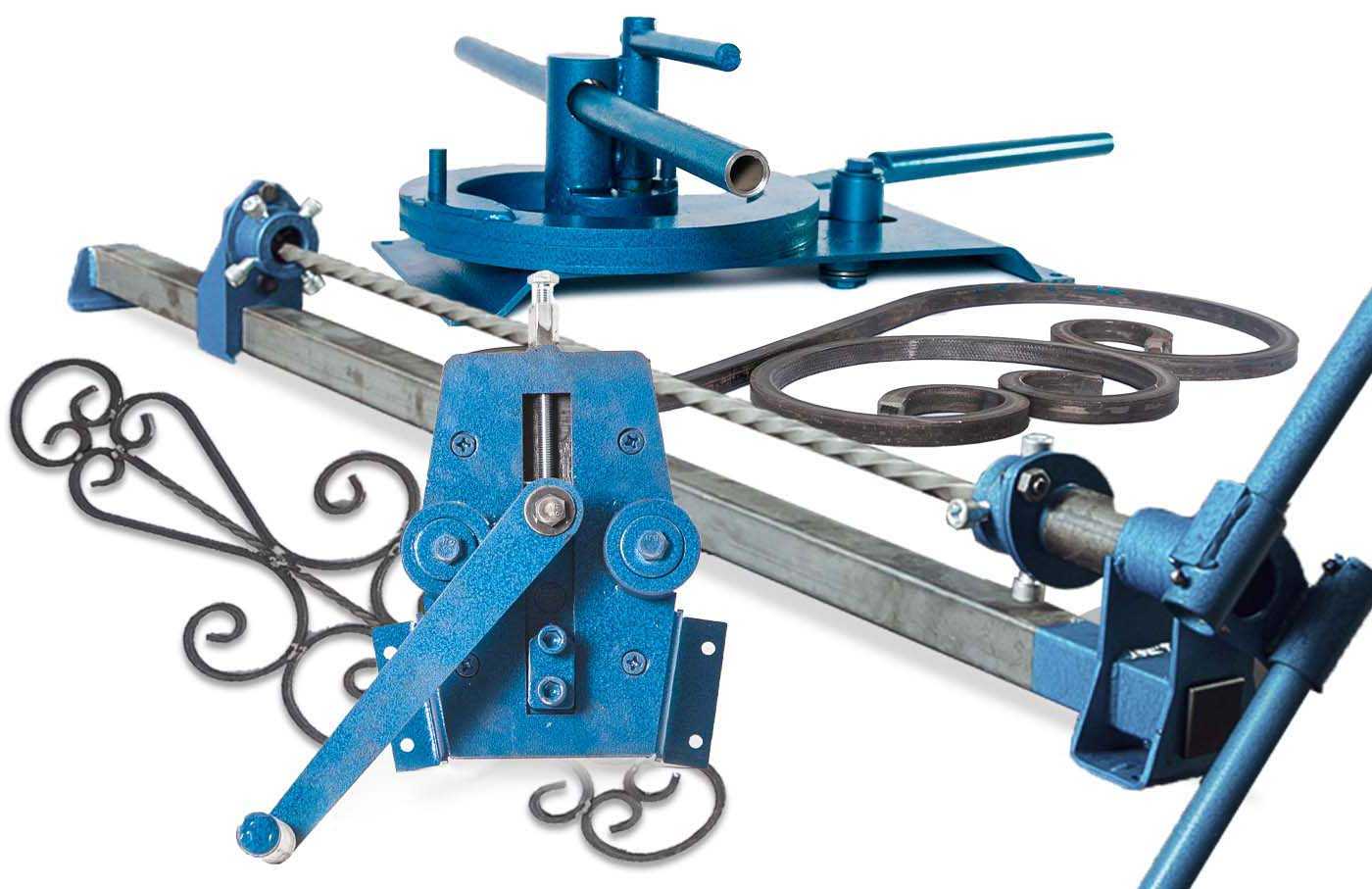
Оборудование для ковки
Все товары категории Оборудование для ковки

UNV3 — универсальный станок для холодной ковки металла с широким набором операций. Отличное решение для компактного кузнечного производства.

Ручной универсальный гибочный инструмент MB31-6×50 для гибки полосы, прутка, квадрата и изготовления завитков для художественной ковки.

Универсальный ручной станок широкого применения для гибки углов, изготовления завитков и колец MB21-30, является одним из самых востребованных инструментов на рабочем месте кузнеца. Прочная литая конструкция с большим набором прочных оправок.

V1-16 Cтанок художественной ковки для изготовления завитков – отличное решение для интенсивного промышленного использования. Позволяет выполнить методом холодной ковки один из самых основных и распространенных кованых элементов — завиток.

Инструмент для изготовления завитков – отличное решение для небольших кузнечных мастерских. Позволяет изготавливать основные кованые элементы завитки различной конфигурации.

Станок «Мастер витой трубы» предназначен для производства и изготовления витой трубы из электросварной или бесшовной тонкостенной трубы диаметром от 10 до 219 мм со стенкой до 6 мм (в зависимости от диаметра трубы). Элементы витой трубы используются для изготовления различных стоек ограждений, ворот, беседок, элементов различной мебели и т.д. Станок «Мастер витой трубы» работает с широким диапазоном ходовых размеров труб, при этом отличается качественным прокатом (глубиной и равномерностью нанесения витков), производительностью более 150 м в час, удобной и быстрой настройкой на разные диаметры труб, высокой жесткостью несущей конструкции, а также невысокой стоимостью на рынке кузнечного оборудования.

Вентилятор для горна VT1-2 Blacksmith. Применяется как улитка для горна обеспечивающая подачу воздуха в стационарном или переносном кузнечном горне открытого типа (верхняя часть горна полностью открыта).

Инструмент для гибки металла BlackSmith – отличное решение для небольших кузнечных мастерских. Позволяет изготавливать основные кованые элементы методом гибки.

Ручной трубогиб MTB10-40 – универсальный трубогиб начального класса, позволит Вам легко гнуть трубы в небольшой мастерской, гараже, на стройке или даче. С его помощью легко создать навес, гнутые перила, козырек или другую ажурную конструкцию из гнутой профильной трубы.

Станок художественной ковки АЖУР-1М — профессиональное кузнечное оборудование, которое позволяет изготавливать практически все наиболее часто применяемые в художественной ковке элементы. Предназначена для изготовления элементов металлических конструкций садовых оград, декоративных решеток и т.п. из проката квадратного сечения толщиной от 8 до 20 мм., и круглого сечения диаметром от 6 до 20 мм, полосы от 2 х 10 до 10 х 40 мм.

UNV3-mini Blacksmith – компактный, универсальный станок для художественной ковки. Cтанок UNV3-mini Blacksmith обеспечивает выполнение практически всех операций, применимых для изготовления изделий художественной ковки. Отличное решение, как для небольшого кузнечного цеха, так и для промышленного производства.

Подставка для трубогибов MTB31-40, MTB31-50, ETB31-50, ETB31-40. Регулируемая высота работы и возможность легкого поворота трубогиба. Универсальная крепежная платформа, прочная основа и стойка, лоток для хранения крепежа и мелкого инструмента.

Инструмент предназначен для быстрого изготовления декоративных кузнечных элементов. Предназначен для небольших кузнечных мастерских.

Универсальный трубогиб с большими возможностями для регулировки минимального радиуса гиба, легкой подстройки под разные размеры обрабатываемых труб, быстрой смены роликов. Подходит для мастерских, небольших цехов и изгиба труб большого размера до 50х50х1мм в условиях дачи, гаража, стройки.

UNV3-220V Blacksmith — универсальный станок для художественной ковки с широким набором операций. Отличное решение для компактного кузнечного производства. Новая модель станка для холодной ковки с современным мощным редуктором, новой кинематической схемой. Высокая скорость вращения оправок позволяет существенно повысить производительность. Автоматическое и ручное управление процессом гибки. Вертикальное расположение гибочных приспособлений.
На сайте Станкофф.RU вы можете купить оборудование для холодной ковки металла ведущих производителей. В наличии и под заказ более 48 моделей оборудования для кузнечной ковки по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджера.
Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует.
Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера.
В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.
Успехов в изготовлении улитки своими руками!
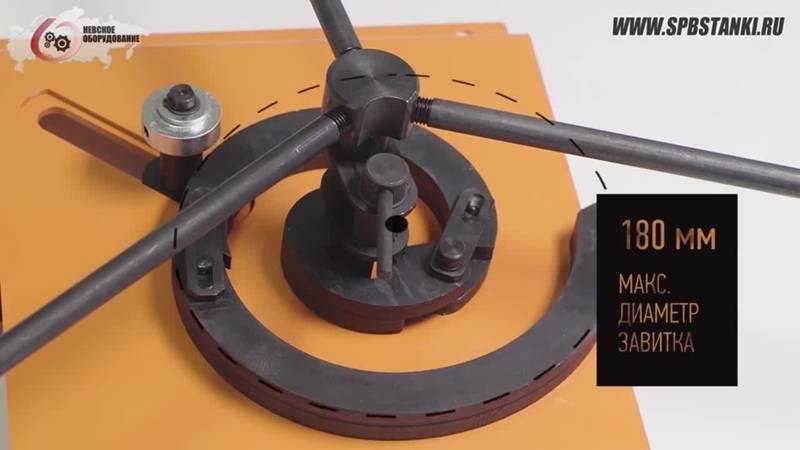
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.









Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Резюме как по маслу
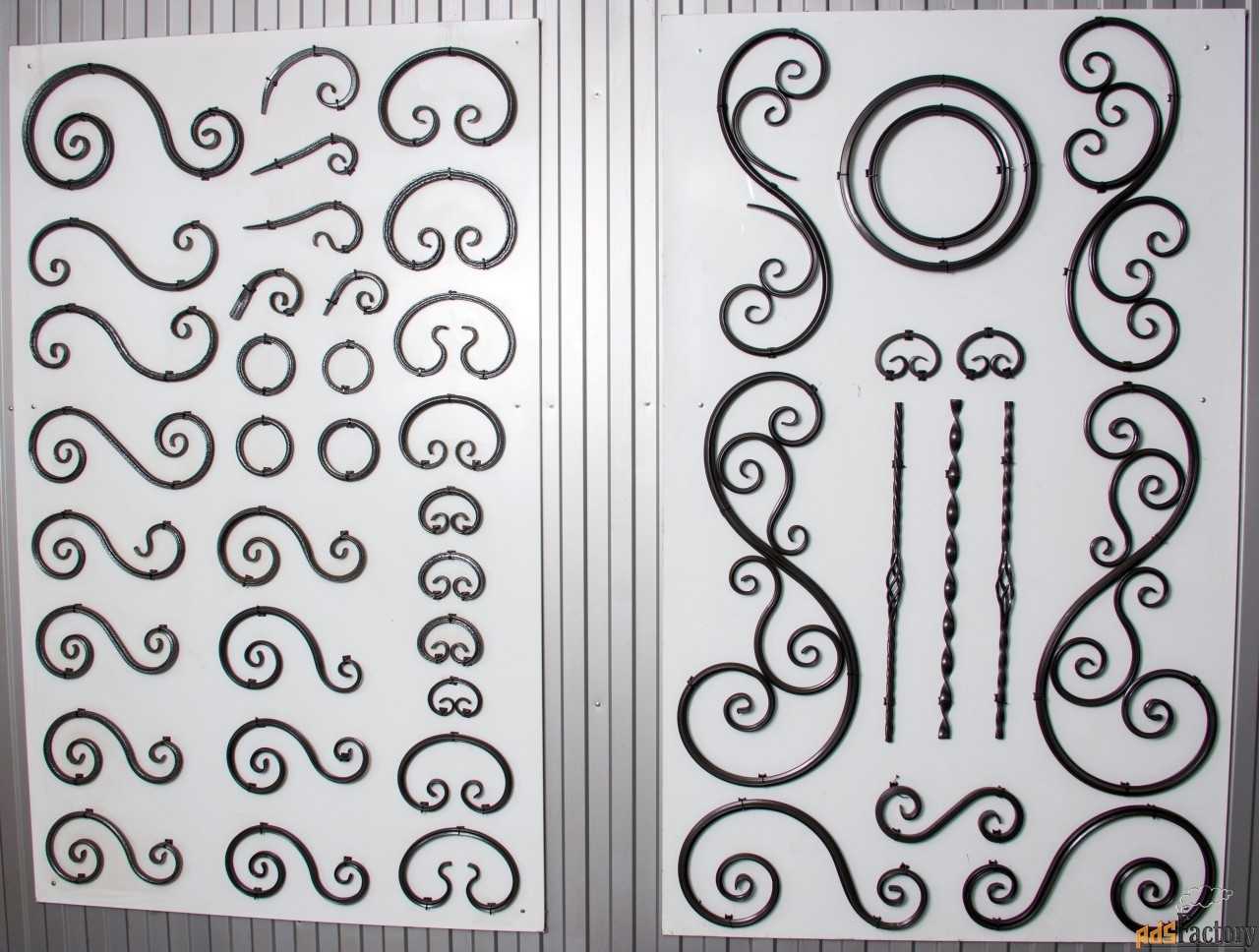
Виды штампов и готовые завитки.
Хороший рассказ всегда легко заканчивать – выводы ложатся сами, в рамках логики и приоритетов.
В нашем обзоре технологии холодной ковки стройность выводов налицо:
- Холодная ковка – чудесная технология, позволяющая объединить то, что в другие процессах объединить невозможно:
- практическую пользу в хозяйстве;
- возможность художественного творчества;
- изобретение и применение собственных инженерных находок;
- простота и реальность выполнения для новичков;
- повышение самооценки как мастера и как жильца дома с элементами художественной ковки.
- Приспособления для холодной ковки можно самостоятельно и качественно, лучше начать со станков улитки и сгибки.
- Ручное оборудование целесообразнее делать с ручным приводом. Электрический вариант использования – слишком ресурсный. Единственный вид станка, который лучше сделать сразу с электроприводом – торсионный. Качество скручивания прутьев будет в этом случае намного выше.
- В изготовлении кованых изделий холодным способом не помешает «помощь» от горячей ковки. Станок для наконечников и других мелких декоративных элементов самостоятельно сделать невозможно, а покупной стоит немалых денег. Наш совет – выполнить декоративную мелочь горячей ковкой. Маленький и аккуратный горн в хозяйстве не помешает. Да и будет способствовать профессиональному росту: начать с холодной ковки, прийти к настоящему кузнечному мастерству…
- Не стоит замыкаться в стереотипной покраске кованых изделий «под старину». Современные краски и повсеместная эклектика в дизайне делают возможным самые неожиданные цветовые и фактурные решения в работах по металлу.
Делаем улитку с рычагом
Чертеж станка для ковки. Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки. Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.






Улитка простая статичная
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Приспособление «Глобус»
Предназначено для создания элементов с большим радиусом изгиба. Детали используются в дизайне для выделения части декора. Часто имеют внутри отдельный узор. На профессиональном сленге по этой причине иногда называется «объемник».

Устройство и принцип работы
Устанавливается на базе «улитки». Сначала загибается один край заготовки при помощи специально установленной втулки. Она является основой для оси рычага.
Затем при помощи второй втулки заготовка обкатывается по шаблону, выполненному в форме дуги нужного радиуса. Оба ролика закреплены на рычаге, который приводится в движение руками. Противоположный конец заготовки гнется таким же образом.
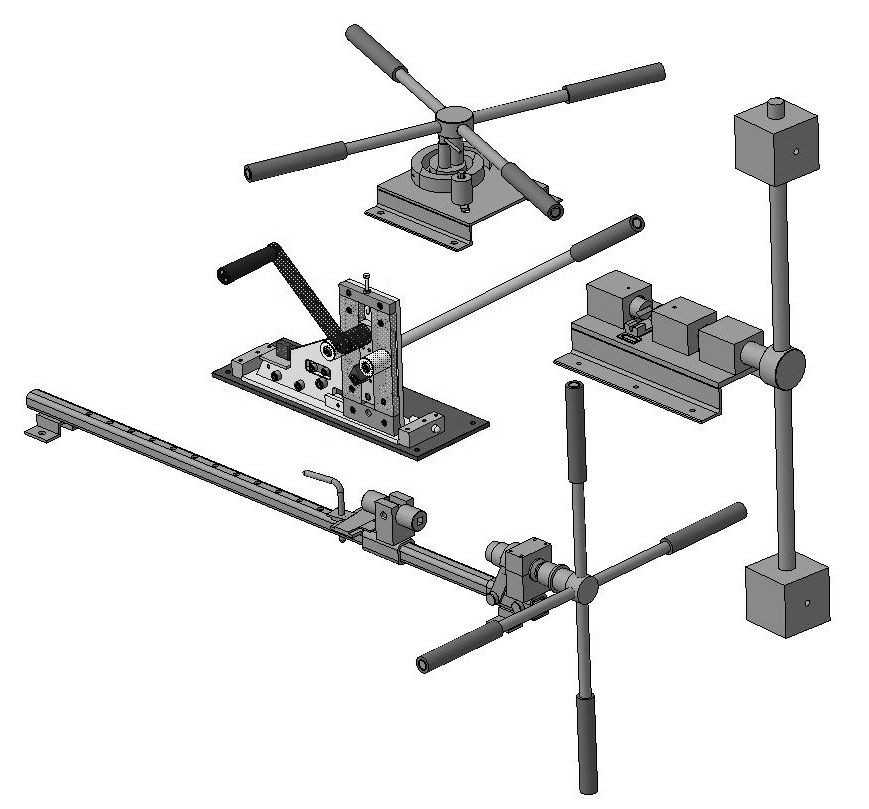
Оборудование для холодной ковки
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации. Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
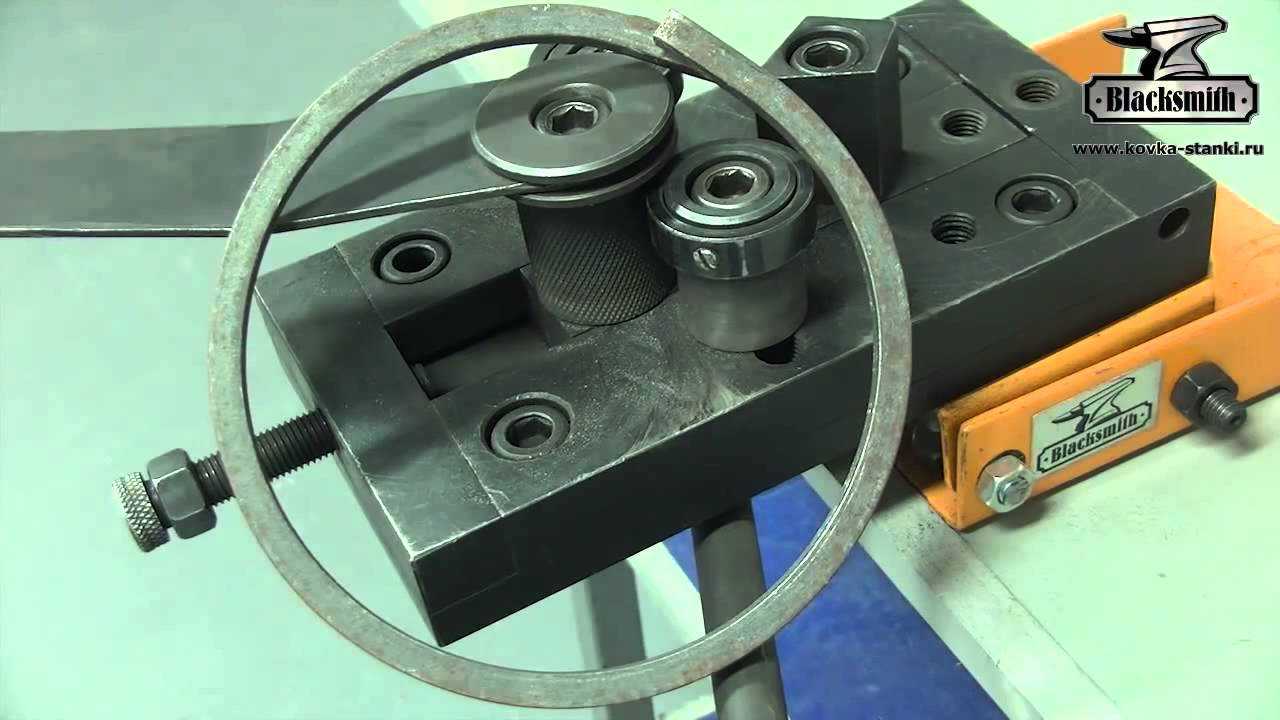
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
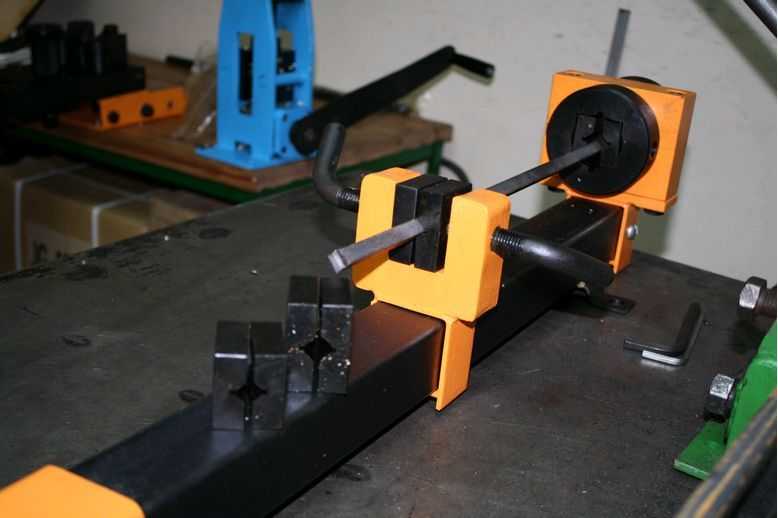
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.