
Отжиг и зачистка
 По завершении сварки ленточной пилы производится отжиг места соединения, позволяющий вернуть металлу структуру, близкую к начальному состоянию.
По завершении сварки ленточной пилы производится отжиг места соединения, позволяющий вернуть металлу структуру, близкую к начальному состоянию.
В результате из хрупкого и ломкого он вновь становится пластичным и вязким. Для этой процедуры используется тот же механизм, что и при сварке, но только с другими значениями импульсных токов и без осадочного поджима.
К сведению новичков, для перевода автоматического агрегата в требуемый режим переключатель работ необходимо установить в положение «Отжиг».
Отдельные виды полотен по дереву нуждаются в повторном проведении отжига, что позволяет восстановить их структуру до первоначального состояния.
В ряде случаев оба этих процесса (сварка и отжиг) осуществляются одновременно, что достигается путём продления времени охлаждения зоны стыка, а также периодической подачи в неё импульсов подогревающего тока.
На завершающей стадии работ полотно ленточной пилы тщательно зачищается. При этом с него удаляется образовавшийся в зоне сварного шва наплыв и восстанавливается рисунок межзубчатой впадины.
Для зачистки может применяться любой подходящий абразивный инструмент, посредством которого удаётся получить ровную и сливающуюся с соседними областями плоскость.
Напомним, что известные трудности сварки ленточной пилы объясняются различиями в их габаритах и особенностью металла, из которого они изготовлены. В связи с этим нередки случаи, когда первая попытка сварки заканчивается неудачей, и оператору приходится подбирать режим обработки шва экспериментальным путём.
Для пробных попыток лучше всего брать уже использованные и ненужные обрезки старых пил. После того, как нужные режимы обработки будут окончательно установлены – полученные параметры рекомендуется зафиксировать с целью использования их для восстановления изделий с аналогичными характеристиками.
Время чтения:
≈10 минут
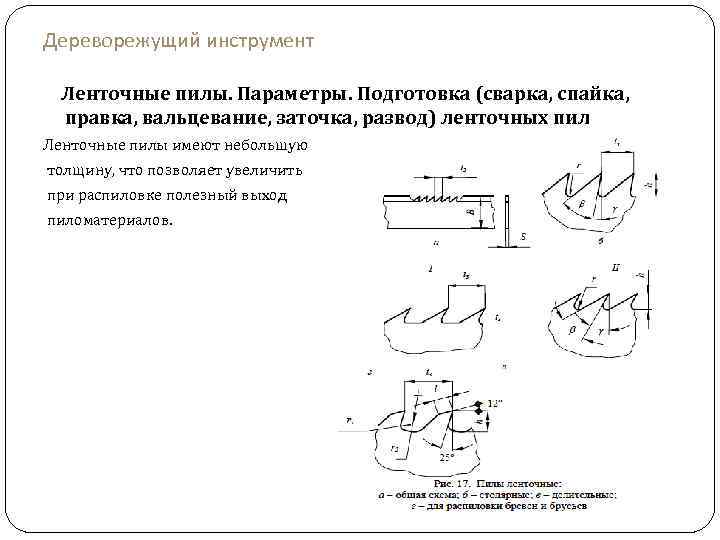
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.
Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
На первый взгляд сварка и пайка ленточных пил по дереву или по металлу не кажется такой уж сложной задачей. Работа простая и незамысловатая. Это действительно так, но есть свои нюансы. Вы должны учитывать, что ленточная пила в процессе эксплуатации испытывает значительные нагрузки. Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ. Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.

Как добиться качественного соединения? Конечно, доверив сварку специальному аппарату. Чтобы добиться прочного неразъемного шва можно использовать технологию . Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
Пайка
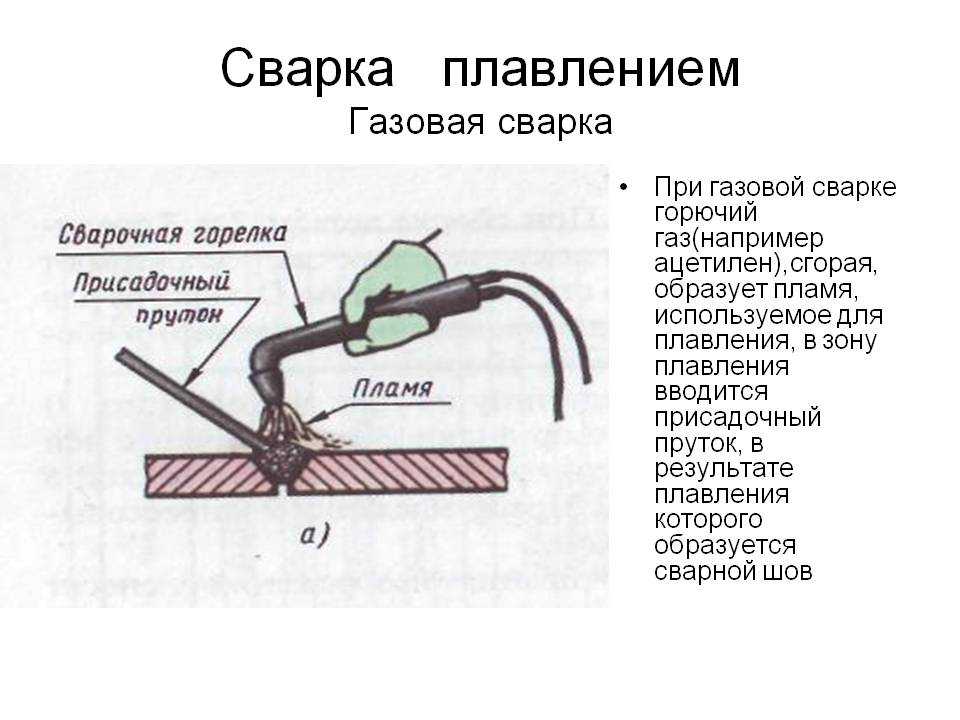
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Изготовление пилы своими руками
Учитывая все нюансы, размер и шаг зубьев на режущем элементе, можно приступать к самостоятельной сборке ленточной пилы в домашних условиях. На этом можно сэкономить значительную часть денег, но всё равно потребуется приобрести некоторые детали и материалы для сборки рабочего стола или устройства, приводящего механизм в движение.
Сборка ленточной пилы по дереву своими руками по чертежам включает следующие элементы:
- ленточный шкив;
- режущий элемент для ленточного станка;
- клиновый ремень типа А710;
- штангу несущую;
- направляющие;
- шкивы;
- электродвигатель с выбором мощности в зависимости от объёмов выполняемой работы;
- ремённый привод;
- кронштейн;
- две гайки типа М12 (2 шт.);
- ремень клиновый;
- направляющую;
- демпфер;
- штангу несущую;
- опору верхнюю;
- ползун;
- регулировочный винт;
- привод для верхней ленты.
Некоторые детали легко заменить подручными материалами, которые есть практически у любого человека в гараже. Другие элементы станка требуют покупки производственных моделей. Например, электродвигатель невозможно собрать своими руками, а оборудование со стиральной машинки или аналогичной техники не подойдёт из-за недостаточной мощности.
Устройство и сборка станка
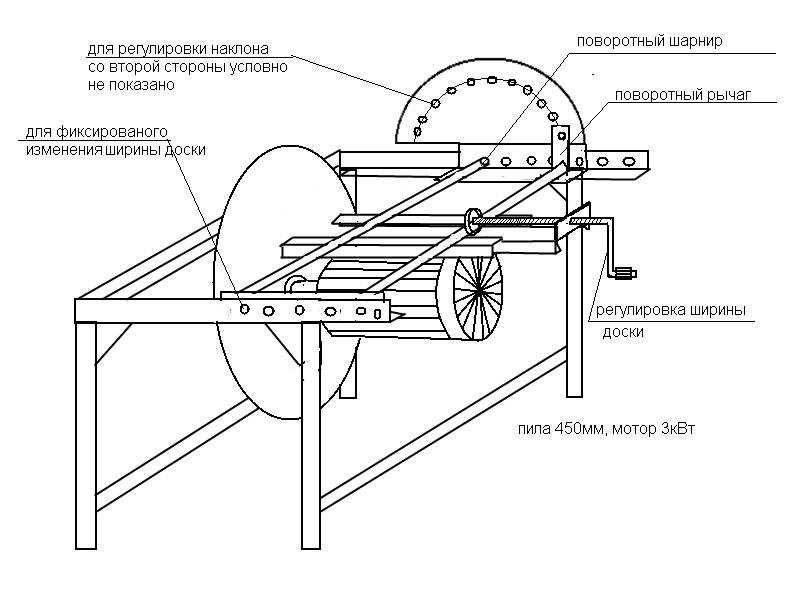
Сразу стоит отметить, что чертежи самодельной ленточной пилы по дереву подойдут только в том случае, если есть помещение соответствующих габаритов. Столешница и станина с установленным агрегатом имеет внушительные размеры, которые просто не влезут в маленькое помещение. Такое оборудование используют для роспуска больших брёвен, но для обработки мелких заготовок подойдёт и мини-станок.
Станина и блок шкива
Рама станины является несущей частью, которая удерживает на себе большой вес всей конструкции. Нагрузка из-за вибрации в процессе работы усиливается в несколько раз, именно поэтому станина должна быть изготовлена из металлических профилей, которые необходимо сварить. Для станков среднего и малого размера за неимением металлических профилей подойдёт деревянный материал, но это должна быть цельная доска шириной 20 мм, а не ДСП или листы фанеры.
Доски соединяются таким образом, чтобы слои соединялись на пересечении волокон. Для дополнительного усиления рамы, собранной из брусков, используют саморезы, специальный клей, крепления и любые другие методы соединения. В итоге вся конструкция должна соответствовать функциям демпфера, который гасит рывки и вибрацию, получаемую во время работы режущего элемента. Для этого станина должна быть жёсткой и упругой.
Ещё одна важная деталь — это блок верхнего шкива, который держит в натяжении полотна. Колёсный вал монтируется во вставку, расположенную на внутренней части рамки. Ось регулируется с помощью двух резьбовых шпилек, которые монтируются в древесный материал с помощью гаек.
Верхняя (торцевая) часть станины обеспечена специальным винтовым механизмом, который отвечает за вертикальное перемещение по направляющей. Всю конструкцию усиливают путём установки добавочных шайб, которые привариваются к поверхности. С тыльной стороны предусматривают фланец, на котором фиксируется вал для выточки.
Особенности столешницы и шкива
Если неправильно закрепить подшипник, тогда появляется проблема с колесом, которое постоянно ударяется о плоскость в процессе работы. От этого режущий элемент начинает скользить и уходить в сторону, что в итоге приводит к порче обрабатываемого материала. Чтобы избежать таких ситуаций, подшипник устанавливается за перпендикулярностью вала.





Собранная ленточная пила своими руками по металлу, дереву или камню требует установки столешницы на тумбовое основание. Внутри её помещается мотор и пусковой механизм. Они отвечают за движение полотна, скорость и время его работы. Для изготовления такого стола часто используют фанеру, которую дополнительно обшивают текстолитом.
Нагрузка на столешницу минимальная, поэтому такого материала вполне достаточно для работы. Чтобы упростить работу, её оснащают самыми разными функциями. Например, столешницу оснащают поворотным механизмом для удобства распила заготовки под заданным углом. Параллельный упор или установка роликовой системы добавит столу горизонтальные движения, которые значительно ускоряют обработку.
Определяемся с дизайном и конструкцией
Самым простым вариантом стола для циркулярки является конструкция из достаточно толстой фанеры и досок
READ Как Наточить Цепь Бензопилы Напильником
Основание может быть изготовлено из древесины или металла. Для столешницы выбирают листовые породы деревьев. В ней следует проделать специальное отверстие под диск. Ключевым свойством созданного стола должно быть удобство.
Следует позаботиться о его устойчивости. Недопустимо никаких расшатываний, иначе это негативно отразится на безопасности. У столешницы должна получиться максимально ровная поверхность. Тогда сократится вероятность получения травмы при работе.
Стол для циркулярной пилы требует обязательного присутствия направляющих
Сооружение может быть дополнено специальным расклинивающим ножом. Он может сниматься. Его оснащают специальной дисковой защитой, позволяющей избавляться от летящей в рабочего стружки.
Направляющая каретка стола для циркулярки
Некоторые убирают заводской кожух и меняют фабричную платформу на самодельную. Если не собираетесь проводить пиления под углом, можно убрать детали, которые регулируют наклон диска.
Этапы сварочных работ
Резка
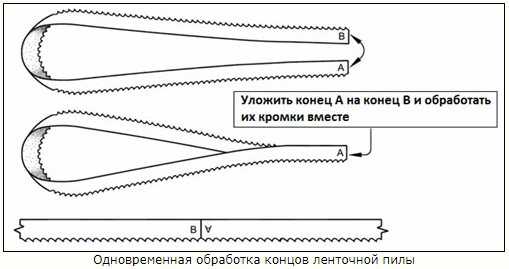
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.

Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.


Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Пайка ленточных пил
В отсутствие аппарата для сварки ленту полотна пильного станка паяют. Для этого ее обезжиривают, газовой горелкой подогревают концы полотна и проводят следующие операции — наносят флюс и расплавляют его той же горелкой, соединяя диффузией с куском латуни:
- Наложим кусочек латуни на конец полотна, плавим его в пламени горелки — при расплаве сталь пилы диффудирует с расплавом латуни на атомарном уровне. В качестве флюса используем буру или специальный флюс ПВ209Х.
- Сооружаем специальное приспособление, похожее на подвижные и неподвижные зажимы станка для сварки пил.
- Закрепляем концы и наносим флюс на оба конца.
- Выравниваем концы ленты внакладку на 2 зуба, выравниваем.
- Кусочек латуни вставляем между полотнами и нагреваем это место горелкой.
- По мере образования расплава соединяем полотна.
- Ждем полного самостоятельного остывания.
- Шлифуем место соединения до момента «хватит — уже ровно».
Температура плавления латуни составляет около 900 градусов. Половинки разогреваются именно до такой температуры. Вместо латуни можно использовать серебряные припои с температурой плавления более 900 градусов.
Соединение внакладку проще, но обработать место пайки до нужной толщины сложнее. Этот метод подходит лишь при невозможности использования специального оборудования для сварки.
Сварка ленточных пил: самодельный станок для сварки и как пользоваться бурой для пайки
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Особенности сварки ленточных пил.Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
Соединять концы полотна следует встык
Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге
Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Процесс пайки
Сварочный аппарат для сварки ленточной пилы.
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу
Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен
В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
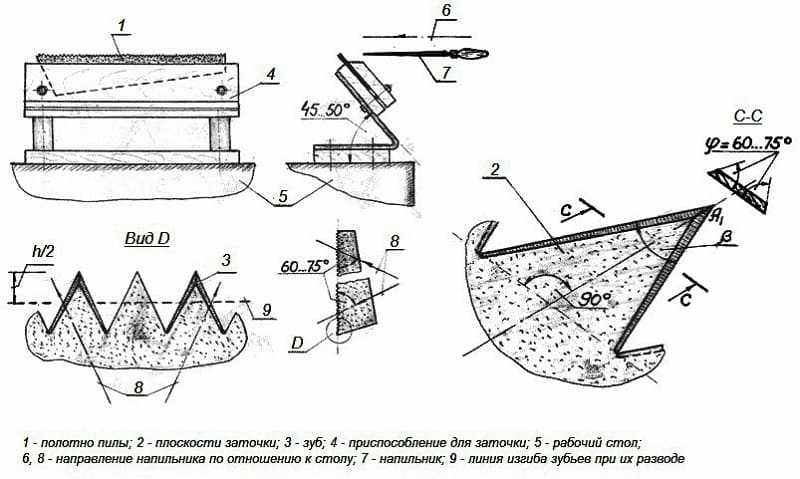
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.





Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
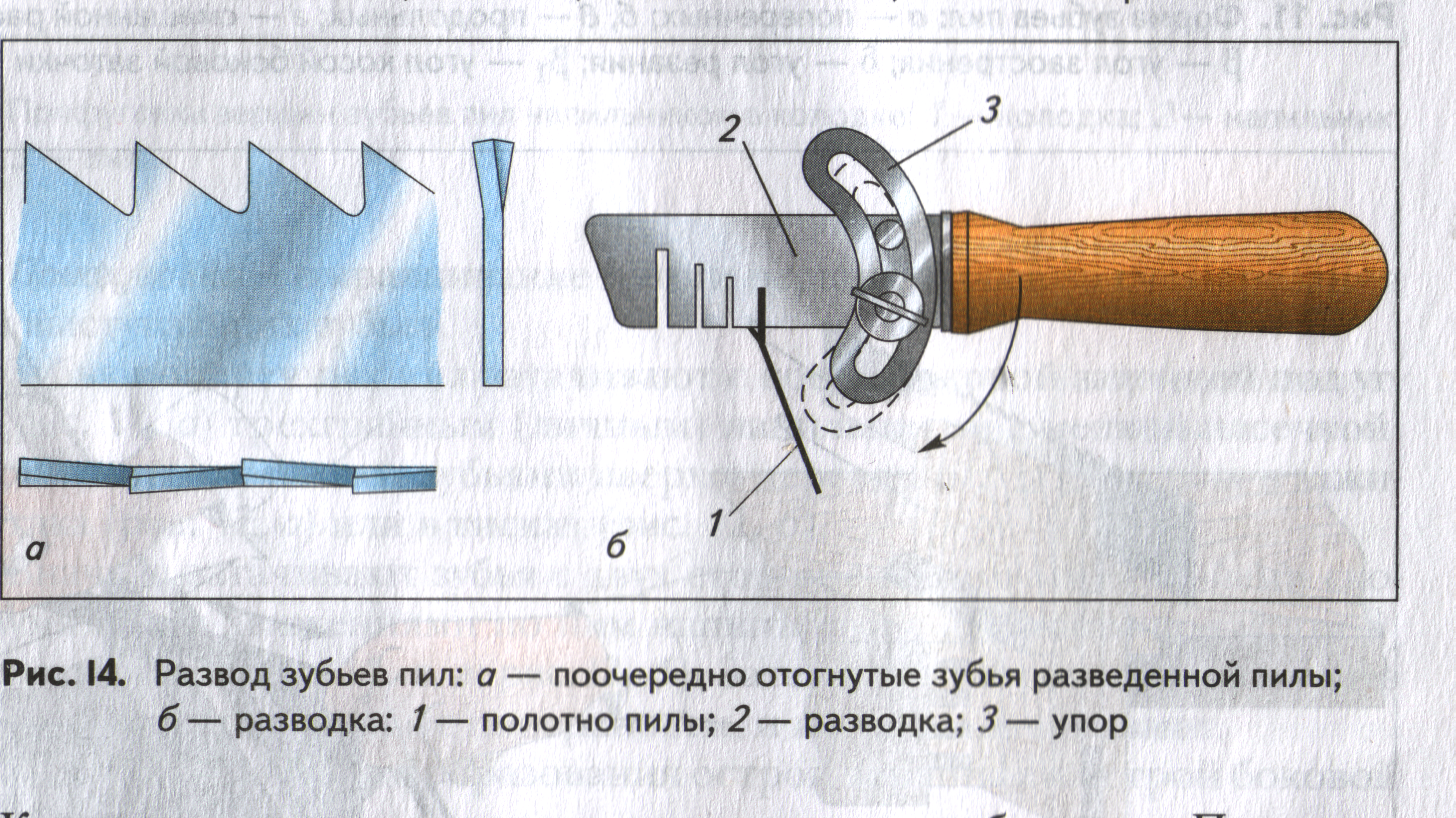
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной