

Марки
Многообразие количества видов проволоки (только стальной существует около 80 наименований) всегда позволят подобрать лучший вариант для сварки. Наиболее часто применяются следующие марки.
Св-08Г2С – применяется с омедненной и не омедненной поверхностью, аналогом является ER70S-6. С помощью этой малоуглеродистой и низколегированной проволоки на полуавтоматах сваривается большое количество марок стали. Поэтому проволоку выпускают многие производители, в том числе лидеры мирового рынка ESAB и DEKA. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом. Для выполнения работ в соответствии с технологией аргонодуговой сварки применяются и другие типы материалов.

Катушка сварочной проволоки ПАНЧ-11 диаметром 0,8 мм. Фото Партал
- Св-06Х19Н9Т – применяется для сварки нержавеющих сталей. Также может применяться в качестве наплавки и заготовок для изготовления электродов. Пониженное содержание углерода повышает пластичность сварочного шва. Большое количество хрома позволяет использовать в качестве присадки для материалов, используемых в нефтяной, пищевой и химической промышленности.
- ПАНЧ-11 – используется в полуавтоматической сварке чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Причем делается это без нагрева заготовки и при отсутствии защитного газа. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Справка. Нормам расхода разных типов проволоки и технологии ее заправки в оборудование посвящена отдельная статья.
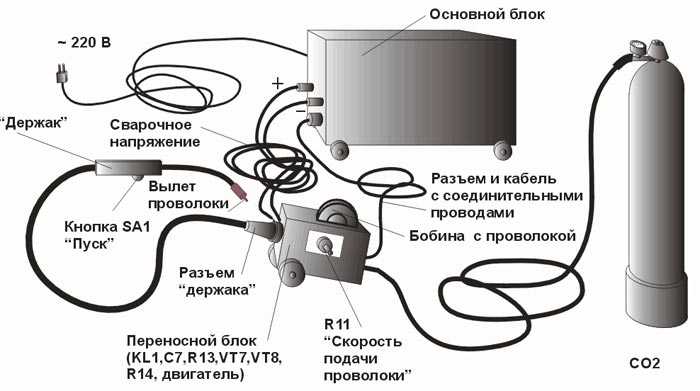
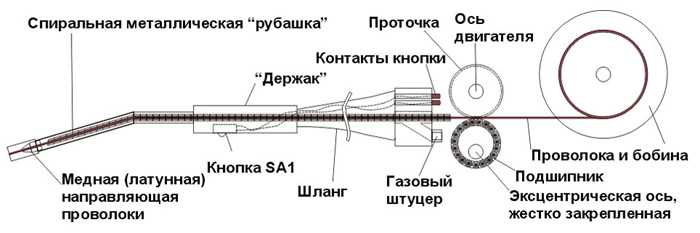
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки. В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки. Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час. При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Резиновая киянка. Молоток с мягким характером
Малка-угломер. Незаменимый транспортир строителя
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.

В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Сварочная проволока из нержавейки
Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Рядная намотка при качественном исполнении в совокупности с идеальной чистотой и ровностью поверхности должны обеспечить:
- Стабильное горение дуги;
- Малое разбрызгивание металла;
- Ровный и качественный шов.
Бухты со сварочной проволокой нержавейкой производят от 500 граммов до 5 килограмма стоят в среднем от 400 рублей за килограмм. Благодаря защите от коррозии, могут использоваться на протяжении нескольких лет.
Общие сведения
На фото проволоку для сварки представляют в виде бухты. В таком виде она и продается. При использовании отрезают куски необходимой длины. Остальную часть вновь сворачивают полукольцами.
Какой диаметр лучше, хуже – имеет второстепенное значение. Он подбирается так, чтобы соответствовать толщине металла свариваемых деталей. Классифицируют проволоку не по диаметру, а по наличию в ней требуемых микроэлементов – химическому составу.









Маркировка отечественных изделий осуществляется по ГОСТ 2246-70, зарубежных — AWS.
Применяются буквенно-циферные обозначения
Важно ориентироваться по буквам, цифрам, чтобы понять химический состав расходного материала

Точное указание маркировки имеет значение при заказе, чтобы точно определить какая проволока нужна. Зарубежные обозначения трудночитаемы, поэтому потребуется помощь специалиста для подбора изделия нужного качества.

Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.

Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.

Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Классификация и маркировка
Прежде чем выбрать вид присадочного компонента, следует четко понять, какие материалы буду свариваться. Существует несколько групп проволок, в составе которых присутствуют легирующие элементы.
Подобная классификация включает:
- присадки, содержащие незначительное количество углерода;
- присадочные материалы, имеющие в составе небольшое количество легирующих металлов;
- высоколегированные присадки.
Маркировка сварочной проволоки зависит, в первую очередь, от марки свариваемой стали и атмосферы, в которой будут проводиться работы.
Стальная присадочная проволока является одной из самых популярных и востребованных.
 Присадочные прутки для сварки.
Присадочные прутки для сварки.
В соответствии с государственным стандартом в зависимости от диаметра сварочная проволока делится на:
-
Диаметром от 0.3 до 1.6 миллиметров.
Омедненная проволока с таким сечением применяется при сварке металлических деталей сварочным полуавтоматом в защитной атмосфере. -
Диаметром от 1.6 до 12 миллиметров.
Подобный вариант присадочного материала может использоваться для создания сварочных электродов. -
Диаметром от 2 до 6 миллиметров.
Такой тип проволок применяется во время сварочных работ с флюсом.
Маркировочный номер присадочного материала необходим для указания состава присадки.
В соответствии с государственным стандартом, проволочная присадка маркируется следующим образом:
- первые цифры – это диаметры в миллиметрах;
- следующие за цифрами буквы – это назначение присадки;
- дальнейший указатель показывает содержание углерода в долях процента;
- четвертый блок обозначений – это показатель легирующих компонентов;
- пятый блок несет информацию о применении присадки, например, буква Э означает для электрода, а сварочная присадка обозначается буквой О.
Например, проволочная присадка, промаркированная как 3СВ-08А-0-Ш ГОСТ 2247-70, расшифровывается следующим образом: 3 – это диаметр 3 миллиметра, СВ – это проволока сварочная, 08А – 0.08% углерода, 0 – омедненная присадка, Ш – электрошлаковый переплав и ГОСТ 2246-70 – это обозначение государственного стандарта, которому соответствует данный расходный материал.
Что такое сварочная проволока: делаем выбор
Чтобы правильно выбрать присадку, нужно заблаговременно знать, какой вид работы планируется выполнять. Дело в том, что каждый вид проволоки рассчитан на определенную работу. Разрезать металл вряд ли получится с расходным материалом, предназначенным для сварки полуавтоматом.
Плюс к этому расходники отличаются диаметром, который подбирается в зависимости от толщины заготовки. Чем толще свариваемые детали – тем больше должен быть диаметр присадки. А варьируется он в широком диапазоне значений: от 0,8 до 12 мм. Чаще всего сварщикам требуется сравнительно тонкие прутки – около 3 миллиметров.
Планируя сварить две титановые заготовки, логично предположить, что специалист используется соответствующую проволоку для сварки титана
Важно знать и ее состав. Ведь в проволоку часто добавляют разные присадки; разной бывает и уровень легированности
Качество шва зависит от совместимости основного материала и присадки. Чем однороднее их состав, тем лучше для конечного результата.



Вся информация «зашита» в маркировке. Чтобы определить, что обозначает конкретный символ, достаточно рассмотреть несложный пример. Аббревиатурой «Св-06Х19Н9Т» обозначается один из наиболее популярных видов присадки. Две первые буквы «Св» говорят о том, что материал предназначен только для сварки – резки или иные виды работ с ним не выполнить. То есть, первые две буквы обозначают тип расходного материала. Помимо сварочной проволока бывает наплавочной («Нп») и порошковой («Пп»).
Следующие две цифры обозначают процентное содержание углерода. 06 – это шесть сотых процента (0,06%) от общей массы материала. Далее расположена информация о включения и их долях. Буква «Х» информирует о том, что в составе присадки есть хром, а его количество равно «19» — 19%. Никеля («Н») в присадке содержится 9%, а вот сколько титана («Т») – не указано. Дело в том, что если количество включения меньше 1%, то такие данные в маркировку не включаются. То есть, титана в проволоке меньше одного процента.
Осталось запомнить, что обозначают определенные символы, которые используются в маркировке проволоки:
- Г – марганец;
- Д – медь;
- М – молибден;
- С – кремний;
- Ц – цирконий;
- Ф – ванадий;
- Ю – алюминий.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц). Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

Нюансы маркировки
Основные характеристики любого вида припоя зашифрованы набором букв и цифр, такое обозначение имеют все виды проволоки для сварки, что не зависит от типа и назначения припоя. Первые литеры указывают на применение:
- СВ — для сварочных работ;
- НП — наплавочный вид;
- ПП — порошковый вариант.
Например, СВ-06Х19Н9Т — это проволока для сварки, далее идут цифры, указывающие процентное содержание углерода (0,06 %) от общей массы. Потом встречаются литеры А или АА — вредное содержание фосфора и серы. Затем указывают содержание металлов: Х19 — 19% хрома; Н9 — 9% никеля, когда содержание менее 1%, то цифры не указываются, а ставится только буква..
Принято обозначать металлы такими буквами: В — вольфрам; Б — ниобий; Г — марганец; Д — медь; М — молибден; С — кремний; Т — титан; Ф — ванадий; Ц — цирконий и Ю — алюминий.
И. В. Александров, образование: Учебный центр ИТЦ Эксперт, специальность: сварщик 5-го разряда, опыт работы с 2001 года: «Опытный сварщик должен знать маркировку присадочной проволоки как таблицу умножения, тогда он избежит досадных ошибок во время работы».
Изготовление омедненной проволоки
Для получения омедненной проволоки используется метод контактного нанесения покрытия. Для этого стальная заготовка погружается в раствор медного купороса. Здесь в результате разности электродных потенциалов происходит реакция замещения: железо переходит в раствор, а медь осаждается на поверхности проволоки. После этого проволока пропускается через волок, который уплотняет медное покрытие. В результате его поверхность становится глянцевой, приобретая характерный розовый оттенок.
Толщина конечного покрытия составляет 6 мкм. Общее содержание меди в стальной проволоке, согласно ГОСТу 2246-70, не должно превышать 0,25 %. Европейский стандарт DIN 8559 допускает увеличение этого показателя до 0,30 %. Если сварочная проволока содержит большее количество меди, то сформированные с ее помощью швы отличаются пониженными показателями стойкости к образованию трещин и ударной вязкости.
Как выбрать проволоку для сварки
В значительной степени правильный выбор облегчен классификацией товара. С ее помощью даже новичок правильно определит подходящий расходник для стальных деталей или медных пластин. Рассмотрим основные критерии выбора.
Тип покрытия
Качество сварного шва напрямую зависит от состояния поверхность прутка. Она не должна иметь даже следов коррозии. Ржавчину пред началом работы обязательно зачищают, затрачивая на это драгоценное время. Особенно это касается изделий без покрытия. Чтобы не отвлекаться на зачистку, лучше выбрать полированную или омедненную поверхность. Последняя имеет дополнительные плюсы:
- минимизирует разбрызгивание металла при работе в среде защитного газа;
- увеличивает рабочий ресурс наконечников.
Количество легирующих элементов
В зависимости от марки легирующей стали подбирается соответствующий расходник. результат достигается при условии одинакового количества легирующих добавок в присадке и свариваемых деталях. Для облегчения поиска изделия делятся на три группы:
- низколегированные, содержат не более 2,5% легирующих добавок;
- легированные, содержат легирующие добавки в пределах от 2,5 до 10%;
- высоколегированные – от10 до 50% легирующих элементов.
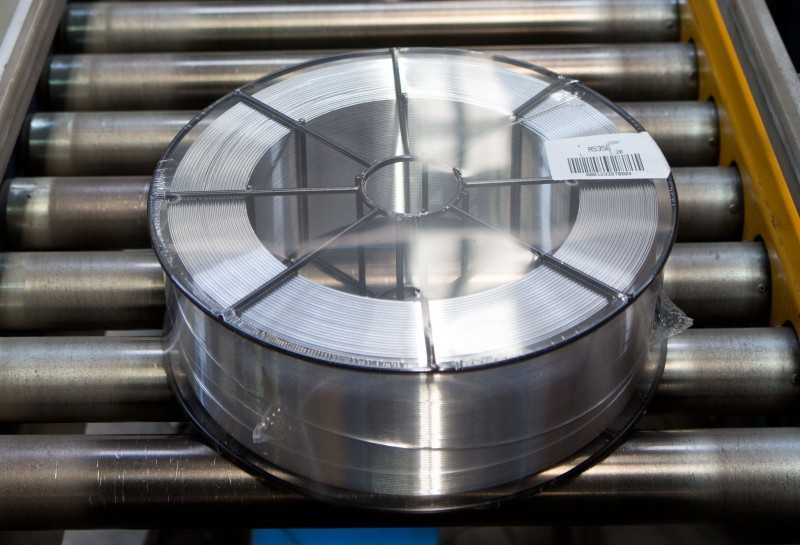
Фасовка
Различают несколько видов фасовки:
- бочка;
- бобина;
- моток;
- катушка;
- кассета.
В зависимости от объема работ, условий хранения, механического или ручного перемещения бобины со склада к рабочему месту, покупатель выбирает товар в удобной для него упаковке.

Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
Лучшая порошковая сварочная проволока
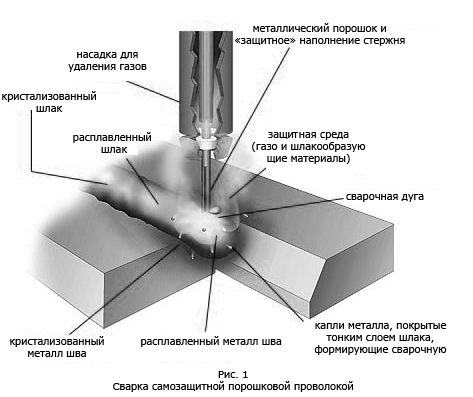
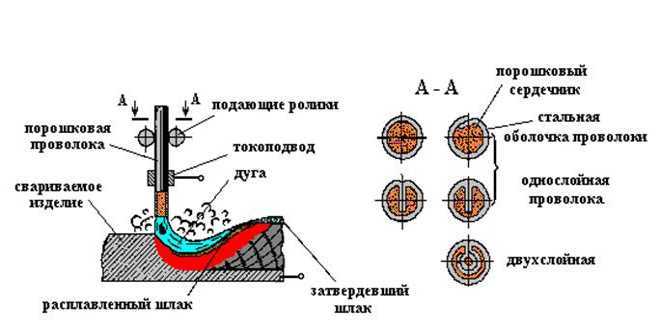
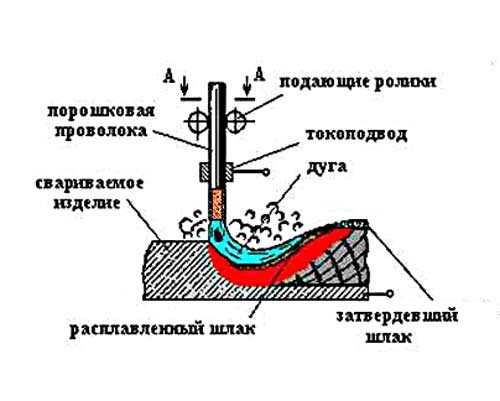
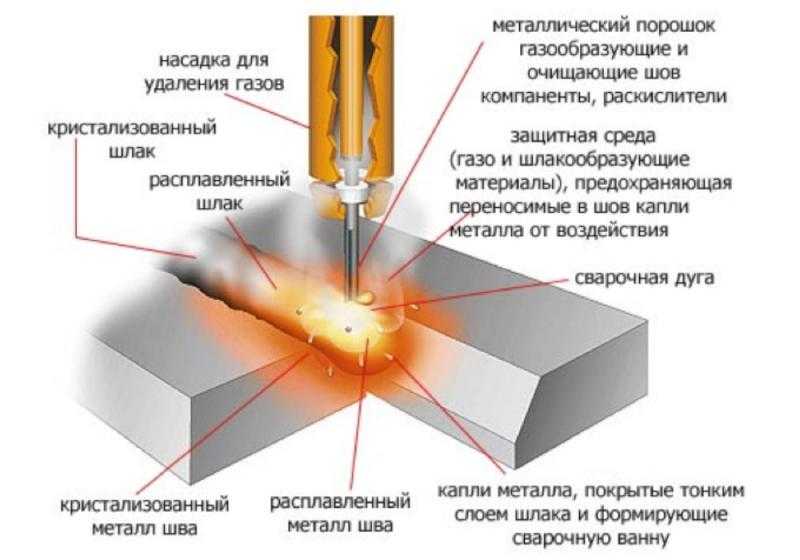
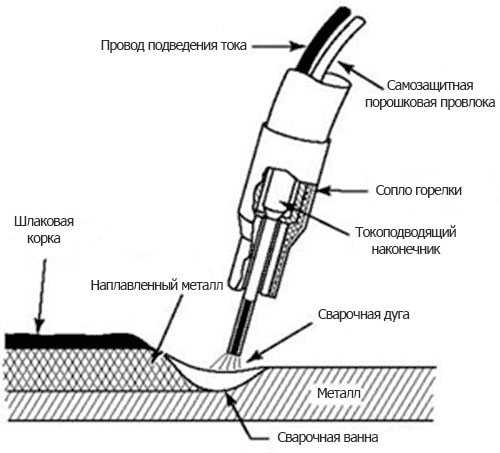
Проволока отличается трубчатой формой, внутри которой находится флюс и металлический порошок. Это позволяет еще лучше защищать сварочную ванну от включения внешней среды при использовании инертного газа или вообще варить без баллона.
Такая технология нашла применение в сварке емкостей для химической промышленности, монтаже удаленных конструкций, куда нет возможности доставить баллон с газом, или подводной сварке.
Но у шва образуется шлаковая корка, которая требует очистки. Стоит такая проволока гораздо дороже, поэтому оправдана только в вышеуказанных случаях.
| Elitech 0606.016000 (0.8 мм; 1 кг) | E71T-GS (5 кг; 0.8 мм) Кедр | QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм) | |
| Вес, кг | 1 | 5 | 0,45 |
| Диаметр, мм | 0,8 | 0,8 | 0,8 |
| Еврокатушка | D100 | D200 | D100 |
| Родина бренда | Россия | Россия | Россия |
Elitech 0606.016000 (0.8 мм; 1 кг)
Присадочный материал от российского производителя. Отличается ровной укладкой на катушку и полностью рассчитан на сварку без газа.

+ Плюсы Elitech 0606.016000
- Отлично держит дугу и защищает сварочную ванну от включений.
- Шов гладкий, почти без чешуи.
- Присадочный металл хорошо растекается.
- Большое количество флюса внутри.
— Минусы Elitech 0606.016000
- Каждый килограмм проволоки стоит свыше 1000 рублей.
- Все пользователи отмечают повышенное количество брызг, что требует более длительной последующей обработки.
- Нуждается в долгой регулировке скорости и вольтажа, поскольку может сгорать не доходя до свариваемого металла.
Вывод. Эта присадка вошла в рейтинг сварочной проволоки благодаря глубокому провару даже при узкой разделке кромок. Она подойдет для сварки ответственных соединений, где в приоритете прочность, а не эстетическая красота шва.
E71T-GS (5 кг; 0.8 мм) Кедр
Еще один российский продукт. Выпускается в крупных бабинах по 5 кг с диаметром 0.8 мм. Кроме соединения сторон способен незначительно легировать шов за счет имеющихся присадок.

+ Плюсы E71T-GS (5 кг; 0.8 мм) Кедр
- Цена гораздо меньше, чем у других проволок с порошком.
- Поставляется в надежной упаковке, препятствующей отсыреванию флюса.
- Легко плавится и течет.
- Получаются прочные и красивые широкие швы.
— Минусы E71T-GS (5 кг; 0.8 мм) Кедр
- Совместима только с инертными газами.
- Намотка не всегда ровная.
- Может немного оставлять поры в структуре шва.
Вывод. Это отличная сварочная проволока для наплавки металла в специфичных условиях. При правильной регулировке можно добиться более толстого шва, чем у других версий присадки, что сокращает число проходов для достижения нужной высоты.
QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
Итальянская сварочная проволока в еврокатушке с весом 450 г и диаметром 0.8 мм. Подходит как для сварки со всеми видами защитного газа, так и без них.








+ Плюсы QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
- При правильной настройке можно сварить даже тонкую жесть с сечением 0.3 мм.
- Присадочный металл ложится легко — особенно удобно заваривать отверстия.
- Глубокий провар.
- Почти нет пор.
- Не прожигает металл и не выдавливается с обратной стороны.
— Минусы QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
- Присадочный металл ложится легко — особенно удобно заваривать отверстия.
- Глубокий провар.
- Почти нет пор.
- Не прожигает металл и не выдавливается с обратной стороны.
Вывод. Неплохая проволока для полуавтомата и ремонта авто в полевых условиях. Она подойдет как для сварки тонкого корпуса, так и толстой рамы, лонжеронов. Хорошо держит дугу и поможет наложить прочный шов за короткое время.
Разновидности изделий для полуавтомата
Присадочные материалы классифицируют по следующим критериям:
- Сфера применения. Изделия бывают универсальными или узкоспециализированными. Второй тип используется при работах под водой или в космосе, сборке арматурных каркасов. Первая группа предназначена для общестроительных и наплавных операций.
- Структура стержня. Изделия могут иметь сплошной, порошковый или активированный сердечник.
- Тип внешнего покрытия. Присадка бывает простой или омедненной. Самозащитная проволока используется для сварки низколегированной или углеродистой стали.
- Физико-химические свойства. Объясняются концентрацией легирующих присадок.
Омедненная проволока
Изделие используют при соединении деталей из низколегированных и малоуглеродистых типов стали. Металлы при расплавлении вступают в реакцию с кислородом, на поверхности образуется оксидный налет, снижающий прочность соединения. Устранить такой эффект помогает нанесение на поверхность электрода медного покрытия. Оболочка устойчива к коррозии, она формирует защитную оболочку вокруг шва. Омедненный электрод применяется в сочетании с газовым оборудованием.
К основным его преимуществам относятся:
- высокое качество получаемого шва;
- повышенная антикоррозионная защита;
- возможность использования при наплавочных работах;
- низкая стоимость.
Гибкая нержавейка
Изделия такого типа обладают высокой устойчивостью к окислению. Они могут иметь круглое, овальное, шестигранное, квадратное сечение.
Гибкие стержни из нержавеющей стали применяются при сварке следующих конструкций:
- медицинские инструменты и оборудование;
- нефтепроводы, резервуары для хранения углеводородов;
- оборудование, используемое в металлургической промышленности.
Состав гибкого изделия утвержден ГОСТ 18143-72.
Алюминиевые изделия
Такой тип расходного материала отличается повышенной прочностью, устойчивостью к окислению, пластичностью. Он предназначен для соединения деталей из алюминия и сплавов на его основе. В качестве легирующих присадок при изготовлении электродов используют магний, марганец, кремний. Сварка ведется в защитной газовой среде. После вскрытия упаковки приступать к работе нужно немедленно, т. к. проволока начинает окисляться, что негативно сказывается на качестве шва.
Порошковые присадки
Такой элемент имеет вид полой трубки. Внутреннее пространство заполнено порошком и флюсом. Состав способствует защите сварного соединения от кислорода и попадания шлака. Важным фактором является и обеспечение безопасности сварщика. Включение в состав порошка флюса ускоряет розжиг дуги, снижает вероятность образования брызг. Применение этой разновидности электродов не требует создания газовой среды.
Другие цветные металлы
Для работы с медью, латунью и алюминием предназначена специализированная проволока, изготавливаемая из соответствующих металлов. Выпуск таких электродов регулируется ГОСТ 7871-85, согласно которому диаметр элемента должен составлять 0,8-12,5 мм.
Активированное изделие
Является разновидностью порошковых электродов. Оболочка производится из стали марки 08Г2С. Отличается увеличенной толщиной. Полость содержит порошкообразный флюс, его масса не превышает 7%. Проволоку используют при сварке в среде инертного газа. Наполнитель содержит соли щелочноземельных металлов. Особый химический состав способствует стабильному горению электрической дуги.
Стальная проволока
Применяется в большинстве направлений производственной деятельности человека. Характеризуется большим количеством показателей, основными из которых являются диаметр сечения, прочность и состав материала, использованного в изготовлении. Существует много разновидностей стальной проволоки: армированная, пружинная сварочная, колючая и другие. Маркировка материала, предназначенного для сварочных работ, содержит аббревиатуру «Св». Поставляется разных диаметров: от 0,3 мм до 12 мм.
Существует более полусотни разных марок продукции, которые можно разнести по трем группам:
- Для стали с низким содержанием углерода. В качестве примера: Св-10Г2, Св-08, Св-ЮГЛ.
- Для сваривания низко- и среднелегированных заготовок. Подойдет проволока марок Св-08Г2С, Св-18ХС, Св-08ГС и другая.
- Для соединения конструкций из высоколегированной стали: Св-12Х13, Св-08Х14ГНТ.
В некоторых случаях поверхность стальной проволоки покрывается тонким слоем меди. Делается это для защиты металла от окисления и улучшения его электропроводности.
Стальная проволока используется в работе с инертными газами или под флюсом. Это наиболее подходящий для аргонной сварки расходный материал. В качестве легирующих элементов при изготовлении используются хром, марганец, никель, титан, вольфрам или молибден. Благодаря трем первым компонентам есть возможность соединять нержавеющую сталь с высоким содержанием углерода.