

400V станок фрезерный вертикальный с ЧПУ. Назначение, область применения
Станок фрезерный с неподвижной консолью вертикальный с числовым программным управлением (ЧПУ) и устройством автоматической смены инструмента (АСИ) модели 400v предназначен для многооперационной обработки разнообразных деталей сложной конфигурации из стали, чугуна, цветных и легких сплавов.
Станок сверлильно-фрезерно-расточный с числовым программным управлением (ЧПУ) и автоматической сменой инструмента (АСИ) класса точности П по ГОСТ 8 модели 400V предназначен для комплексной обработки деталей сложной формы.
Наряду с фрезерными операциями на станке 400V можно производить точное сверление, зенкерование, развертывание и растачивание отверстий, связанных координатами.
На станке 400V может производиться сверление, зенкерование, развертывание отверстий, нарезание резьбы метчиками и фрезами, а также получистовое и чистовое прямолинейное и контурное фрезерование деталей, чистовое растачивание отверстий. Станок может быть применен в области производства прессформ и штампов, изготовления моделей и для решения других универсальных задач. Фрезерование по литейной корке не допускается.
Фрезерный вертикальный станок 400V имеет широкие диапазоны величин подач и частот вращения шпинделя, которые полностью обеспечивают выбор нормативных режимов резания для обработки заготовок из различных конструкционных материалов. На станке программируются координатные перемещения сверлильной головки (ось Z), стола (ось Х), колонны (ось Y), скорость их перемещений, частота вращения шпинделя и работа устройства АСИ.
Станок 400V может быть использован в мелкосерийном и серийном производствах различных отраслей промышленности.
Климатические условия эксплуатации
Требования к стойкости к внешним воздействиям и живучести должны соответствовать ГОСТ 15150:
- температура рабочего пространства, в котором эксплуатируется станок, должна быть +25 °С ±10°С. Станок должен быть изолирован от потоков воздуха, тепловой радиации и прямого попадания на него солнечных лучей;
- относительная влажность воздуха должна быть 60% ±15%
- атмосферное давление от 630 до 800 мм рт. ст
Избыточная температура на наружной поверхности корпуса шпинделя в зоне расположения подшипников в шпинделе не должна превышать 55°С по ГОСТ 7599
Что такое расточный станок, устройство и принцип действия
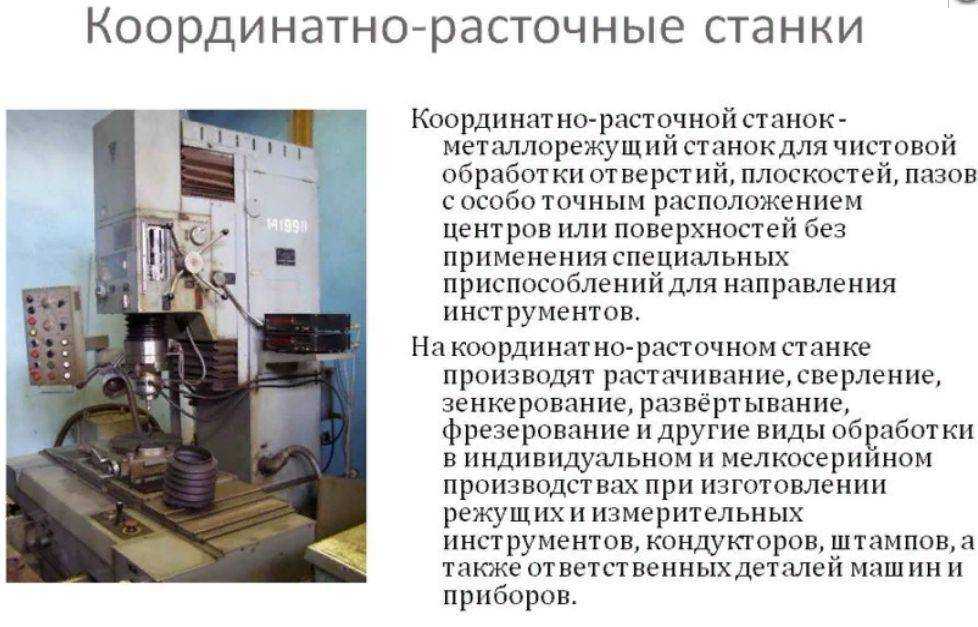
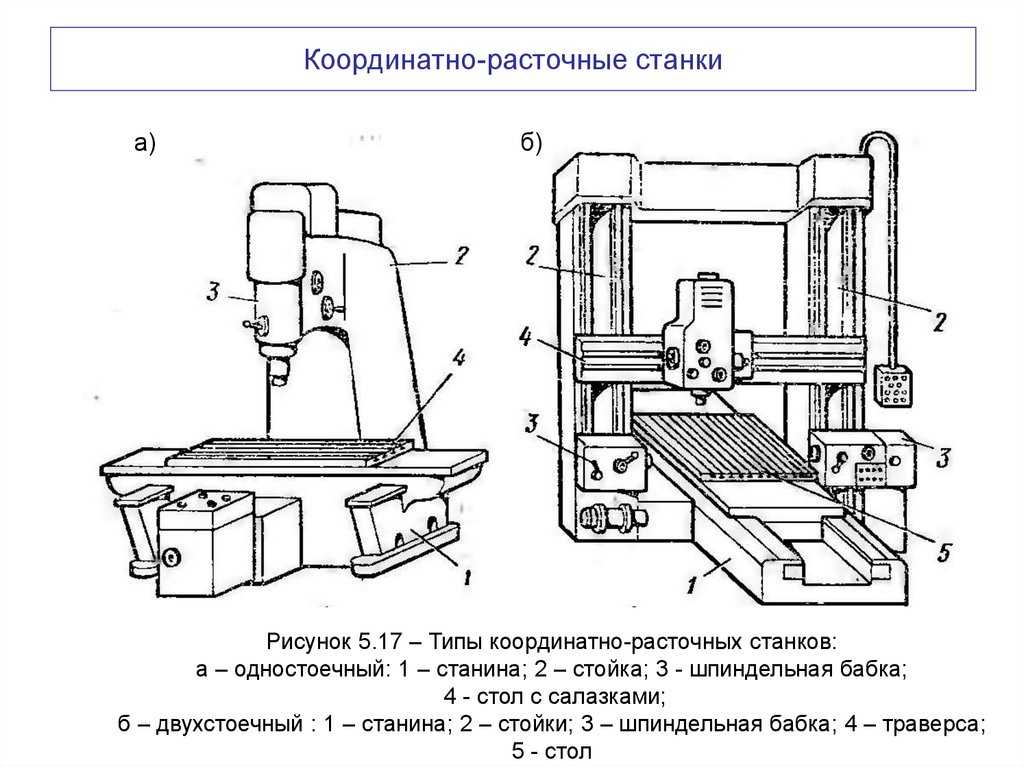
Координатно-расточные машины относятся к категории широкоуниверсального оборудования. Все сложные обработки отверстий при точном соблюдении координат выполняют на этих агрегатах. Особенность, присущая всем расточным станкам – наличие у них шпинделя вертикального или горизонтального направления. Последний представляет собой вал, снабженный приспособлением для удержания инструмента режущей группы (сверла, резцы, фрезы, зенкер, метчик), и имеющий возможность перемещаться в линейном направлении по оси.
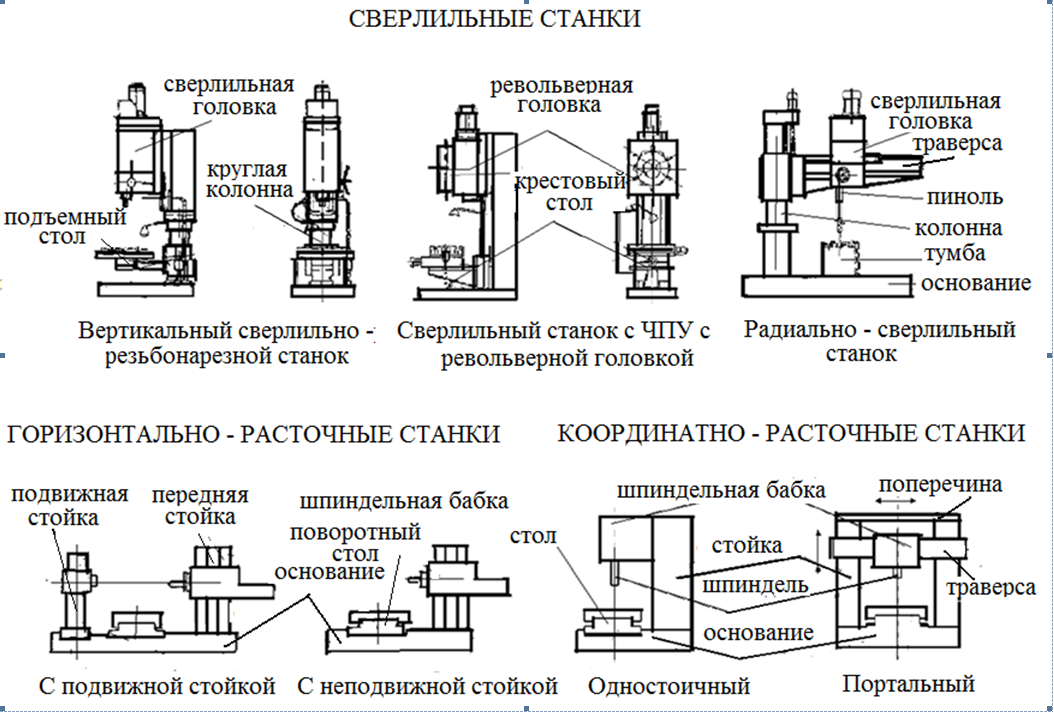
Координатный расточный станок для работы с отверстиями конструктивно состоит из: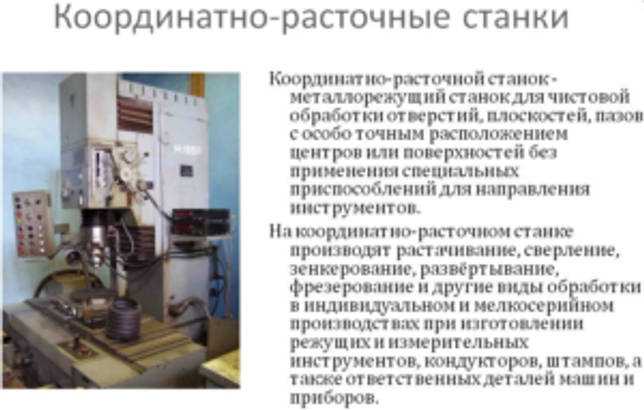
- Станины.
- Стойки.
- Головки расточной.
- Стола на салазках.
- Траверсы.
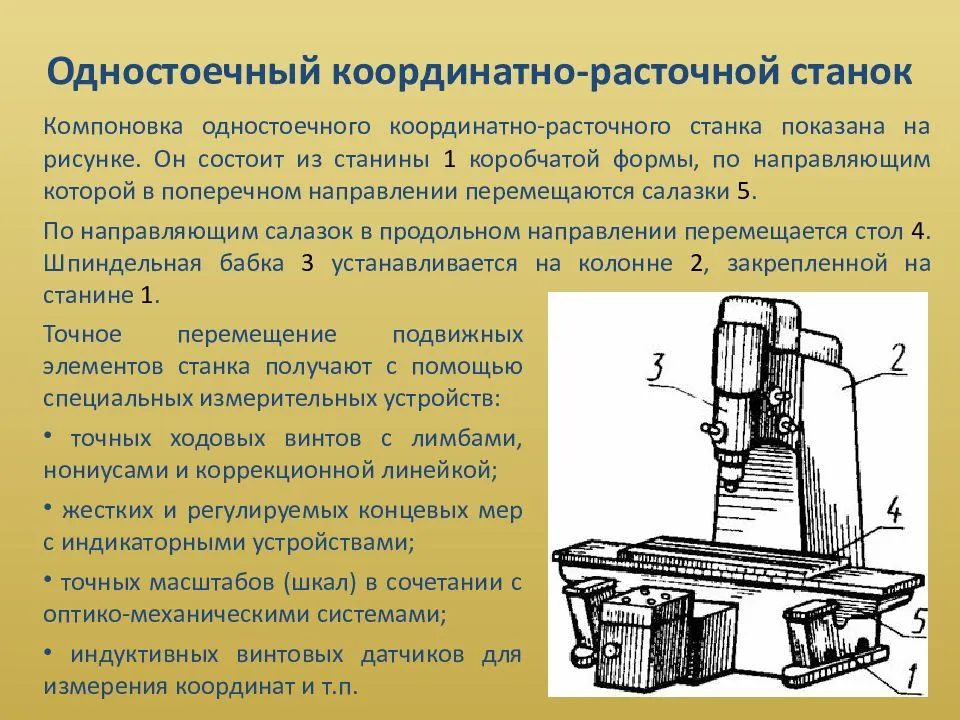
Работая с деталью на станке, ее закрепляют на рабочем столе, инструмент для обработки зажимают в головке расточной шпинделя. Ориентируясь на высоту детали, выставляют, затем фиксируют головку. Выполняя перемещение стола в любом из двух взаимно перпендикулярных направлений, добиваются установки шпинделя в точку необходимых координат. При помощи вращения шпинделя закрепленный инструмент обрабатывает заготовку.
Главные характеристики
Основанный еще при СССР завод производил несколько моделей К.Р станков для промышленности. Среди них имеются такие, как:
- Координатно-расточный станок 2431 – его основное назначение сводится к совершению чистовых операций, используя элементы деталей, что не превышают 250 кг. и которые могут делать точнейшее обрабатывание отверстий и их поверхностей. Такой агрегат предназначен для часовой, радиотехнической, а также приборостроительной промышленности.
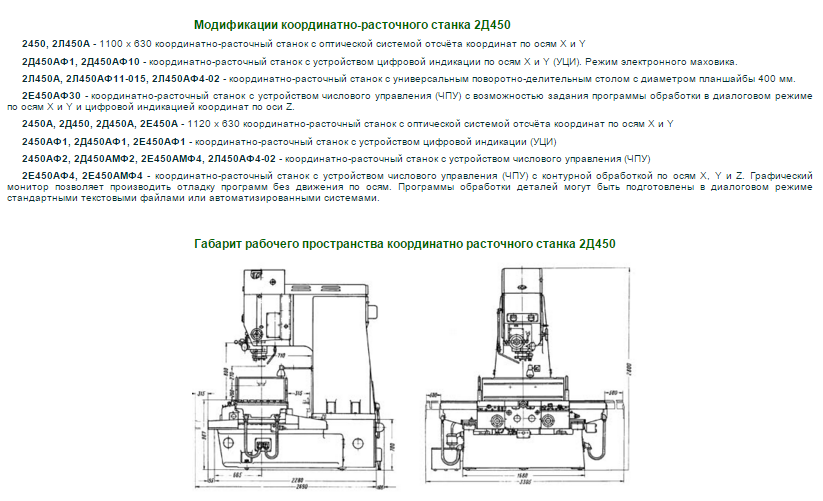
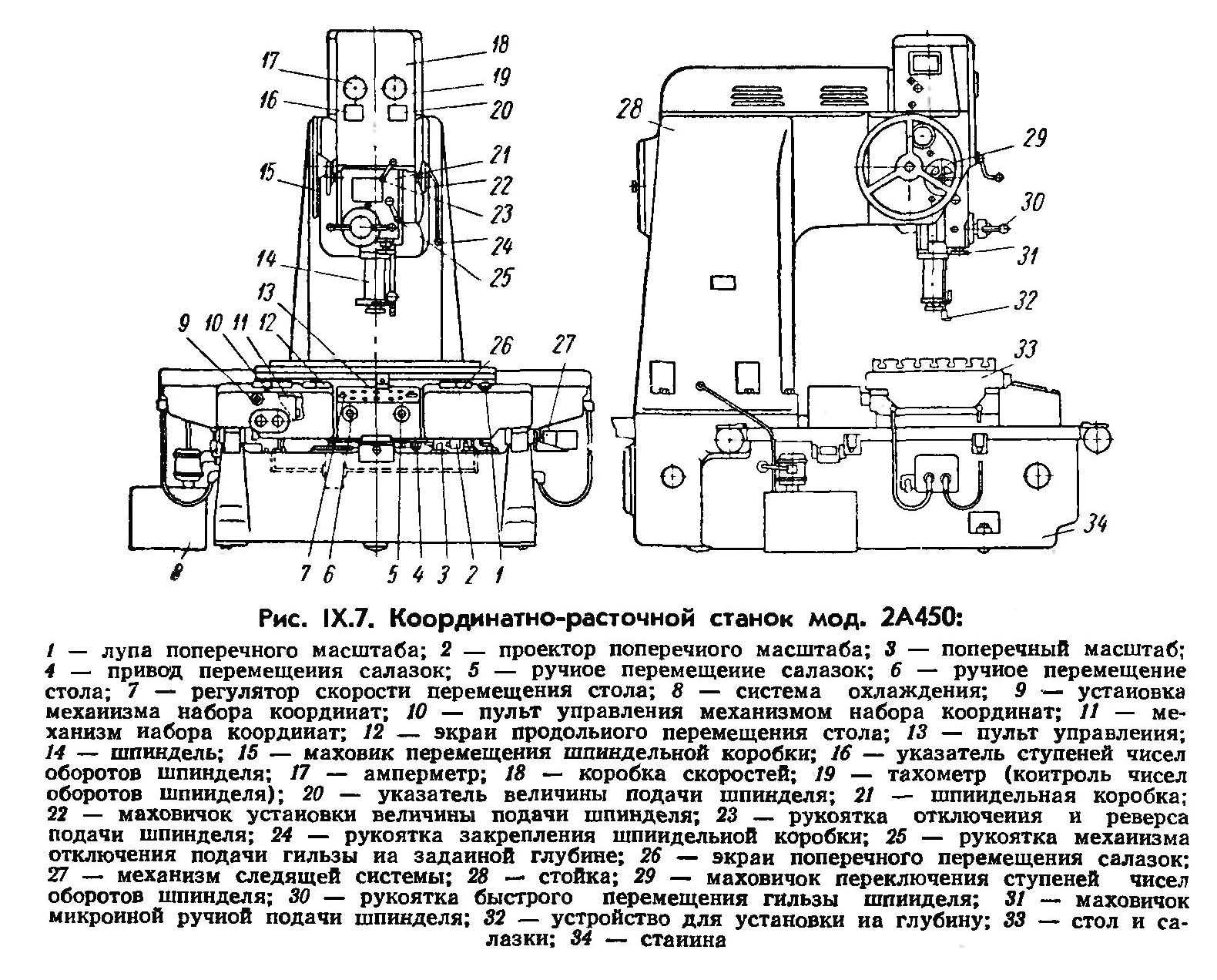
- Координатно-расточной станок 2а450 – данный агрегат дозволяет совершать обрабатывания отверстий, где указанные размеры между ними расположены в прямоугольной системе координат. На нем же делается проверка межцентровых дистанций и линейных величин. Координатно-расточный станок 2а450 имеет свои преимущества, к ним относится тот факт, что установленное на нем счетное устройство способно высчитывать не только целые, а и дробные размеры координат.
- 2д450 координатно-расточной станок – осуществляет такие же действие, что и предыдущий тип оборудования с учетом того, что он оснащен маневренными столешницами, позволяющие обрабатывать детали с наклонными и взаимно перпендикулярными отверстиями, и делать протачивание торцовых плоскостей. При этом расточный станок 2д450 может обрабатывать рабочую деталь весом до 600кг.
- Координатно-расточной станок 2421 – это одностоечный агрегат, обладающий высочайшей точностью, а также имеет оптическую систему отсчета. Он используется в приборостроение, где элементы деталей могут достигать весом до 150 кг. Кроме этого, координатно-расточный станок 2421 имеет дополнительное оснащение, к которым относятся и иные устройства, в их числе имеется режущий инструмент, что существенно повышает его функциональность.
- Координатно-расточной станок 2в440а – с помощью данного оборудования проводится сверления отверстий в диаметре до 40 мм. Кроме, проверочных функций линейных размеров и межцентровых расстояний можно совершать фрезеровочные работы не большой сложности.
- Координатно-расточной станок 2е440а – помимо расточки на этом агрегате можно совершать сверление и фрезеровку в легкой форме. Координатно-расточной станок 2е440а в своем комплекте имеет прямоугольный стол, что способен двигаться, как в продольном, так и в поперечном направлении и регулируется вручную.
- Координатно-расточной станок с ЧПУ – оборудование данного типа позволяет обрабатывать детали, осуществлять штамповку, делать пресс-формы, что требуют особой точности в мелкосерийном и в производстве крупных партий изделий. Благодаря тому, что координатно-расточной станок с ЧПУ имеет в распоряжении универсальный маневренный стол, входящий в комплект, обработка элементов производится под любим углом независимо от плоскости стола.
- К.Р. станок 2а430 представляет собой оборудование, что имеет крестообразный стол, а также индуктивно-измерительную систему, что оснащена винтовыми проходными датчиками. Кроме этого, такие расточные станки укомплектованы приспособлением для изначального ввода координатных значений и автоматической остановкой стола в обозначенном положении.
- К этой серии также относится и расточной станок МОД – он имеет отличия от своих аналогов раздельным приводом стола и салазок. Кроме этого, стол передвигается по горизонтальной направляющей станины, одна из них плоская, а вторая V-образная. Что касается установки расстояний, то они выполняются при помощи оптической системы, что состоит из стеклянных линеек. В данном случае, линейка стола составляет 1000 делений, а линейка салазок всего 630. Задаваемый параметр размеров проектируется на монитор экрана, увеличивая масштаб в 75 раз.
- К особо точным относится и К.Р станок 2411, используемый в качестве механической обработки отверстий, что пропорционально расположены относительно осей, где размеры задаются в прямоугольной системе координат.
Видео: координатно-расточной станок 2431сф10.
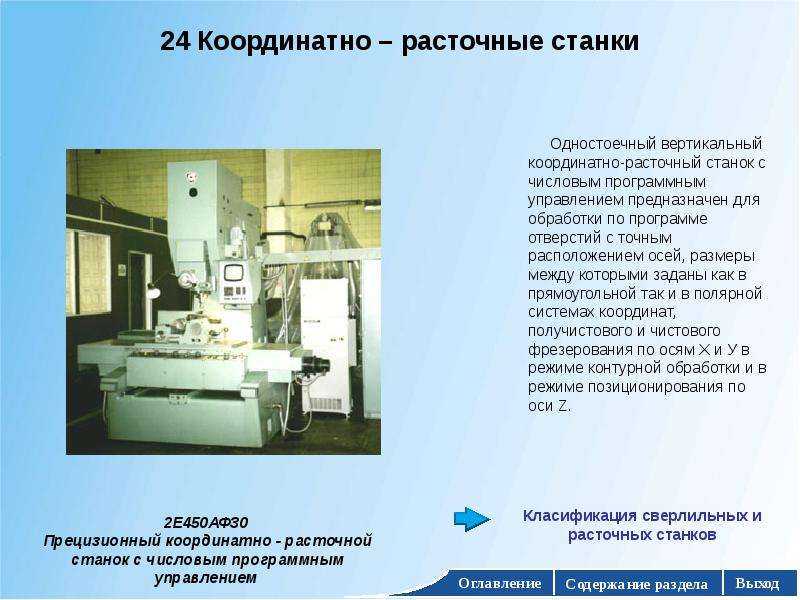
2Е450АФ1 станок координатно-расточный одностоечный с оптической системой отсчёта координат по осям X и Y. Назначение и область применения
Серийное производство координатно-расточного станка 2Е450АФ1 началось в 1980 году. Модель 2Е450АФ1 пришла на смену станку .
Координатно-расточный станок 2Е450АФ1 (2Е450АФ1-1) предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат чистового и получистового фрезерования плоскостей, расположенных вдоль осей X и У торцовыми и концевыми фрезами.
Поставляемые со станком поворотные столы позволяют производить обработку отверстий, заданных в полярной системе координат, а также взаимно перпендикулярных и расположенных под различными углами отверстий и плоскостей.
На станке 2Е450АФ1 (2Е450АФ1-1) также могут выполняться: нарезание резьбы, разметка и проверка линейных размеров на деталях, в частности, межцентровых расстояний.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2Е450АФ1 (2Е450АФ1-1) используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм и в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
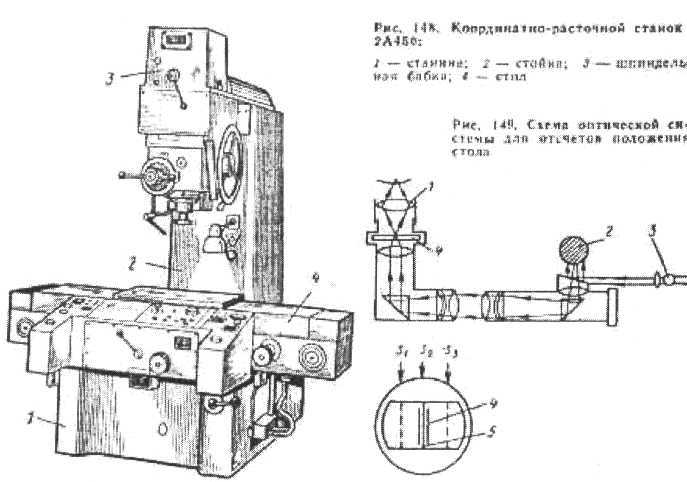
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом — на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1 мм, линейка станины — 630 делений. Штрихи делений проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчета большой точности на экране имеется дополнительная шкала, позволяющая производить отсчет до 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.





В станке предусмотрены ручной зажим стола, салазок и шпиндельной бабки.
Станок снабжен устройством предварительного набора координат. Фрезерование можно производить как при ручном управлении станком, так и с использованием устройства предварительного набора координат.
Конструктивные особенности станка
- Установка более мощного привода главного движения
- Увеличение жесткости корпусных деталей приводов стола и салазок
- Применение более мощных приводов подачи
- Расширение диапазона рабочих подач и частоты вращения шпинделя
- Применение устройства предварительного набора координат (УПНК), позволяющего сократить время позиционирования стола и салазок
- Исполнение приводов подач с шариковой винтовой парой в качестве конечного звена
- Привод перемещения стола и салазок осуществляется от регулируемых высокомоментных электродвигателей постоянного тока, которые допускают широкий диапазон регулирования скорости
- Отсчетная система станка — экранная оптическая с точными стеклянными масштабами. Выносное оборудование связано со станком готовой электропроводкой со штепсельными разъемами
Корректированный уровень звуковой мощности LpA не должен превышать 93 дБА.
Класс точности станка А по ГОСТ 8—71.
Станок соответствует высшей категории качества.
Проектная организация — Московский завод координатно-расточных станков.
Год принятия станка к серийному производству — 1980.
Спецприспособления и расточные головки

Резцы расточные с цилиндрическим хвостовиком для координатно-расточных станков с пластинами из твердого сплава
Координатный расточный станок выполняет обработку деталей при помощи всевозможных съемных режущих насадок. Сам резец представляет собой изделие, рабочая часть которого изготовлена из инструментальной стали. Элемент крепится в головке при помощи державки хвостовика.
Конструктивно держатель резца выполнен так, чтобы последний мог свободно перемещаться на специальном ползуне. С аппаратной частью координатно-расточного станка ползун связан через распределительную планку. При необходимости перемещения резца под воздействием управляющего сигнала срабатывает автоматический элемент в планке, после происходит сдвиг в ту или иную сторону шпиндельной бабки.
Еще одна операция, где применяют спецприспособление – изготовление матрицы для пресс-формы (растачивание). В качестве универсального инструмента выступает регулируемая головка. Этот элемент снабжен пазом для перемещения ползуна и регулятором-кольцом с нанесенной на него шкалой. Настройку (предварительную и точную) осуществляют механически при помощи двух винтов.
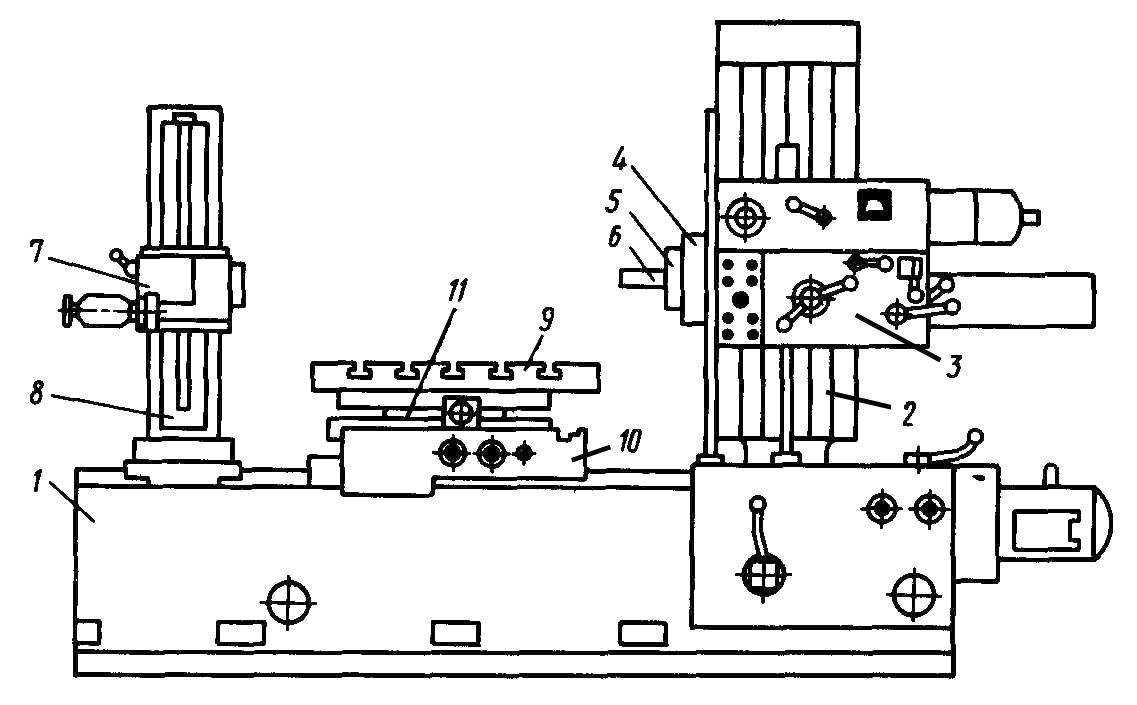
Компоновка и устройство вертикально-сверлильного станка
Рассмотрим основные узлы вертикально-сверлильного станка (рис. 2) . Фундаментная плита коробчатой формы 1 является одновременно основанием и резервуаром для смазывающе-охлаждающей жидкости. На основании смонтирована пустотелая колонна 2, имеющая на своей передней поверхности направляющие типа «ласточкин хвост». В нижней части колонны на направляющих с опорой на основание закреплен стол 7, который можно перемещать с помощью рукоятки 8 в наладочном режиме вверх и вниз по направляющим в зависимости от габаритов детали На столе есть Т-образные пазы для крепления зажимного приспособления На верхней части колонны на направляющих закреплена сверлильная головка 4 с коробками скоростей и подач и шпинделем 6. Механизм подач обеспечивает механическое или ручное (маховиком 5) перемещение шпинделя. Для извлечения инструмента из конуса шпинделя применяется специальный механизм. Сверлильная головка также в наладочном режиме может перемещаться по колонне Сверху на сверлильной головке установлен фланцевый трехфазный асинхронный электродвигатель.
В нише колонны подвешен груз, уравновешивающий массу шпинделя. Электрооборудование станка расположено в электрошкафу В целом станок предназначен для работы в единичном производстве, но, применив быстросменный сверлильный патрон и автоматическое отключение подачи при достижении сверлом нужной глубины, станок можно использовать в крупносерийном и массовом производстве. Еще лучшие результаты получаются при оборудовании станка загрузочным приспособлением.
Кинематическая схема вертикально-сверлильного станка модели 2Н118 (рис. 3) состоит из двух настраиваемых цепей: цепи главного движения и цепи подач, которые сообщаются шпинделю с инструментом.
Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 1,7 кВт; n = 1420 мин-1) . Коробка скоростей с помощью двух тройных блоков зубчатых колес сообщает шпинделю девять различных скоростей вращения шпинделя. Через зубчатую передачу 1-39 движение передается на вал I. Зубчатые пары 3-37, 4-36 и 5-35 передают движение на вал VIII, с которого на вал III, изготовленный в виде полой гильзы с внутренним шлицевым отверстием, вдоль которого перемещается шпиндель VII, движение передается колесами 35-34, 34-32 и 30-31.
Движение подачи передается на гильзу шпинделя через зубчатые колеса 29-6, тройной блок 28-7 или 27-10, или 26-12. Дальше движение снимается двойным блоком через пары 12-11 или 8-9 и через передачу 13-18, муфту, червячную пару 19-23 передается на реечное колесо 24, а потом на рейку, нарезанную на пиноли шпинделя (m = 2,5 мм). Коробка подач обеспечивает получение шести различных подач.
Вспомогательные движения, обеспечивающие перемещение сверлильной головки вдоль колонны с расположенными внутри ее коробками скоростей, подачи шпинделя и механизма подач, осуществляются вращением соответствующей рукоятки через червячную 17-14 и реечную 15-16 пары. Вертикальное перемещение стола производится вручную поворотом рукоятки через коническую 21-22 и винтовую 20 пары.
Принцип работы
Диаметр отверстия, получаемый сверлением, ограничен. Для его увеличения делается расточка.
Справка! Сверловкой можно получить отверстие с точностью по размеру и чистотой обработки не выше 3 класса. Под подшипники, валы и другие сопрягаемые детали нуден 7-8 класс.
В шпинделе крепится расточная головка. Резец вставляется в паз ползуна, режущая кромка выставляется по оси вращения. Ходовым винтом инструмент подводится на нужный размер – отверстие плюс глубина резания.

При вращении шпинделя закрепленная на столе деталь движется в сторону станины. Вращающийся по кругу резец обрабатывает отверстие на заданный размер. Затем ползун смещается наружу, и так за каждый проход снимается стружка, увеличивается размер внутренней полости.
Расточка отверстий малого диаметра выполняется торцевыми резцами с длинным стеблем-оправкой. Он вставляется в торец ползуна. Расточка до нужного размера обеспечивается сменой резцов с разной величиной головки. Такие инструменты продаются комплектами с указанием минимального и максимального диаметра.








Справка! Увеличение диаметра достигается наличием нескольких посадочных мест под резец. На универсальных головках имеется до 3 мест под резец на разном расстоянии от оси вращения и гнезда сбоку, растачивать большие диаметры.

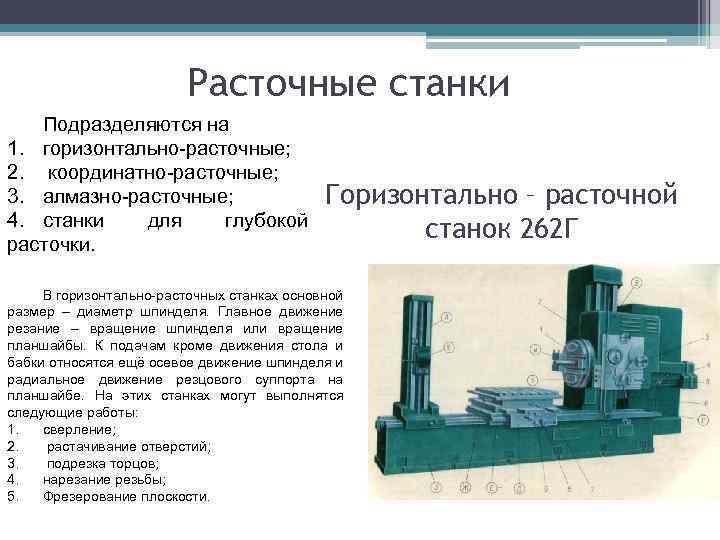
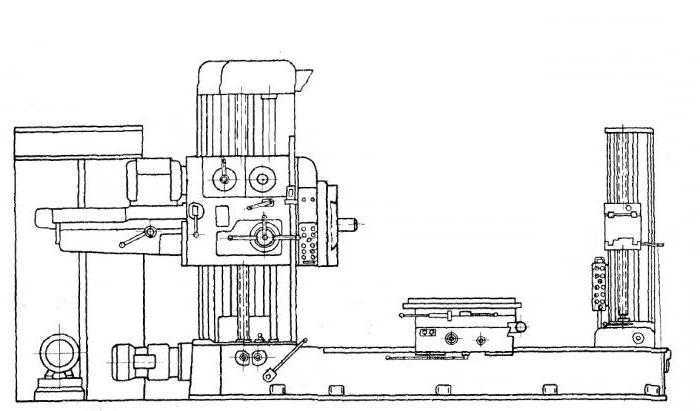
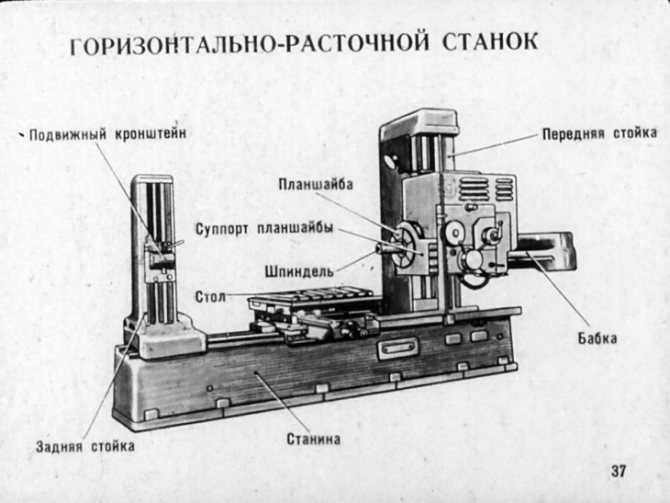
Горизонтально-расточные модели
Основной особенностью конструкции станка этой разновидности является то, что шпиндель расположен в горизонтальном положении и может выдвигаться. Это позволяет делать отверстия даже в самых труднодоступных местах, в том числе и в габаритных деталях (стрелы, рамы, металлоконструкции).
Основным движением горизонтально-расточных моделей является вращательно-поступательное. Выполняется оно шпинделем. Перемещается в таких станках не только собственно сам инструмент, но и заготовка. При необходимости во время работы можно переключать подачи и скорости. Подача в некоторых случаях осуществляться посредством специальной подложки.
В зависимости от комплектации, помимо основных движений, такие станки могут иметь вспомогательные:
- шпиндельной бабки по вертикальной оси;
- стола по заданным координатам.
Также конструкцией некоторых моделей предусмотрена возможность перемещения люнета и задней стойки. Ниже представлена схема расточного станка этого типа. Горизонтальные модели могут использоваться для обработки деталей, выполненных из чугуна, или литейной стали.
Краткое описание
Координатно-расточные станки широко используются в промышленности для обрабатывания необходимых деталей, как единичных экземпляров, так и в масштабном выпуске. Благодаря своей многофункциональности на них можно совершать такие операции, как:
- растачивание отверстий;
- обточка внешних поверхностей цилиндрической формы;
- разного рода сверления, обозначенные чертежами;
- также на них можно делать зенкерование;
- кроме этого, есть возможность проводить фрезеровочные работы;
- нарезания резьбы.
Хочется отметить, что одним из старых предприятий, что когда-то занималось изготовлением подобных агрегатов, считается Московский завод координатно-расточных станков. Он был сформирован еще 1942 году и на нем изготавливались станки для разных отраслей.
Благодаря высокой квалификации сотрудников МЗКРС это предприятие было одним из основных производителей подобных агрегатов советского государства. За время работы Московский завод координатно-расточных станков изготовил несколько поколений такого оборудования с применением ЧПУ. Но в начале 90-х годов он был признан банкротом, что стало предпосылкой к прекращению своего существования.

В эти же годы Куйбышевский завод координатно-расточных станков ЗАО «Стан-Самара» также перестал существовать, а на той же территории были открыты несколько небольших станкостроительных организаций, что занимаются также их ремонтом и усовершенствованием.
Но, к сожалению, на сегодняшний день производство осуществляется только несколькими предприятиями в таких странах, как Тайвань, Япония и в некоторых государствах Европы. Все это оборудование помимо ручного управления оснащены современными стойками с числительным программным управлением, в том числе это касается и тайваньских производителей.
Возможности многоосевых систем
Координатно-сверлильный станок позволяет получать сложные детали:
- Бобышки, отверстия нестандартной формы.
- Фасонные поверхности, корпусные изделия.
- Зубчатые колеса, шестерни, крыльчатки, роторы.
- Без труда отрабатываются ребра жесткости.
- Отверстия в любой проекции под различными углами, пазы, резьбы.
- Все сложные детали, требующие криволинейной обработки.
- За один цикл можно обработать полностью всю поверхность заготовки.
В последнее время широко применяются вакуумные столы для удержания обрабатываемой детали за счет всасывания воздуха. Классические крепления уже не используются, что сокращает время на извлечение и установку новой заготовки.
Виды расточных работ
Такая технология подходит для обработки деталей и заготовок из различных видов стали, цветных металлов и их сплавов. К ней относятся сверление, чистовое фрезерование, зенкерование и развертывание отверстий, растачивание, снятие шероховатости и пр.
Технология проведения расточных работ предусматривает несколько способов обработки металла:
- Горизонтальная расточка. Выполняется на станках с горизонтальным размещением рабочего механизма. Применяется для крупногабаритных элементов. Современное оборудование может выполнять все стадии расточных работ по металлу — черновую и окончательную обработку.
- Наплавочный способ подходит для восстановления поврежденных деталей. Часто применяется для ремонта распределительных и цилиндрических валов, подшипников и т. д. Метод характеризуется высокой трудоемкостью и стоимостью.
- Расточные работы при обработке отверстий и пазов применяются в деталях, корпусах и элементах различных приспособлений.


Алмазно-расточной станок
335043 О П И С А Н И ИЗОБРЕТЕН И К АВТОРСИОМУ СВИДЕТЕЛЬСТВ юз Советск иалистическихРеспублик висимое от авт. свидетельстваявлено 06,Х.1970 ( 1481584/25-8 М. Кл. В 23 Ь 41/ заявкиприсоединени Комитет по делам изобретений и открытий при Совете Министров СССР,1972, Бюллетень13 публиковано та опубликования описания 15 Х.1972 Авторыизобретен ф. Дубиненко и В. Ш, Казацк явите АЛМАЗНО-РАСТОЧНОЙ СТАНОК 5 Известны алмазно-расточные станки с устройствами для копменсации тепловых деформаций. Однако в них должны быть установлены специальные охлаждающие агрегаты, кроме того, они не учитывают температурных 5 смещений в горизонтальной плоскости стола с установленной на нем обрабатываемой деталью, а также моста со шпиндельной головкой в случае смещения последней относительно вертикальной оси моста. 10Предлагаемый алмазно-расточный станок отличается от известных тем, что мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена с фиксирующим устройством, управляемым сигналами, посту пающими от регистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.Указанные отличия позволяют компенсировать горизонтальные смещения оси обрабаты ваемой детали путем получения разнонаправ ленных и регулируемых переметцений оси шпиндельной головки.На чертеже представлена схема предлагаемого станка, 2 Станок состоит из станины 1, подвижного стола 2, шпиндельной головки 8, установленной на мосту 4 с направляющими скалками 5 (по две с каждой стороны моста).Каждая направляющая скалка 5 входит в 30 упругую гидропластную втулку б, смонтированную в выступах 7 станины 1. На станине 1 мост 4 крепится при помощи фиксирующих устройств, состоящих, например, из четырех гидроцилиндров 8 с,пружинами 9 и поршнями 10 проставок 11 и гидропластных втулок б,Направленные температурные смещения оси шпиндель ной головки осуществляются следующим образом: с пуском станка масло подается в верхние полости двух, например левых, гидроцилиндров 8, в результате чего освобождаются левые направляющие скалки 5 моста 4.Ось шпиндельной головки 8 смещается в горизонтальной плоскости в результате температурных деформаций моста 4 влево в сторону освобожденных направляющих скалок 5, Когда смещение оси шпиндельной головки достигнет установленной величины, датчик, регистрирующий это смещение, подает сигнал на отключение масла от левых цилиндров 8, вследствие чего левые направляющие скалки 5 будут вновь зафиксированы усилиемпружины 9.При необходимости смещения оси шпиндельной головки 8 вправо масло подается к правым гидроцилиндрам 8, произойдет освобождение правых направляющих скалок 5 моста 4, Теперь ось шпиндельной головки 8 будет смещаться вправо вместе с расширяю335043 датчиков, на станине которого установл н мост, несущий шпипдельную головку, отличающийся тем, что, с целью компенсации горизонтальных смещений оси обрабатываемой 5 детали путем получения разнонаправленныхи регулируемых перемещений оси шпиндельной головки, мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена,с фиксирующим устройстзом, 10 управляемым, сигналами, поступающими стрегистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.2. Станок по п. 1, отличающийся тем, что 15 фиксирующее устройство выполнено, например, в виде гидроциливдра с,подпружиненным поршнем и установленной в выступах станины гидропластной втулки, во внутреннее отверстие которой входит направляющая 20 скалка. оставитель Г, Довиа Корректор Т. Китае Текр урилко ри акт аказ 1401/8 Изд.593 ЦНИИПИ Комитета по делам изобретений Москва, Ж, Раупунова,я, п нп щимся в эту сторону мостом 4, т. е. в процессе работы станка можно смещать ось шпиндельной головки 3 в горизонтальной плоскости относительно первоначального положения вправо и влево на величину, определяемую датчиком и равную смещению оси обрабатываемой детали.В качестве фиксирующих устройств можно применить любое другое известное приспособление. Также ясно, что скалки,в этом случае могут быть выполнены не цилиндрической формы, а их число — другим
Важно только, чтобы мост имел возможность направленного горизонтального перемещения, управляемого с помощью датчиков и фиксирующих устройств.Предмет изобретения1. Алмазно-расточной станок с компенсацией гемпературных смещений по сигналам Тираж 448 Подписноеоткрытий при Совете Министров СССРая наб., д. 4/5 Смотреть
4/5 Смотреть
4/5 Смотреть
Классификация по универсальности в применении
Обработка дерева и металла предусматривает оказание определенного усилия. Все станки сверлильной группы можно разделить на 3 большие группы:
- Универсальные. Этот вид станков применяется для выполнения огромного количества различных операций. Универсальность определяет то, что подобное оборудование не получило широкое распространение при массовом производстве. Миниатюрные модели устанавливаются в домашних мастерских для нарезания резьбы, получения сквозного и глухого отверстия, зенкерования и выполнения других операций.
- Специальные предназначены для выполнения только нескольких операций. При этом обработка может проводиться поэтапно или одновременно.
- Создание глубоких отверстий при создании однотипных изделий. Эта группа получила широкое распространение в случае, если нужно наладить массовое производство. Кроме этого, специализируются станки на проведении одной или нескольких операций.




Расточные станки
Расточные станки по металлу
Расточные станки предназначены для работы с крупными заготовками. Расточной станок широко используют как в серийном, так и в индивидуальном производстве.
На расточных станках можно не только проводить сверление и растачивание, но и более тонкие операции, в частности нарезку резьбы и зенкерование. Современные расточные станки дают возможность выполнять полную обработку различных заготовок без необходимости использования дополнительного оборудования. В отличие от других станков, расточные обладают горизонтальным или вертикальным шпинделем. В шпиндель помещают инструмент для обработки заготовок. В расточном станке используют борштанги с резцами, зенкера, сверла, фрезы.
Все расточные станки подразделяются на 3 большие группы: координатно-расточные, горизонтально-расточные и алмазно-расточные станки.
Расточные станки имеют следующие доступные к заказу модификации:
| 262Г | 2650Ф2 | 2А680Ф1 | ИР1400ПМФ4 |
| 278 | 2651Ф1 | 2А754В | ИР1400ПФ4 |
| 2410 | 2651Ф2 | 2А776В | ИР1600МФ4 |
| 2411 | 2653Ф1 | 2А777В | ИР1600Ф4 |
| 2421 | 2655ГФ1 | 2А78 | ИР200ПМ1Ф4 |
| 2431 | 2655ДФ1 | 2А78Н | ИР200ПМФ4 |
| 2450 | 2655Ф1 | 2Б460 | ИР2637КМФ4 |
| 2455 | 2655Ф2 | 2Б460А | ИР2637КФ4 |
| 2457 | 2705В | 2Б660Ф1 | ИР2637ПМФ4 |
| 2458 | 2705П | 2В423 | ИР2637ПФ4 |
| 2459 | 2706А | 2В440А | ИР320ПМФ4 |
| 2615 | 2706В | 2В460 | ИР500 |
| 2620 | 2706П | 2В620 | ИР500ПМФ4 |
| 2622 | 2706С | 2В622Ф11 | ИР600 |
| 2636 | 2711В | 2В622Ф11-1 | ИР800МФ4 |
| 2637 | 2711П | 2В622Ф13 | ИР800ПМ1Ф4 |
| 2656 | 2712В | 2В622Ф4 | ИР800ПМ8Ф4 |
| 2657 | 2712П | 2Г660ГФ2 | ИР800ПМФ4 |
| 2665 | 2713В | 2Г660Ф2 | ИС1250 |
| 2431С | 2713П | 2Д450 | ИС1250ПМФ4 |
| 2431СФ10 | 2714В | 2Д450АМФ2 | ИС1250ПФ40 |
| 243ВМФ2 | 2733П | 2Д450АФ10 | ИС1250С |
| 243ВФ2 | 2754В | 2Д450АФ2 | ИС2000 |
| 2440СФ4 | 2776В | 2Д450ПР | ИС2А636 |
| 2455АФ1 | 2777В | 2Е440А | ИС2А637 |
| 2455И | 2781В | 2Е450А | ИС320 |
| 245ВМФ2 | 2781П | 2Е450АМФ4 | ИС320ГЛОБУС |
| 24К40СФ4 | 2782В | 2Е450АФ1-1 | ИС500ПМФ4 |
| 24К60АФ4 | 2782П | 2Е450АФ30 | ИС630 |
| 24К70АФ4 | 278Л | 2Е450АФ4 | ИС800 |
| 24К70СФ4 | 278Н | 2Е460А | ИС800ГЛОБУС |
| 2614Ф1 | 2А430 | 2Е460АФ1 | ИС800ПМФ4 |
| 2620В | 2А450 | 2Е470А | КУ533 |
| 2620ВФ1 | 2А450АФ10 | 2Е470АФ1 | КУ533МФ4 |
| 2620Г | 2А459АМ1Ф4 | 2Е470Н | ЛГ7 |
| 2620ГФ1 | 2А459АФ4 | 2Е656 | ЛГ8 |
| 2620Д | 2А470 | 2Е78Л | ЛР355Ф1 |
| 2620Е | 2А620 | 2Е78П | ЛР372Ф1 |
| 2620Ф11 | 2А620-1 | 2Л450А | ЛР380Ф1 |
| 2622В | 2А620Ф1 | 2Л614 | ЛР395ПМФ4М |
| 2622ВФ1 | 2А620Ф11 | 2Л614Ф1 | ЛР434Ф4 |
| 2622Г | 2А620Ф1-1 | 2М614 | ЛР501ПМФ4 |
| 2622ГФ-1 | 2А620Ф1-2 | 2М614Г | ЛР521ПМФ4 |
| 2622Д | 2А620Ф2 | 2М614ГФ1 | ЛР543МФ4 |
| 2622К | 2А622 | 2М615 | ЛТ520 |
| 2622П | 2А622-1 | 2М615Г | МСГ1200МФ4-1 |
| 2623ПМФ4 | 2А622МФ2 | 2М615ГФ1 | МСГ1200Ф13-1 |
| 2623ПФ4 | 2А622МФ4-1 | 2Н636ГФ1 | МСГ1200Ф4-10 |
| 2627МФ4 | 2А622ПФ1 | 2Н636Ф2И-01 | МСГ6062МФ4 |
| 2627ПМФ4 | 2А622Ф1 | 2Н636Ф2И-11 | МСГП6101МФ4-10 |
| 2627ПФ4 | 2А622Ф2 | 2Н637ГФ1 | МСГП6101МФ4-6 |
| 2636Г | 2А622Ф4 | 2Н637Ф2И-01 | МСГП6101МФ4-8 |
| 2636ГФ1 | 2А636Ф1 | 2Н637Ф2И-11 | МСГП6101Ф13-10 |
| 2636ГФ2 | 2А636Ф2 | 2П637МФ4 | МСГП6101Ф13-6 |
| 2636Ф1 | 2А637Ф1 | 2Р637 | МСГП6101Ф13-8 |
| 2637Г | 2А637Ф2 | 2Р637-10 | РТ965 |
| 2637ГФ1 | 2А656РФ11 | ИР1250ПМФ4 | РТ965Ф3 |
| 2637ГФ2 | 2А656Ф11 | ИР1250ПФ40 | СРС-2И |
| 2637Ф1 | 2А660Ф1 | ИР1250Ф40 | |
| 2650Ф1 | 2А680 | ИР1400МФ4 |
Горизонтально-расточные станки отличаются от остальных моделей горизонтальным расположением шпинделя. В технологическом цикле необходимые движения сообщаются отдельным компонентам. Основным движением устройства считается вращательно-поступательное перемещение шпинделя вдоль собственной оси. Движение может сообщаться как непосредственно инструменту в шпинделе, так и заготовке, которая установлена на столе. В данных станках выделяют и вспомогательные движения. К ним относятся перемещения бабки в вертикальной плоскости и перемещение стола в двух координатах.
Координатно-расточные станки применяют для работы с различными отверстиями. Расточные станки дают возможность не только работать с отверстиями различных диаметров, но и учитывать взаимное расположение некоторых компонентов, относительно базовой плоскости. Этот тип станков очень широко применяют в серийной промышленности. Есть и возможность производить разметку. Для более точного учета перемещений, станки нового поколения снабжаются дополнительными измерительными приборами, в частности оптическими устройствами. Универсальные поворотные столы дают возможность работать с заготовками и в полярной системе координат. Выделяют станки с двумя и тремя стойками. Основным движением в станке считается перемещение шпинделя.