

Преимущества рубки металла гильотиной
Для производства и частных мастерских наличие гильотины для рубки металла — очевидный плюс. Достоинств у такого процесса огромное количество:
- небольшая энергоемкость во время рабочего процесса;
- низкая стоимость самого процесса, быстрая окупаемость и экономия за счет небольшого количества отходов;
- металл сразу после рубки готов к дальнейшей обработке, его не нужно остужать;
- минимум транспортных издержек.
Давление лезвия ножа происходит равномерно по всей поверхности обрабатываемого листа. За счет этого и снижаются усилия, необходимые для технологического процесса. Наличие пресса позволяет осуществлять резку металла стопками.

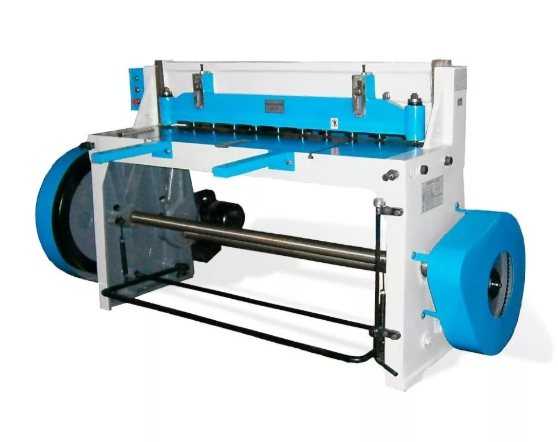
Гидравлическая гильотина
Такой станок снабжен системой гидравлического привода. Производится чаще всего в единичных экземплярах, поскольку такое оборудование обладает большими габаритами и весом.
Позволяет осуществлять серийную и штучную рубку металлических листовых заготовок размером до 6 м и толщиной более 20 мм. Основное преимущество гидравлической гильотины — высокая производительность труда.
Ножи в гидравлике двигаются по прямой или по дугообразной траектории. Расположение ножниц контролируется в ручном, полуавтоматическом или автоматическом режимах. Также данные станки отличаются отсутствием шума при работе.
Электромеханическая гильотина
Производительность такого станка — 60 ходов ножниц за минуту. При этом работает в более шумном режиме, чем гидравлика. Чаще используется на тех предприятиях, где необходимо разрезать более толстые листы металла и обеспечить высокую производительность. Также подходят такие станки для небольших мастерских, поскольку имеют небольшие, компактные размеры по сравнению с гидравликой.
Нож работает от кривошипно-шатунного механизма, который подключен к валу отбора мощности. Последний работает от электродвигателя.
Наличие ЧПУ делает данные механизмы более точными станками для рубки металла.
Пневматическая гильотина
Пневматика работает за счет сжатого воздуха и отличается большей производительностью, чем гидравлика. Запускает рабочий процесс магистраль со сжатым воздухом. Рассматриваемое оборудование встречается на предприятиях, занимающихся крупносерийным выпуском металлических изделий.
Это стационарный вид станка, который не подходит для частных мастерских и небольших производств.
Термические способы
Ранее мы говорили об оказываемом механическом воздействии, но при всех положительных сторонах процесс можно отметить низкую производительность таких работ. Теперь обсудим варианты, позволяющие моментально нагревать нужную зону до температуры плавления с последующим испарением веществ. Обычно технологи применяются исключительно на крупных производствах, так как они достаточно затратны.
Газовая резка
Процедура происходит так. Абразив – это то, чем можно резать металл. Ими покрыты абразивные диски. Но современные способы помогают подавать воздух или иной газ с таким напором, что содержащиеся в нем частички песка производят ровный разрез. При этом кислород проходит через горелку и нагревается до таких температур, чтобы преодолеть порог пластичной деформации стали.
Газоэлектрическая технология
В станке зажигается электрическая дуга, как во время сварки, которая направлена на определенный участок. Рядом находится трубка (сопло), подводящая струю кислорода к этому месту. Воздух разгоняется до очень большой скорости и просто выдувает расплавленное металлическое вещество.
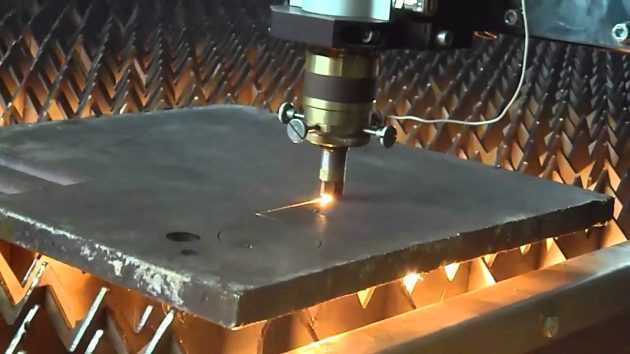
Плазменная резка
Это наиболее современный и экономичный способ из представленных выше с максимальной степенью точности. Основной элемент – ионизированный газ, который подвергается многоступенчатой обработке и превращается в плазму. Струя очень точно и быстро производит разрез. При этом он настолько тонкий и ровный, что процедура подходит для художественных узоров.
Недостатки плазморезки
Минусы представленной технологии:
- большое количество шума в цеху;
- непростое оборудование – с ним не каждый сможет правильно обращаться, нужда подготовка;
- максимальная толщина заготовки – 10 см;
- дороговизна станка.
Теперь коротко поговорим о способах, применяемых в быту.
Усиление самодельной установки
- 2 «кондера» на 100 пФ и мФ;
- Сопротивление на 2-5 Ом;
- 3 аккумуляторные батарейки;
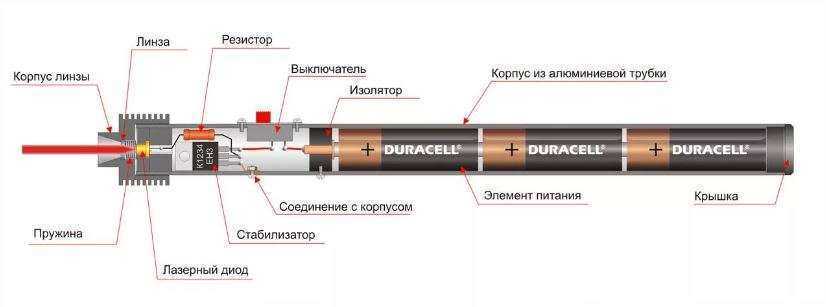
- Коллиматор.
Ту установку, которую вы уже собрали можно усилить, чтобы в быту получить достаточно мощности для любых работ с металлом. При работе над усилением помните, что включить напрямую в розетку ваш резак будет для него самоубийством, поэтому следует позаботиться о том, чтобы ток сперва попадал на конденсаторы, после чего отдавался батарейкам.
При помощи добавления резисторов вы можете повысить мощность вашей установки. Чтобы еще больше увеличить КПД вашего устройства, используйте коллиматор, который монтируется для скапливания луча. Продается такая модель в любом магазине для электрика, а стоимость колеблется от 200 до 600 рублей, поэтому купить ее не сложно.
Дальше схема сборки выполняется так же, как было рассмотрено выше, только следует вокруг диода накрутить алюминиевую проволоку, чтобы убрать статичность. После этого вам предстоит измерить силу тока, для чего берется мультиметр. Оба конца прибора подключаются на оставшийся диод и измеряются. В зависимости от нужд вы можете урегулировать показатели от 300 мА до 500 мА.
После того, как калибровка тока выполнена, можно переходить к эстетическому декорированию вашего резака. Для корпуса вполне сойдет старый стальной фонарик на светодиодах. Он компактный и умещается в кармане. Чтобы линза не пачкалась, обязательно обзаведитесь чехлом.

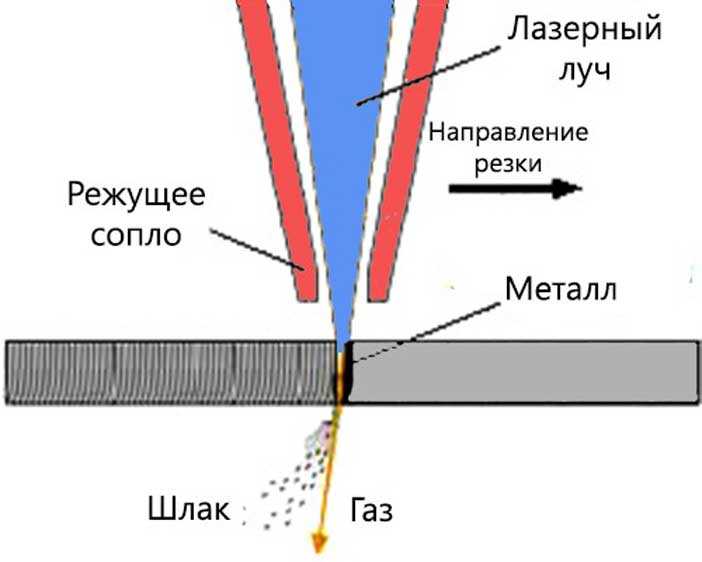


Газовый метод резки металла

Газовая резка подразумевает использование специального устройства – резака. Данный метод иногда называют кислородным, так как лист металла разрезается под воздействием струи кислорода. Для работы используют баллоны с кислородом, чей вес может достигать 70 кг. Давление кислорода при работе составляет — 300 кН на 1 кв. метр, при этом давление газа в 6 раз меньше – около 50 кН. В данном случае работают с высокими температурами — около 1300 градусов. Применение этого метода резки доступно не для всех видов металла.
Как правило, резать начинают от края листа. Еще до начала работы, поверхность обязательно отчищается от грязи, окалины и ржавчины. Различают несколько видов газовой резки – все зависит от используемого горючего газа. Традиционно используют ацетилен, водород, пары бензина или керосина, которые позволяют достичь 3200 градусов в процессе горения. Можно выделить ручную и машинную газовую резку. Для трудно поддающихся металлов используют флюсокислородную газовую резку.
Техника безопасности при работе с угловой шлифовальной машиной
Этот вопрос является самым важным. Ведь при нарушении правил эксплуатации болгарки можно получить серьёзные, порой несовместимые с жизнью травмы. Рассмотрим основные из них, которые обязательны к соблюдению.
- Размер диска. Многие считают, что если на маленькую болгарку поставить большой диск, сняв защитный кожух, ничего страшного не произойдёт. Дескать, большая УШМ мощнее. Это заблуждение опасно для жизни. Дело в том, что у маленькой болгарки обороты значительно выше, а потому диски для них нужны иные. При установке большого диска мастер, скорее всего, даже не успеет начать работу – диск разлетится при включении, что при отсутствии защитного кожуха приведёт к плачевным результатам.
- Направление вращения. Некоторым «мастерам» не нравится, что при работе под ноги летят искры. Они разворачивают кожух, переставляют ручку и начинают работу. Именно это чаще всего приводит к тому, что диск разлетается при зацепе за острую кромку. Вращение диска при работе УШМ должно производиться «на себя» а не наоборот.
- Индивидуальные средства защиты. Пользоваться защитными очками или щитком, одевать перчатки, маску или респиратор необходимо. Это убережёт от ожогов, травм глаз, которые, к сожалению, при такой работе не редкость.

Применение средств индивидуальной защиты при работе с болгаркой обязательно
Инструменты для резки листов металла
Изначально при выборе инструментов нужно определиться с задачами. Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
Как ровно отрезать лист металла? В домашних условиях проблема решается достаточно просто – применением ножниц по металлу. Но этот метод требует много времени и физических сил. Не подойдут ножницы, если нужно вырезать длинные полосы. Наиболее ровный срез можно получить, используя шлицевые ножницы. Такой инструмент достаточно дорогой и его обычно используют профессионалы.
Оборудование для резки профилированного и оцинкованного листа:
- болгарка;
- низкооборотная пила;
- электроножницы;
- ножовка;
- лобзик по металлу.
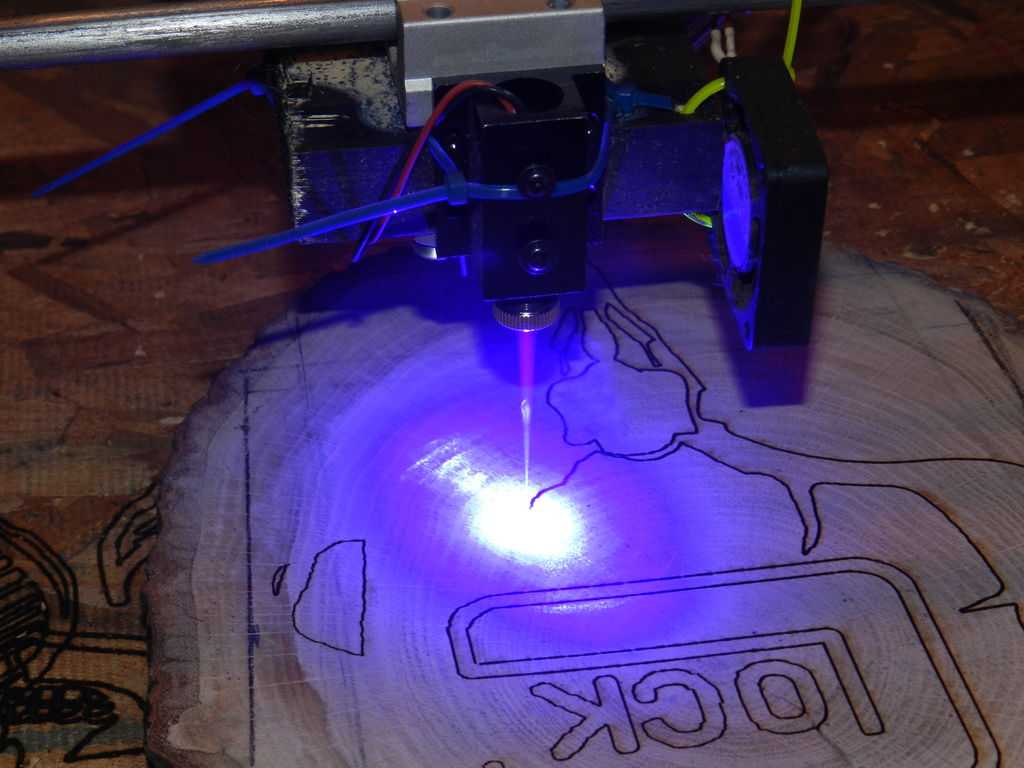
Преимущества лазерной резки
Востребованность данного метода обработки материалов обуславливается несколькими факторами.
Качество раскроя
Первый и один из наиболее значимых показателей – это высокое качество раскроенных при помощи лазера изделий. Такие детали имеют гладкий, ровный срез и характеризуются отсутствием каких-либо изъянов на обработанной поверхности.
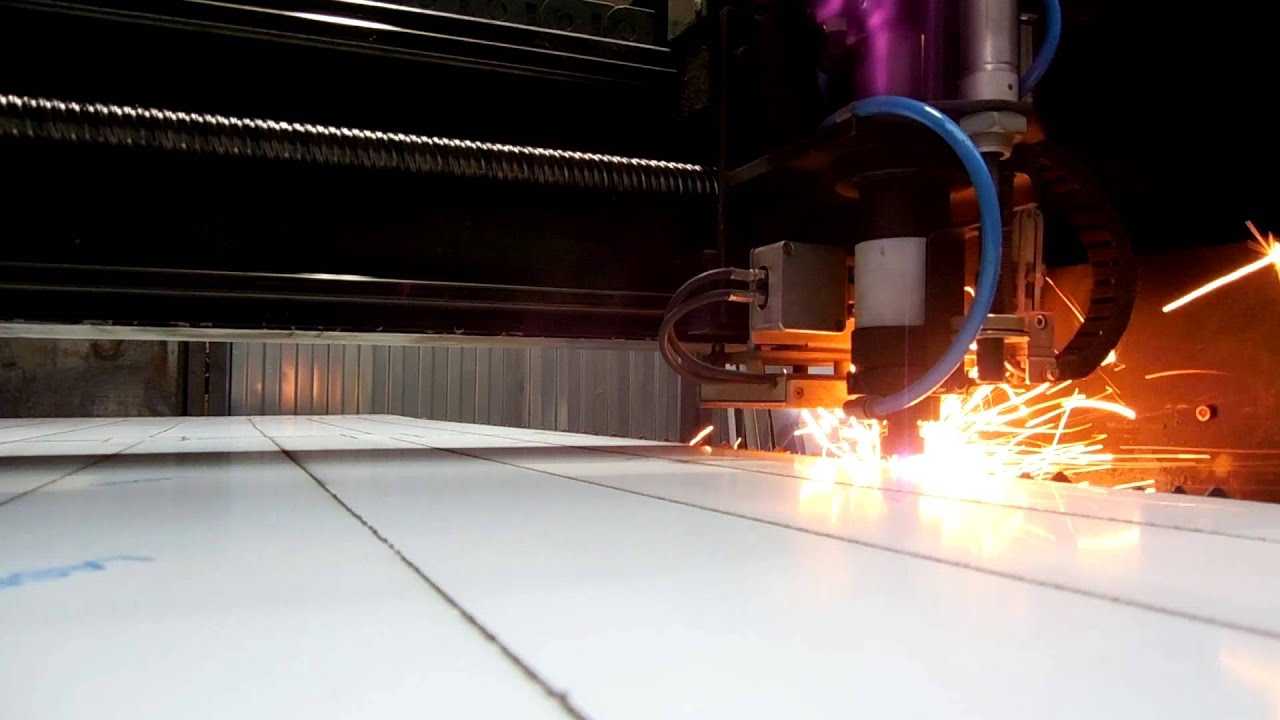
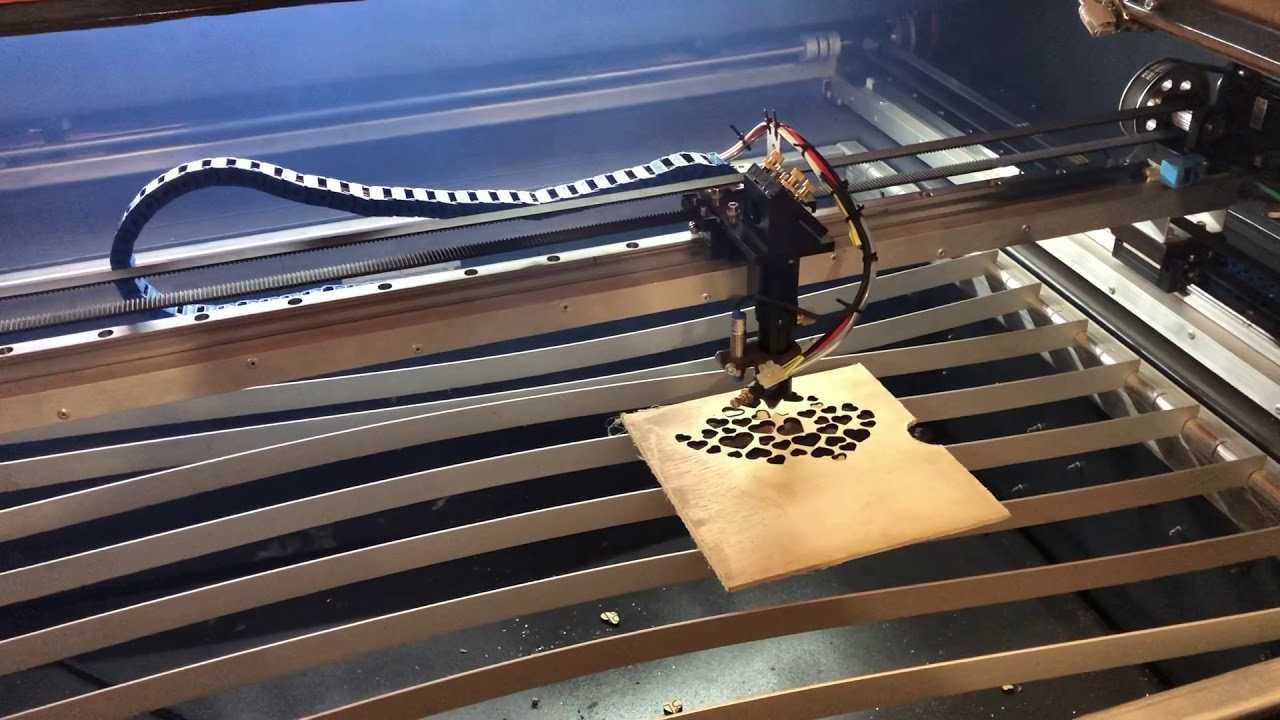
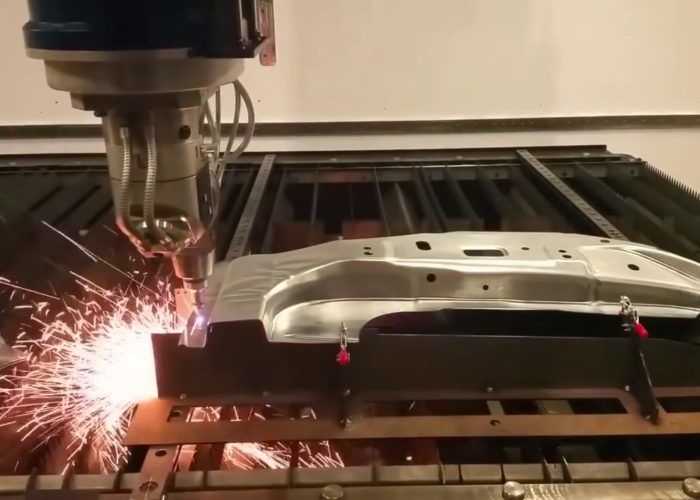
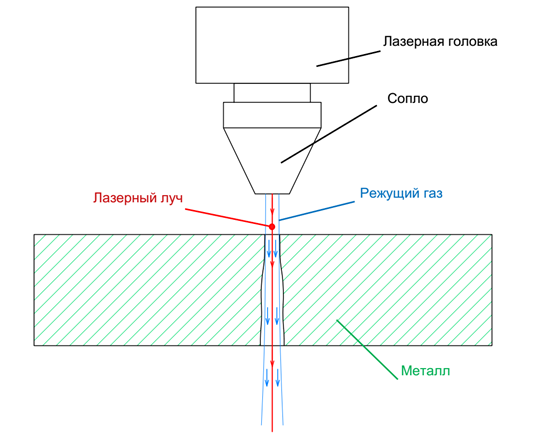
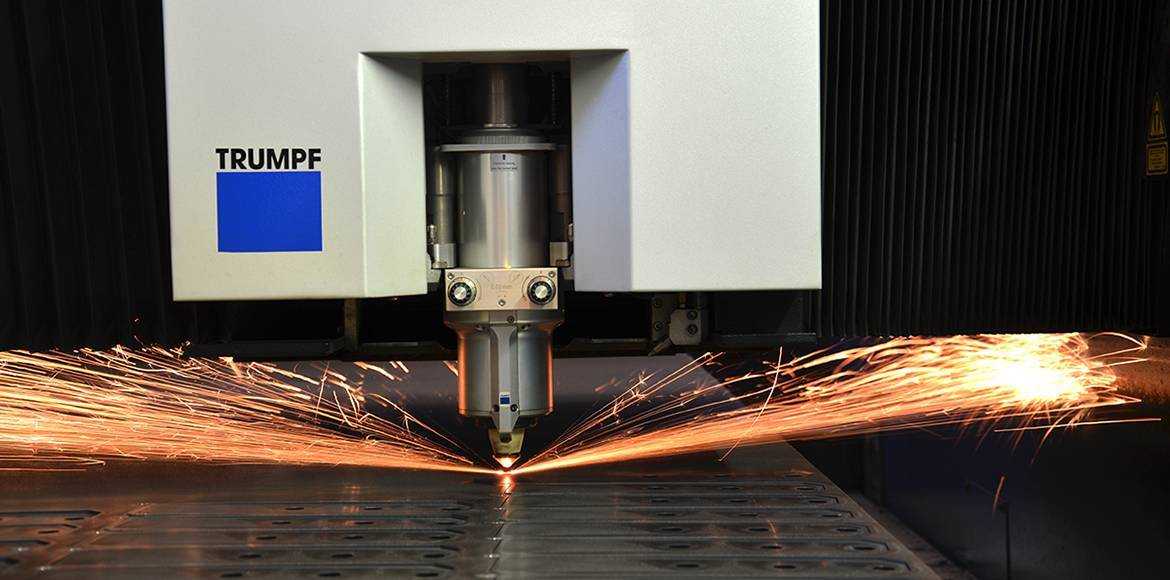
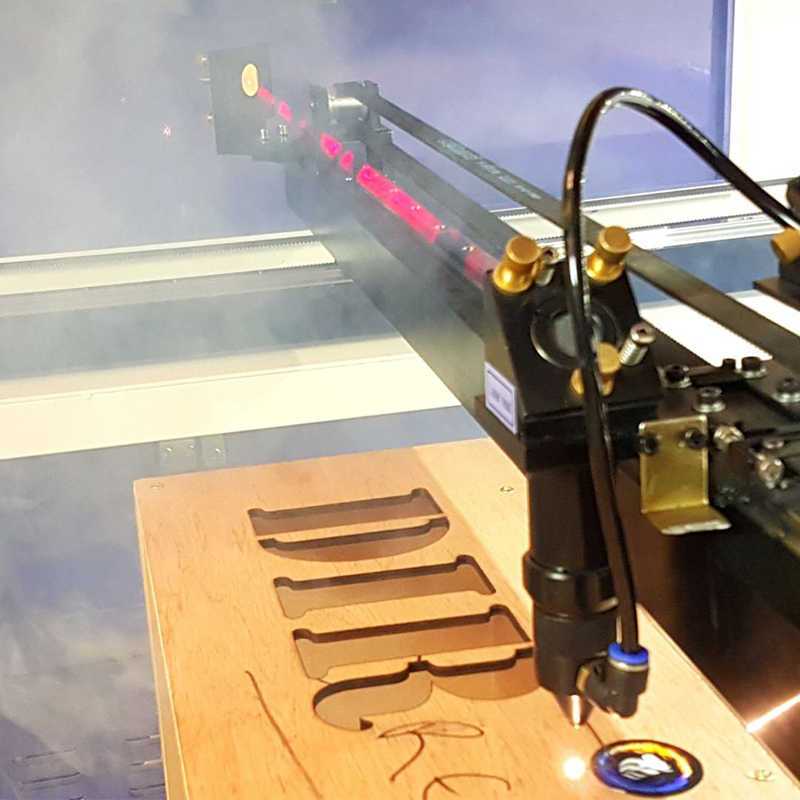
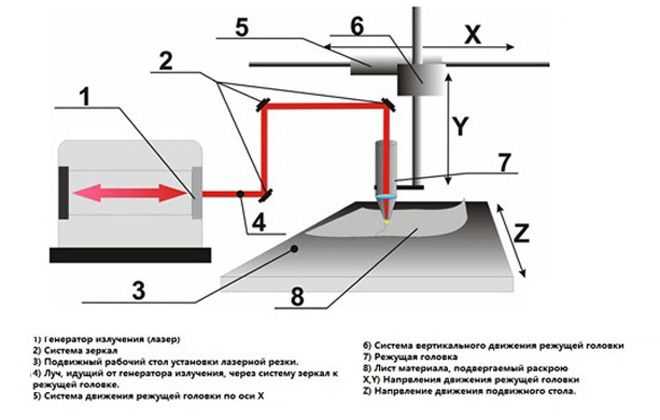
 Лазерная резка металла
Лазерная резка металла
Универсальность метода
Вторым немаловажным преимуществом резки лазером является то, что при помощи данной процедуры стало возможным обработать практически все виды изделий, независимо от твердости сплава, из которого они изготовлены, их толщины или формы. К тому же, лазерный метод раскроя деталей не ограничивается резкой в плоскости, то есть можно производить разрез и объемных предметов.
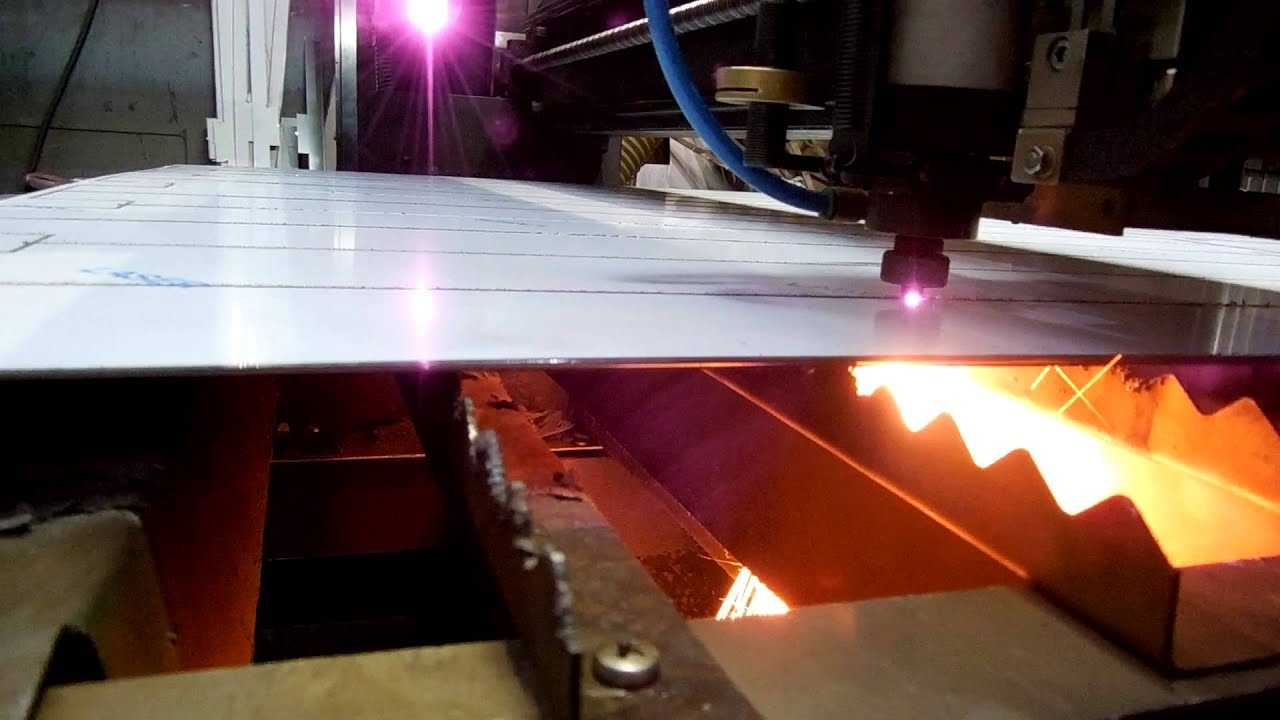
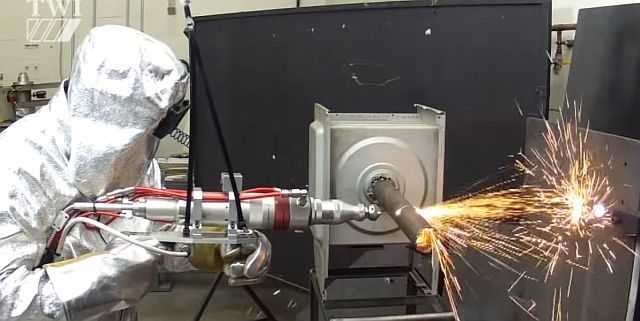
 Лазерная резка толстого металла
Лазерная резка толстого металла
Возможность автоматизации процесса
Третье достоинство – это возможность автоматизации процесса резки металла лазером при помощи компьютерного оборудования. Данное свойство позволяет экономить не только время, но и денежные средства на изготовлении специальных литейных форм, необходимых для производства изделий. Это повышает производительность установки.
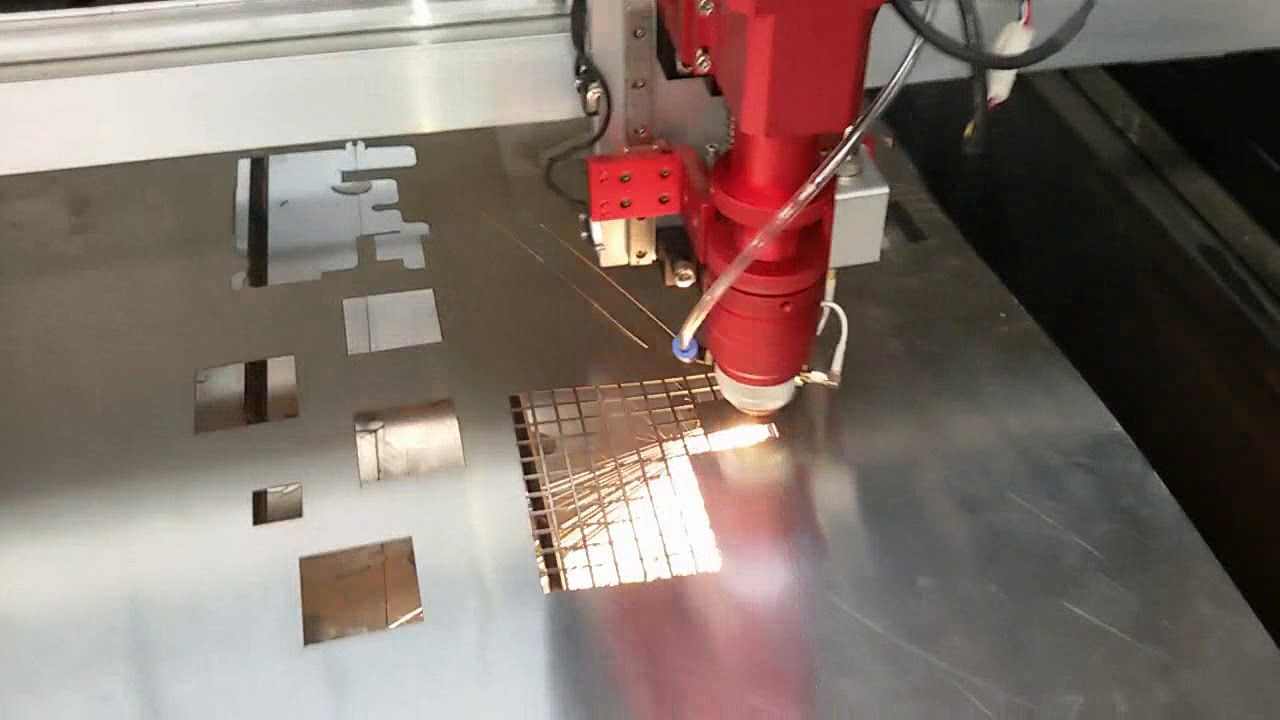
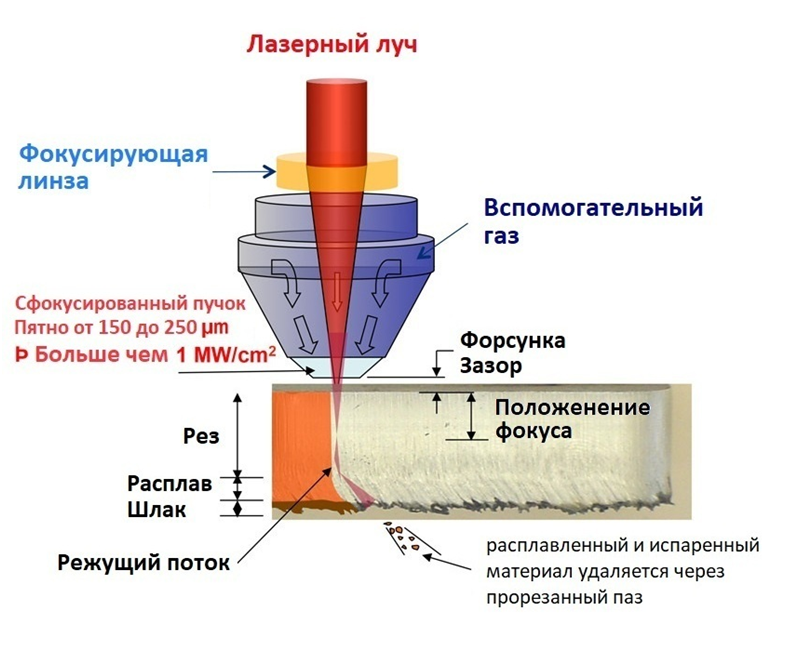
 Автоматизация лазерной резки металла
Автоматизация лазерной резки металла
В ходе контролируемой компьютером резки металла получаются более качественные детали, которые не требуют дополнительного обтачивания и шлифовки.
Отметим, что все вышеперечисленные качества присущи, в той или иной степени, всем лазерным резакам металла, как промышленным, так и самодельным. Единственное различие между ними лежит в мощности данных приборов. Так, изготовленные вручную лазеры для резки металла имеют меньшую мощность по сравнению с профессиональными лазерными станками. Они отлично подходят для резки фанеры и тонких листов металла, но не способны справиться со сверхтвердыми и толстыми металлическими изделиями, в отличие от специального оборудования.
Но, несмотря на это, самодельные резаки пользуются большей популярностью среди народных умельцев. А все потому, что промышленные установки стоят достаточно дорого, и не каждый может позволить купить себе такой лазер домой. К тому же, в домашнем хозяйстве нет необходимости использовать сверхмощный резак металла, достаточно и самого простого, сделанного своими руками.
Сборка аппарата
После того, как все нужные элементы будут подготовлены, можно приступать к сборке плазмореза:
- подсоедините к инвертору шланг, через который будет осуществляться подача воздуха от компрессора;
- подсоедините к лицевой стороне инвертора шлангопакет и кабель массы;
- к шлангопакету подсоедините горелку (плазмотрон).
После сборки всех элементов можно приступать к испытаниям оборудования. Для этого подсоедините кабель массы к детали или металлическому столу, на котором она размещена. Включите компрессор и дождитесь, пока он накачает в ресивер необходимое количество воздуха. После автоматического отключения компрессора включите инвертор. Поднесите горелку вплотную к металлу и нажмите кнопку пуска, чтобы между электродом горелки и заготовкой возникла электрическая дуга. Она под воздействием кислорода превратится в поток плазмы, и начнется резка металла.
Механические гильотинные ножницы
Ручное устройство — наиболее простое по конструкции. Оно включает в себя:
- опорный стол, на котором будет располагаться исходная заготовка;
- две или четыре стойки, которые будут обеспечивать ножницам прочность и устойчивость;
- поворотную ось с подшипниками скольжения (подшипники качения непригодны, поскольку зазоры при работе такой гильотины будут существенно изменяться, что быстро приведёт к заклиниванию);
- ножевую балку, в которой предусматриваются посадочные места под крепление сменных ножей;
- неподвижные ножи, которые монтируются на передней торцевой поверхности рабочего стола;
- рычаг поворотного типа, который будет производить силовое перемещение балки при резке;
- струбцины для фиксации металла.



Изготовление своими руками начинают со стола. Его размеры должны быть достаточными для удобного размещения заготовки, с учётом мест под фиксирующие струбцины: их должно быть как минимум две, по каждой из сторон листа. Толщина должна исключать прогиб под усилием деформирования. Проще всего приспособить стальную плиту, которую устанавливают своими руками на швеллеры. Места соединения можно скрепить болтами заподлицо с верхней поверхностью, а можно использовать и сварку. Передний торец обязательно шлифуется, чтобы обеспечить ровность последующего прилегания к нему неподвижного ножа. Следующий этап – получение своими руками опорных стоек. Их обязательно следует сделать из цельного профиля. Подойдут квадратные трубы из качественной среднеуглеродистой стали, либо швеллер. Размер сечения можно легко вычислить по предельной нагрузке на стойки, которая складывается из собственного веса составляющих ручных гильотинных ножниц по металлу, и усилия резки Р, кН.
Для наиболее употребительных в быту материалов данный параметр составляет, МПа:
- для малоуглеродистой стали – 280…290;
- для среднеуглеродистой стали – 300…400;
- для высокоуглеродистой и нержавеющей стали – 400…500;
- для жести, алюминия – 65…80;
- для меди, латуни – 180…200.
При сборке стоек своими руками обязательно необходимо выдержать параллельность опорных поверхностей и их перпендикулярность оси поворота ножевой балки. Для этих целей лучше пользоваться лазерным уровнем. Пол в месте установки ножниц необходимо сделать ровным и прочным. Не допускается установка своими руками оборудования на уплотнённый грунт, ламинат и прочие варианты покрытия бетона полимерами. Особо ответственный момент – изготовление своими руками ножевой балки: её профиль необходимо сделать таким, чтобы в процессе поворота подвижные ножи постепенно входили в контакт с разрезаемым металлом. Для этого можно предусмотреть два варианта:
- профилирование по контуру сабли, с постепенным увеличением радиуса кривизны по мере приближения к ручке рычага;
- пирамидальный профиль с углом скоса не более 5…60 (при большем угле металл начнёт деформироваться и изгибаться в направлении оси поворота).
Саблевидный профиль сделать сложнее, зато он обеспечивает более плавное внедрение в разрезаемый металл. Для лучшего направления корпуса его размещают либо в специальном пазе на столе, либо – при повышенных усилиях деформирования – проектируют специальные направляющие, которые своими руками крепятся к стойкам.  Ось поворота лучше сделать из качественной углеродистой стали, после чего закалить на твёрдость не ниже 42…45 HRC. Подшипниковые втулки изготавливают из бронзы ОФ10-1, имеющей хорошую износостойкость. Для изготовления инструмента используют инструментальные стали У10 или У12, закаливаемые до твёрдости 48…54 HRC. Закалённые ножи тщательно шлифуют своими руками, после чего затачивают их под углом 85…90°. Значения зазора между ножами принимают в пределах 3…6% от толщины.
Ось поворота лучше сделать из качественной углеродистой стали, после чего закалить на твёрдость не ниже 42…45 HRC. Подшипниковые втулки изготавливают из бронзы ОФ10-1, имеющей хорошую износостойкость. Для изготовления инструмента используют инструментальные стали У10 или У12, закаливаемые до твёрдости 48…54 HRC. Закалённые ножи тщательно шлифуют своими руками, после чего затачивают их под углом 85…90°. Значения зазора между ножами принимают в пределах 3…6% от толщины.
Особенности изготовления инструмента самостоятельно
Если устали резать листовой металл ножницами или болгаркой, то отличной альтернативой на замену этих инструментов является роликовый нож. К числу достоинств этого устройства можно отметить бесшумность работы, а также отсутствие энергопотребления. Кроме того, имея такое устройство в домашнем арсенале, можно даже зарабатывать, когда соседям понадобится раскроить листовой материал из металла.

Покупка инструмента оправдана только в одном случае, когда необходимо выполнять работы в большом количестве. И даже в этом случае можно сделать устройство своими руками, чтобы пользоваться им в профессиональных целях. Конструкций рассматриваемых устройств бывает много, поэтому сделать устройство самостоятельно вовсе не трудно, если понимать принцип работы устройства.
При изготовлении самодельного инструмента надо учитывать следующие свойства:
- Режущие ножи — их должно быть два, которые располагаются один сверху, а второй снизу. Ножи должны быть изготовлены из качественного сплава, который имеет прочность выше, чем разрезаемые материалы. В качестве ножей используют подшипники, которые полностью удовлетворяют описанным требованиям
- Основание — одновременно выступает в качестве поверхности, на которой располагается лист стали, а также направляющим для перемещения роликовых ножниц при резке листа или нарезании полосок
- Корпус приспособления — для изготовления обычно используется стальной уголок толщиной 3 мм и размером стенок 40-60 мм
- Вспомогательные инструменты — они предназначены для закрепления листового материала к поверхности стола во время его разрезания
Это интересно!Ресурс работы самодельных роликовых ножей достаточно высокий, и практически равен показателям заводских моделей. Срок службы заводских устройств составляет не менее 25 км, но при условии, если толщина разрезаемой стали не превышает 0,5 мм. Чем толще сталь, тем меньше срок службы инструмента. На срок службы самодельного устройства влияет такой показатель, как качество его изготовления. Причем касается это даже качества подшипников, поэтому если беретесь за дело, то для этого понадобится соответствующий подход.

Способы резки рельсов
Металлоконструкции используются уже не первое столетие как для организации систем железнодорожного сообщения, так и в быту. И за это врем было придумано немало вариантов их укорачивания как подразумевающих использование передовой техники, так и максимально простых
На совсем уже дедовские мы не будем обращать внимание, лучше выделим пятерку не вызывающих сложностей в реализации и сохраняющих свою актуальность
С помощью швейной иглы
Метод был самым популярным в первой половине XX века, да и во второй тоже использовался – пока не появились более удобные и совершенные приспособления
Внимание, при его осуществлении прикладывается усилие на разрыв, и в этом секрет его эффективности
Итак, как разрезать рельсу в этом случае: нужно положить ее края на пару опор и разместить цыганскую (или другую достаточно толстую) швейную иглу на расчетном месте излома и поперек профиля. После чего взять кувалду и ударить в именно в эту точку, только сильно и точно. В результате такого узконаправленного воздействия двутавровая балка окажется разрублена на 2 части.
Преимущества:
- вопрос решается быстро;
- в ход идет минимум инструментов, достать которые не проблема;
- задачу может выполнить один человек, помощники не требуются даже теоретически;
- при должной сноровке вероятность получить травму крайне мала.
Недостатки:
- определенный опыт все-таки необходим – хотя бы для того, чтобы с одного удара попадать ровно туда, куда следует;
- если неудачно пробить несколько раз, неумело обращаясь с кувалдой, есть риск повредить целостность профиля, части которого подлежат дальнейшей эксплуатации и поэтому обязаны быть без деформаций;
- линия разруба может быть с неровными краями или вообще кривой, и тогда ее придется дополнительно обрабатывать.
Плазменная резка металла

Данный метод резки металла значительно превосходит кислородный. Он широко применяется при работе с алюминием и другими цветными металлами. Однако, с титаном или листом металла большой толщины, лучше воспользоваться кислородным методом.
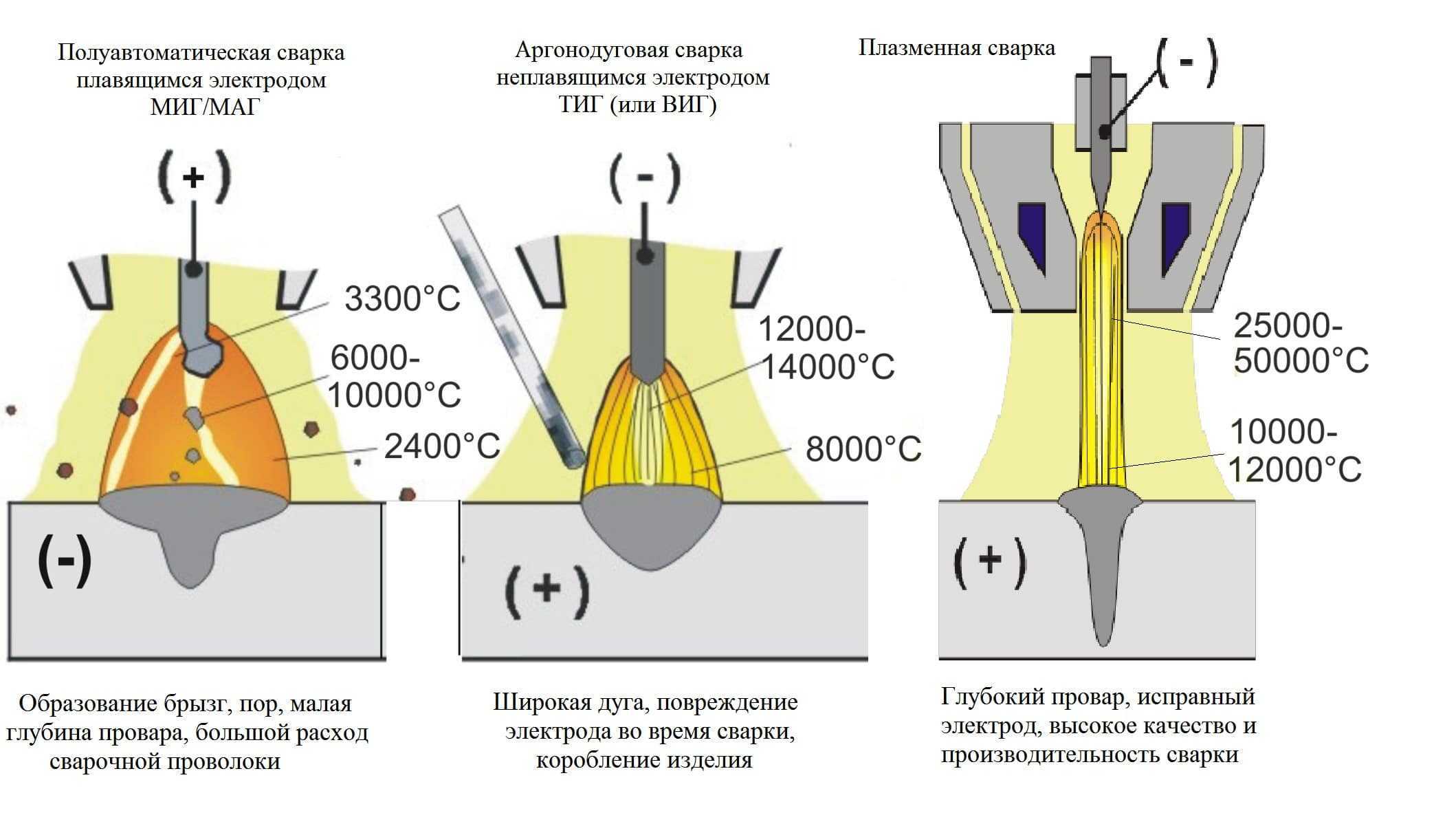
В процессе плазменной резки температура плазменного потока достигает 15000 градусов. Этот поток получается благодаря распаду частиц на положительно и отрицательно заряженные, что достигается обдувом и нагревом сжатой электрической дуги.




Плазменная резка металла разделяется на два типа – разделительную и поверхностную. Первая пользуется большей популярностью на практике. Плазменную резку можно разделить еще и по признаку, каким методом она осуществляется – струей или плазменной дугой.
Самодельные роликовые ножи
Конструкция самодельного роликового ножа
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Инструкция по изготовлению
Продающиеся в магазине фабричные модели резаков, даже в стандартной комплектации, обойдутся в большую сумму. Цена предложенных на рынке моделей стартует от 20000 руб. Такие условия не выгодны в приобретении инструмента для домашнего использования или в небольшую мастерскую, да и использоваться он будет крайне редко.
Для начала конструируется основное тело инструмента, которое каждый подбирает под себя. Изготавливается главный атрибут станка – роликовый нож для листового металла. Материал из которого будет изготовлена деталь напрямую воздействует на долговечность и производительность агрегата. Как упоминалось выше характеристики прочности должны быть значительно выше аналогичных характеристик нарезаемого им материала. В ином случае минимальной проблемой станет низкокачественный рез, вынуждающий мастера чистить и обрабатывать кромки каждой нарезанной заготовки.
Схема для сборки роликового ножа
Своими руками, роликовые ножницы по металлу, в большинстве своем, изготавливаются из подшипников. Заточка торцов детали формирует режущие поверхности. Главный ролик, подключенный к приводу, крепится непосредственно на ручку. Нижний же устанавливается на неподвижную нижнюю часть станка. При наличии навыков обработки железных сплавов изготовление подобного устройства займет максимум чуть более недели, включая настройку агрегата.